FX-2_使用说明书.pdf - 第570页
第 9 章 机器设置 No. 功能(弹出菜单) 功能说明 38 Y 台 可传送位置 移向可传送的位置 39 准备位置 前面 移向前面的准备位置 后面 移向后面的准备位置 40 任意坐标 显示任意坐标对话框 41 OCC XY 轴移动 与贴片头的功能相同 - 42 垂直照明控制 开 打开 OCC 照明 43 关 关闭 OCC 照明 44 极性控制 正 把 OCC 的极性设置为正状态 45 逆 把 OCC 的极性设置为负状态 46 角度照明…
第 9 章 机器设置
9-3 控制菜单
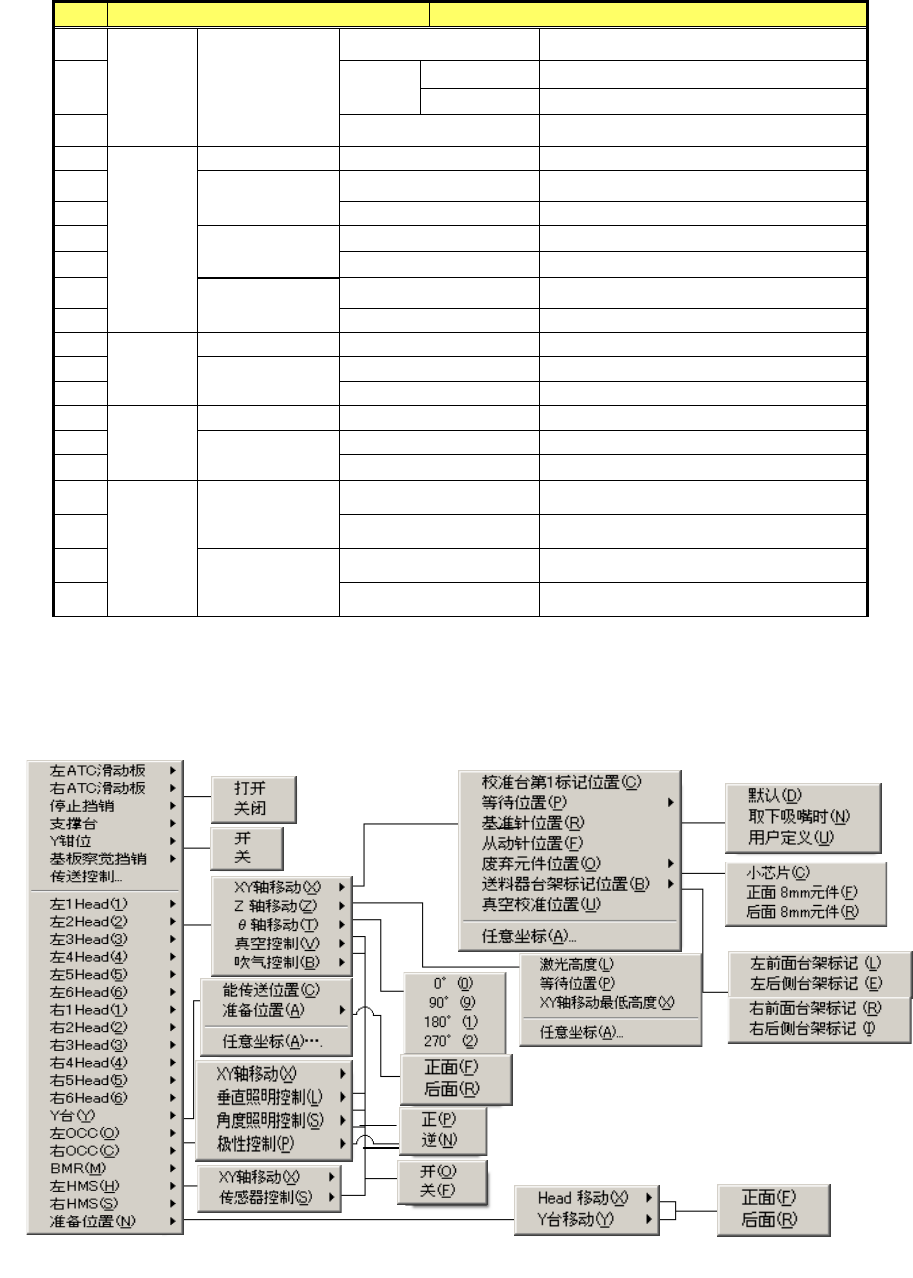
设置机器需要输入项目时,可通过操作弹出菜单来驱动各项装置。需要显示弹出菜单时,请单
击鼠标右键,或按[F9]键、[SHIFT]+[F10]键。
选择弹出菜单中的各种项目后,还有扩展菜单,图 9-3-1 即为贴片头控制菜单的扩展菜单。用
鼠标单击或用方向键选择后,按下[Enter]键,可驱动相应的装置。
用鼠标(跟踪球)选择、单击控制项目,或用方向键选择控制项目,按[Enter]
键,设备就会启动。为避免受伤,切勿将手、头等伸入设备内部。
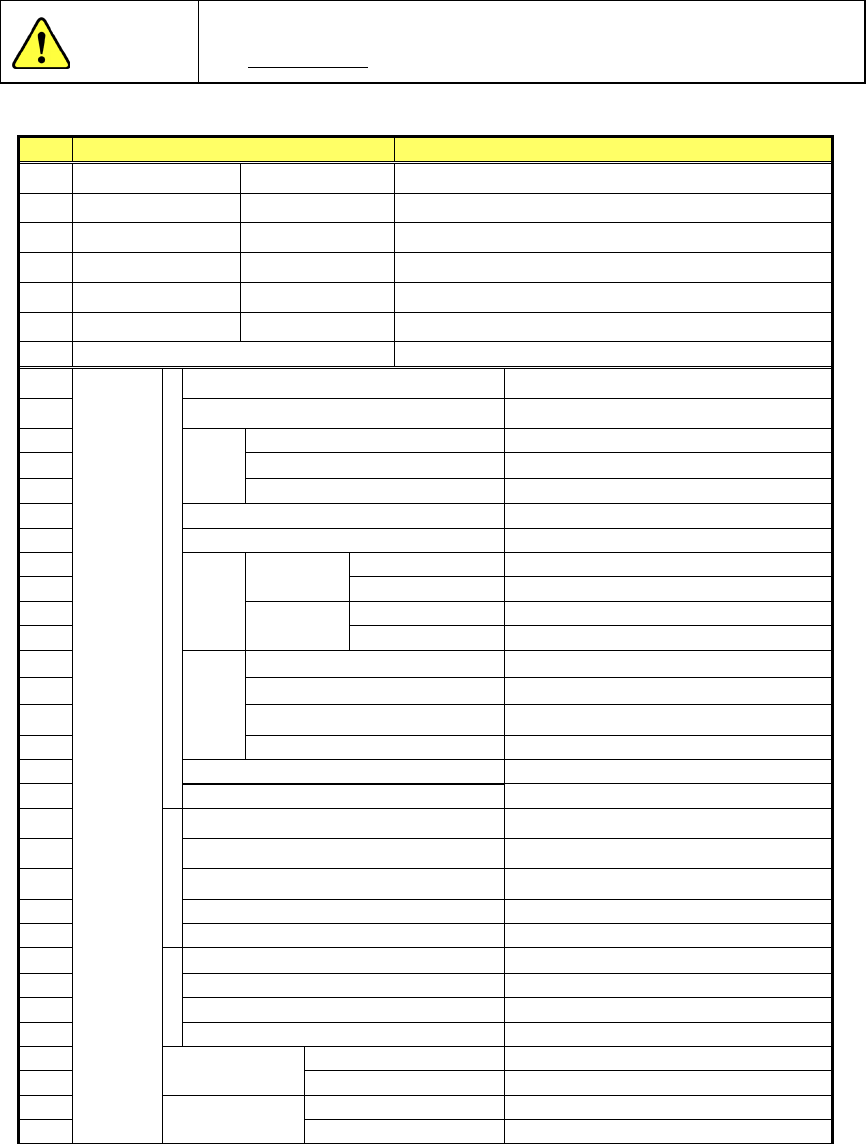
表
9-3-1
弹出菜单一览
No.
功能(弹出菜单)
功能说明
1
左
ATC 滑动板
打开
/关闭
切换左
ATC 滑动板的开/关
2
右
ATC 滑动板
打开
/关闭
切换右
ATC 滑动板的开/关
3
停止挡销
开
/关
切换停止挡销的开
/关
4
支撑台
开
/关
切换支撑台的开
/关
5
