KD-2077_Maintenance_Guide_Rev1.1_C.pdf - 第42页
维修调整要领书 进行临时假 定组装使跟踪块上面 与点胶头切削表面为一个面。 点胶头软管的安装 安装按照与拆卸相反的顺序进行。 安装结束后,请将跟踪块位置暂时调整为下图所示的样子。 请进行供气,接通点胶机的电源。 请确认点胶…
维修调整要领书
点胶头软管的更换
点胶头软管的拆卸
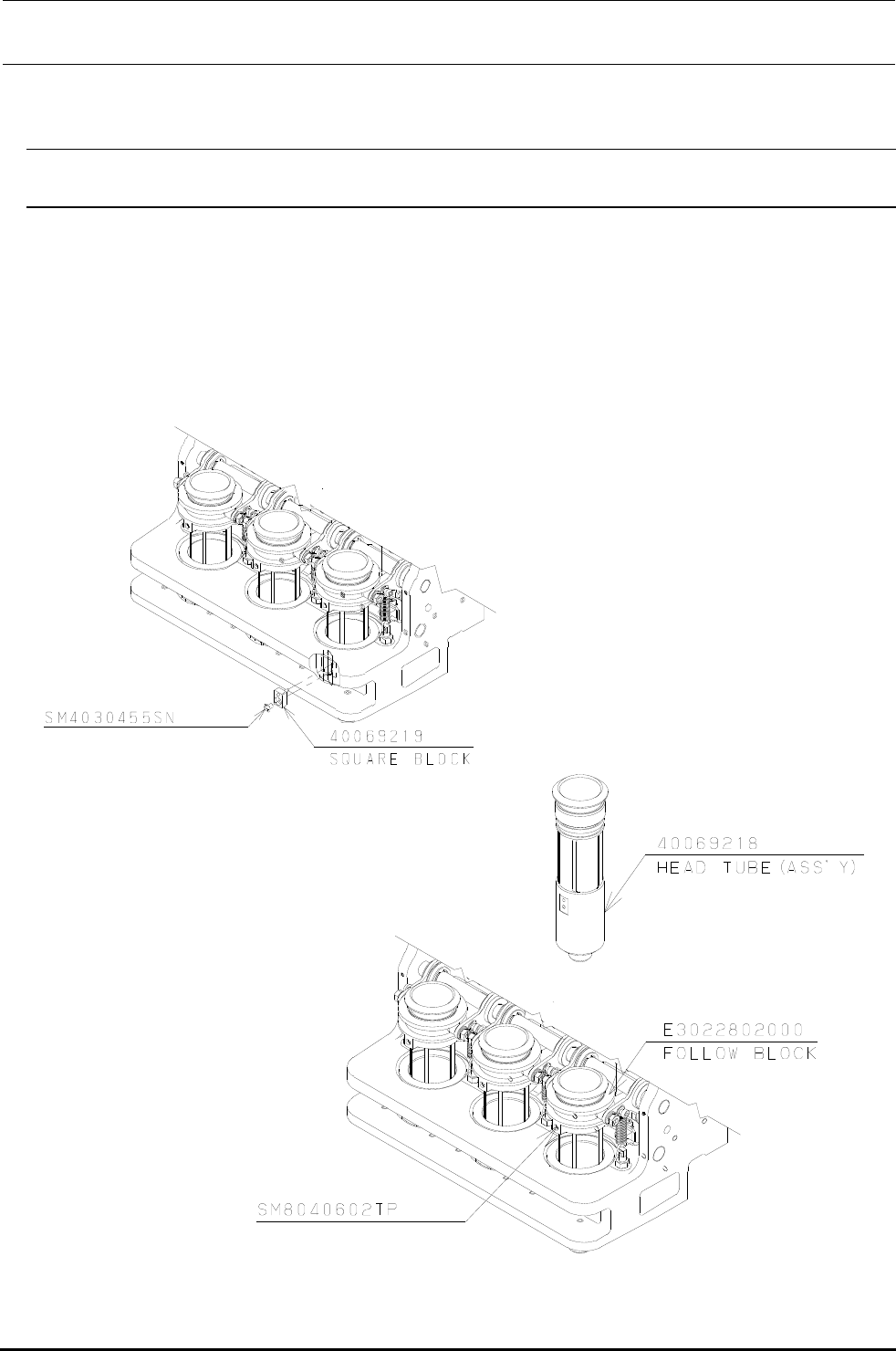
请拆下保护罩 。(参照 )
拧松方形块的固定螺钉,然后用小钳子等拆下方形块。
拧松跟踪块的止动螺钉。
对于点胶头软管跟踪块按照顺时针旋转的话点胶头软管就抬起。请不断地旋转直到螺钉的螺纹没
有为止。
请把点胶头软管从上面拔出来。
止动螺钉
夹紧转矩:
紧锁漆
止动螺钉
夹紧转矩:
维修调整要领书
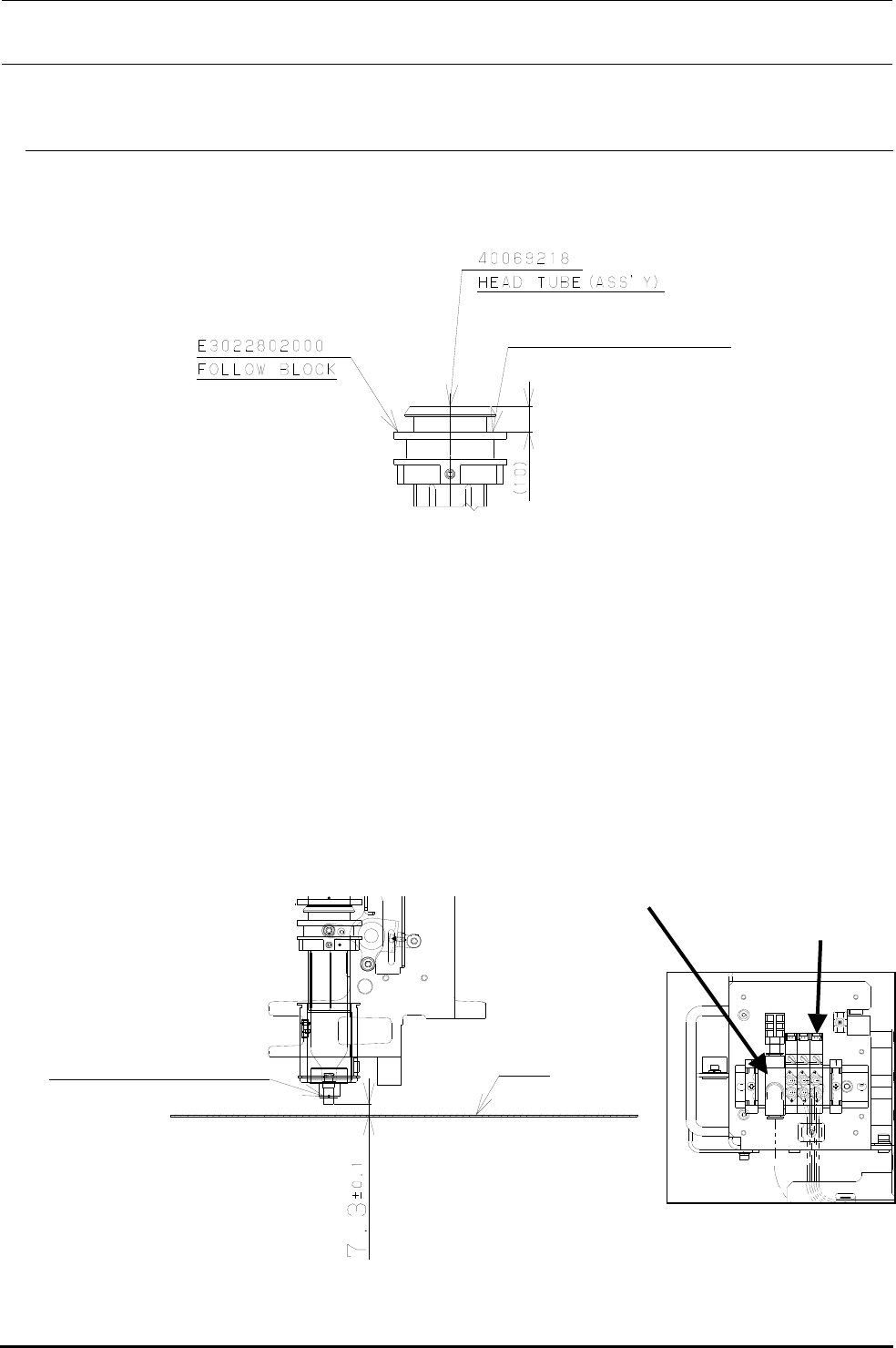
进行临时假定组装使跟踪块上面
