FX-2_使用说明书.pdf - 第566页
第 9 章 机器设置 23 设定基板 2 次元 代码位置 设定 IS 关联功能 ( 按需生产 ) 中使用的基板 2 次元 代码 位置。 识别位置 2 次元代码种类 2 次元代码状态 角度照明 ・ 垂直照明 调整值 识别方法 相机增益 最大 值 / 最小 值 24 帮助 - 9-2
第 9 章 机器设置
9
机器设置
9-1 功能概要
使用本菜单进行吸嘴配置以及设备基本结构的设置。
数值一经设置,只要设备结构无变化则无需更改设置值。
设备结构有变更时,包括添加吸嘴、变更基准针位置等,必须重新设置相关部分。
清洁吸嘴之后,在定期检查的同时,必须重新检查设置值。
表
9-1-1
功能列表
No. 功能(菜单) 设置的内容
1
注册吸嘴一览
显示已注册吸嘴号码列表对话框。
2 读取吸嘴数据
读取注册的吸嘴数据。
3 退出
结束机器设置。
4
工具栏
切换工具栏的显示/不显示。
5 状态栏
切换状态栏的显示/不显示。
6 设置值一览
显示设置值列表。
7 框图显示
用位图形式显示的构成图。
8
ATC 吸嘴配置
在 ATC 编号上配置吸嘴。
配置的吸嘴号码
配置的吸嘴种类
贴片头上装上所配置的吸嘴时的真空值。
贴片头上装上所配置的吸嘴时的激光高度
9 无吸嘴时真空值
未安装吸嘴时的真空值
10 基准针位置
设置从原点到基准针、从动针的位置
11 外形基准位置
设置从原点到外形基准的位置
12 元件废弃位置
设置 IC 元件的废弃位置、芯片元件的废弃位置
13 Head 待命位置
设置元件保护暂停位置
14 使用单元
因发生故障在生产中无法使用设备单元(贴片头等)时设置为“不
使用”
※在本项目中设置为“不使用”后,在没有该设备单元而不能完
全生产基板的情况下也可使生产“正常结束”。
15 在线连接
①设定是否与 HLC 连接,并编入多站点生产线。
②IS 或 IFS-NX 选项为有效时,设定是否进行在线连接。(
编入时,
必须设定
IP
地址。)
16 基板传送
基板传送传感器延时(对有缺口、旋孔基板传送传感器的延时)
的延时单位(时间[ms]/长度[mm],以及自动调整(传送)宽度,
支撑台的基板下限制、加速度、补偿的设置等。
17 信号灯
设置各操作状态的信号灯模式。