Y
钳位
开
/关
切
换 Y 钳夹的开/关
6
基板察觉挡销
开
/关
切换基板察觉挡销的开
/关
7
传送控制
显示传送控制对话框
8
Head
(
贴片头)
XY
轴
移
动
原点位置
向原点位置移动
9
校准台第
1 标记位置
移向
CAL 校准台第 1 标记位置
10
等待
位置
默认
移向默认位置
11
取下吸嘴时
移向摘下吸嘴时的位置
12
用户定义
移向用户定义位置
13
基准针位置
移向基准针位置
14
从动针位置
移向从动针位置
15
废弃元
件位置
小芯片
正面
移向正面芯片元件废弃位
置
16
后面
移向后面芯片元件废弃位置
17
8mm
元件
正面
移向正面
8mm 专用废弃位置
18
后面
移向后面
8mm 专用废弃位置
19
送料器
台架标
记位置
左前面台架标记
移向左前面台架标记
20
右前面台架标记
移向右前面台架标记
21
左后侧台架标记
移向左后侧台架标记
22
右后侧台架标记
移向右后侧台架标记
23
真空
校准位置
移向真空校准位置
24
任意坐标
显示任意坐标对话框
25
Z
轴
移
动
激光高度
移向激光高
度
26
等待位置
移向等待位置
27
XY
轴移动最低高度
移向
XY 轴可移动的最低高度
28
真空校准位置
移向真空校准位置
29
任意坐标
显示任意坐标对话框
30
θ
轴
移
动
0
°
旋转
0°
31
90
°
旋转
90°
32
180
°
旋转
180°
33
270
°
旋转
270°
34
真空控制
开
打开真空控制
35
关
关闭真空控制
36
吹气控制
开
打开吹气控制
37
关
关闭吹气控制
警告
9-5
第 9 章 机器设置
No.