与点胶头切削表面为一个面。
点胶头软管的安装
安装按照与拆卸相反的顺序进行。
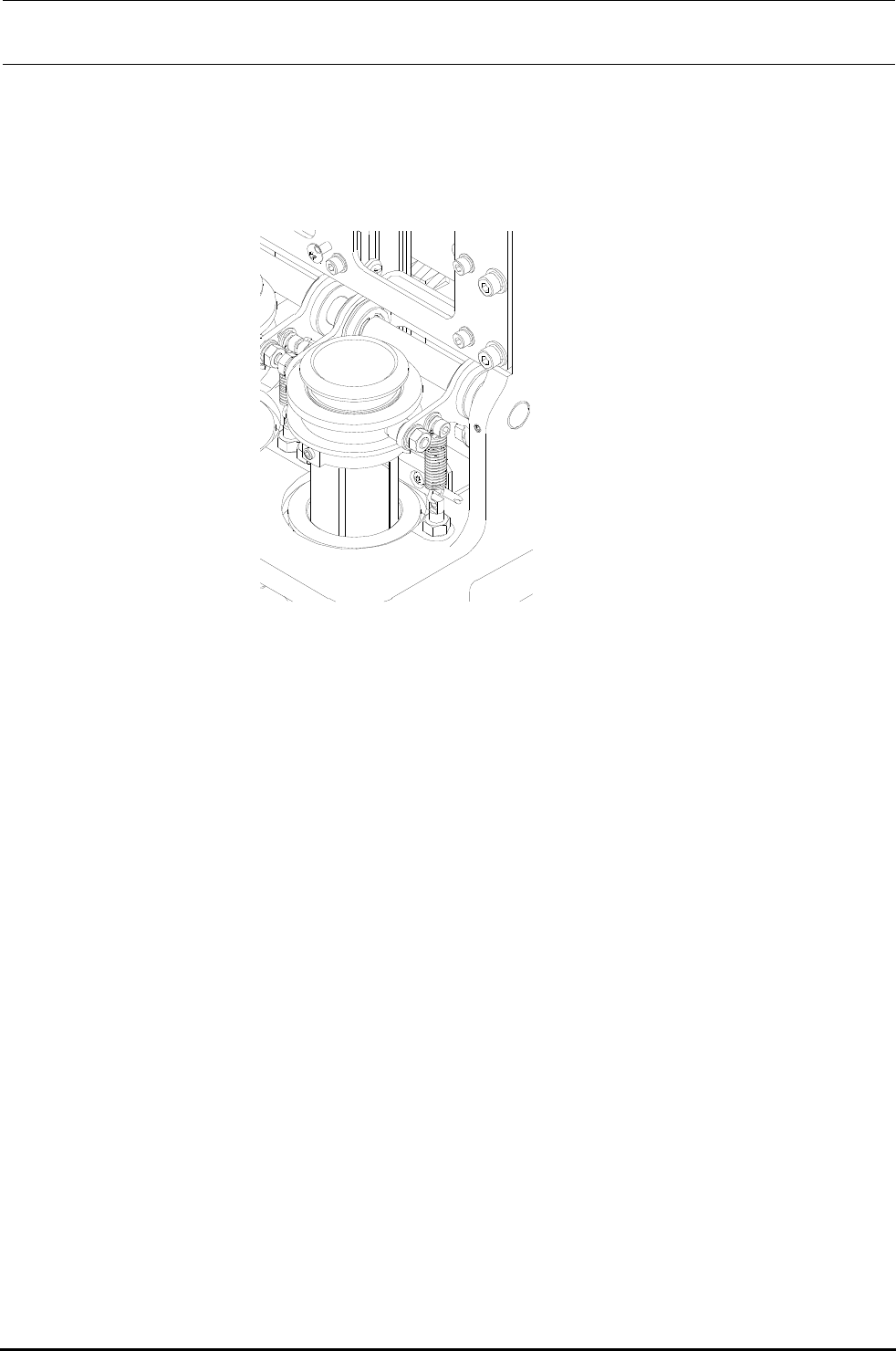
安装结束后,请将跟踪块位置暂时调整为下图所示的样子。
请进行供气,接通点胶机的电源。
请确认点胶头软管没有从温调块底面露出,然后进行原点复位。
(有注射器的场合,先拔掉注射器然后再进行原点复位。)
请将治具基板(产品编号: 厚)夹紧。
请把更换了的点胶头移动到基板上面。(离基准轨道 左右内侧)
请将轴通过手动控制进行旋转,使得跟踪块的 根螺钉在面前就能利用。
请将该点胶头通过手动控制向 移动。
请拔掉与该点胶头的汽缸驱动电磁阀相连接的插头,把汽缸当作与软件无关经常上升的状态。
安装高度治具针(产品编号:),在插头块上往上压。
请拧松跟踪块的止动螺钉,左右旋转跟踪块进行调整,使高度治具针的先端和基板上面的间隙为
±。
高度治具针
基板
插头(从左 、、)
汽缸驱动电磁阀
维修调整要领书
请拧紧跟踪块的螺钉。拧紧的时候 个止动螺钉交互分开均等每个 次左右。
请拆下高度治具针。
在点胶头主套和点胶头软管之间在 °间隔处注入共计 滴左右的 油。
请通过汽缸电磁阀的手动开关上下运动 轴使油渗透进去。
通过手动控制当 (待机位置)时使该点胶头移动。
请将和该点胶头的汽缸电磁阀相连接的插头回归原位。
请按照以下顺序进行 参数的再次取得。
轴原点偏差
轴原点偏差
(有注意事项。请参照 更换后的再调整项目。)
点胶头偏差
偏心偏差
请确认包括 、、、 度的点胶的实际生产中能否正常点胶(点胶直径、偏心、角度)。
(使用任意针,请事前实施机器安装的针偏差)
通过整列点胶请确认点胶精度。
在 度上进行 方向上 间距的整列点胶,请确认因装载追尾 方向的点胶偏差。
根据需要请用 参数的点胶综合偏差进行修正。
在 度上进行 方向上 间距的整列点胶,请确认因装载追尾 方向的点胶偏差。
根据需要请用 参数的点胶综合偏差进行修正。