18 坏板标记读入器
设置坏板标记/非坏板标记位置。
19 校准块第一标记识别值设定
在机器设置数据中保存正常原点返回时的 CAL 校准块识别结果。
在每次返回原点时对 CAL 校准块第 1 标记识别结果与保存在机器
设置数据的识别结果进行比较,比较结果超过±0.7mm 时,作为
原点返回发生错误。据此,可在 XY 轴移动前检查右摄像机偏移数
据是否发生了错误的修改。
20
校准块脏污检查
设置是否进行 CAL 校准块标记脏污检查。
设置 CAL 校准块标记脏污检查标准。
21 设置标记识别速度
设置生产时的 BOC
标记、基准领域标记、台架标记的识别轴速度。
(* 用户是修理工程师以上级别时显示)
22
激光面接触检查
设定激光面接触检查间距。
9-1
第 9 章 机器设置
23
设定基板 2 次元代码位置
设定 IS 关联功能(按需生产)中使用的基板 2 次元代码位置。
识别位置
2 次元代码种类
2 次元代码状态
角度照明・垂直照明调整值
识别方法
相机增益 最大值
/
最小值
24
帮助
-
9-2
第 9 章 机器设置
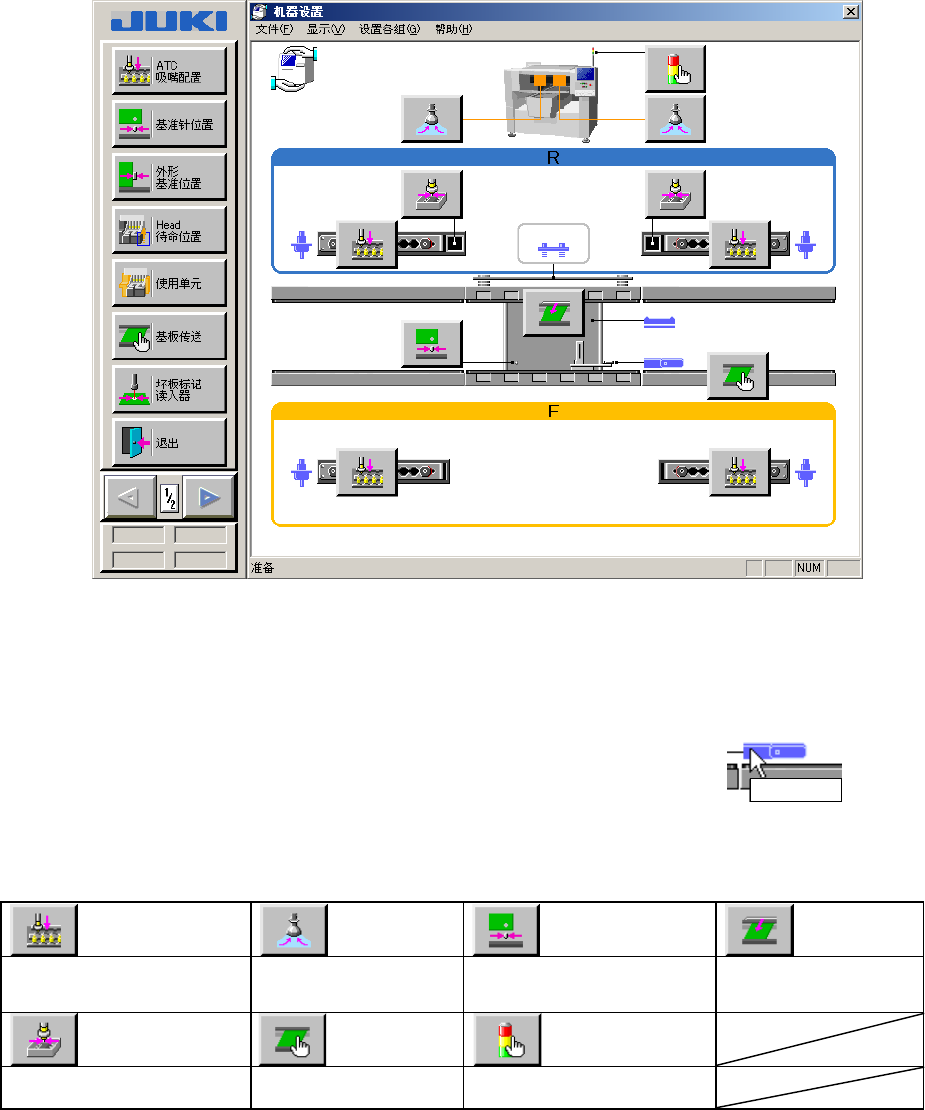
9-2 初始画面
在菜单栏上,选择[设置]-[机器设置],或选择[机器设置]命令按钮后,显示如下的机器设置初
始画面。
在机器设置的初始画面上,左侧显示命令按钮,右侧显示现在的构成图。
命令按钮里注册了使用频率高的设置组功能,点击之后,即可显示与各菜单相对应的功能。
图
9-2-1
初始画面(构成图)
在显示状态图的初始画面上,显示信号灯、ATC、基准针等图标。
单击图标,即显示出相应的单元对话框(请参见 表 9-2-1 对应一览表)。
图标显示各个传感器的状态,ON =红色 /橙色、OFF =蓝色。
光标移动到按钮上或各种传感器的图标时,
会显示工具提示(图 9-2 2 工具提示)。
图
9-2-2
工具提示
表
9-2-1
对应一览表
ATC 部分 吸嘴部分
基准针
Y 钳夹
ATC 吸嘴分配设置对话框
无吸嘴时真空值测量
对话框
设置基准针位置
对话框
设置外形基准位置
对话框
元件废弃位置
传送轨道
信号灯
设置元件废弃位置对话框
基板传送对话框 信号灯设定对话框
挡销
9-3