功能(弹出菜单)
功能说明
38
Y
台
可传送位置
移向可传送的位置
39
准备位置
前面
移向前面的准备位置
后面
移向后面的准备位置
40
任意坐标
显示任意坐标对话框
41
OCC
XY
轴移动
与贴片头的功能相同
-
42
垂直照明控制
开
打开
OCC 照明
43
关
关闭
OCC 照明
44
极性控制
正
把
OCC 的极性设置为正状态
45
逆
把
OCC 的极性设置为负状态
46
角度照明控制
开
把
OCC 的角度照明设置为开状态
47
关
把
OCC 的角度照明设置为关状态
48
BMR
(坏板标记
读入器)
XY
轴移动
与贴片头
的功能相同
-
49
传感器控制
开
把坏板标记读入器设置为开状态
50
关
把坏板标记读入器设置为关状态
51
HMS
XY
轴移动
与贴片头部功能相同
-
52
传感器控制
开
把
HMS 设置为开状态
53
关
把
HMS 设置为关状态
54
准备位置
Head(
贴片头)移动
正面
贴片头移向前面的准备位置
55
后面
贴片头移向后面的准备位置
56
Y
台移动
正面
Y
台移向前面的准备位置
57
后面
Y
台移向后面的准备位置
•
在 MS 参数的“选项”设置中,未被选中的(未安装的)单元,不显示对应的菜单。
•
不影响机器设置“使用单元”中的设置。
(未被选中(不使用)的单元也能显示)
图
9-3-1
贴片头控制菜单
9-6
第 9 章 机器设置
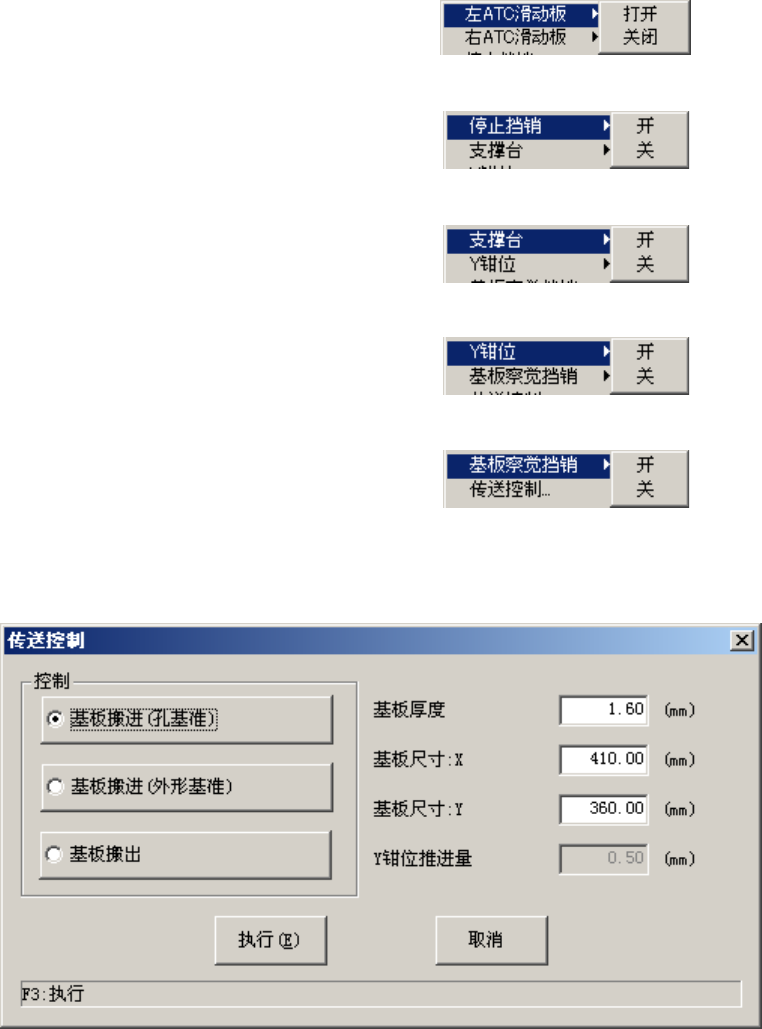
(1) ATC 滑动板
切换 ATC 滑动板的开/关。
(2) 停止挡销
切换停止挡销的开/关。
(3) 支撑台
切换支撑台的开/关。
(4) Y 钳位
切换 Y 钳位的开/关。
(5) 基板察觉挡销
切换基板察觉挡销的开/关。
(6) 传送控制
驱动传送控制,请用按钮指定控制项目,再选择[执行]按钮,或按下[F3]键。
图
9-3-2
传送控制对话框
基板,若是孔基准,必须输入基板厚度、基板的 X 尺寸、基板的 Y 尺寸才可搬入。
若是外形基准,还需要输入 Y 钳位推进量。
已经读取生产程序时,会显示生产程序里设置的默认值。
9-7