YSi_Prog_C - 第163页
2-84 2 5 设置判定条件参数。 打开「判定条件」选项卡,在「r. 最小偏移量 (mm)」 、 「s. 最大偏移量 (mm)」中输入偏移量。如没有确定 规格时,可以参考高度测定的结果确定最小值 / 最大值。 判定条件选项卡 检查项目:测定高度 262A2-P9-00 r. 最小偏移量 (mm) 如基准检查对象的测定高度与用点测定法或线测定法测定的高度之差小于此最小偏移量时,被判定为 不良。设置为「SKIP」时,则不判定。 s. 最大…
2-83
2
2
设置检出条件参数。
打开「检出条件」选项卡,设置下列参数。
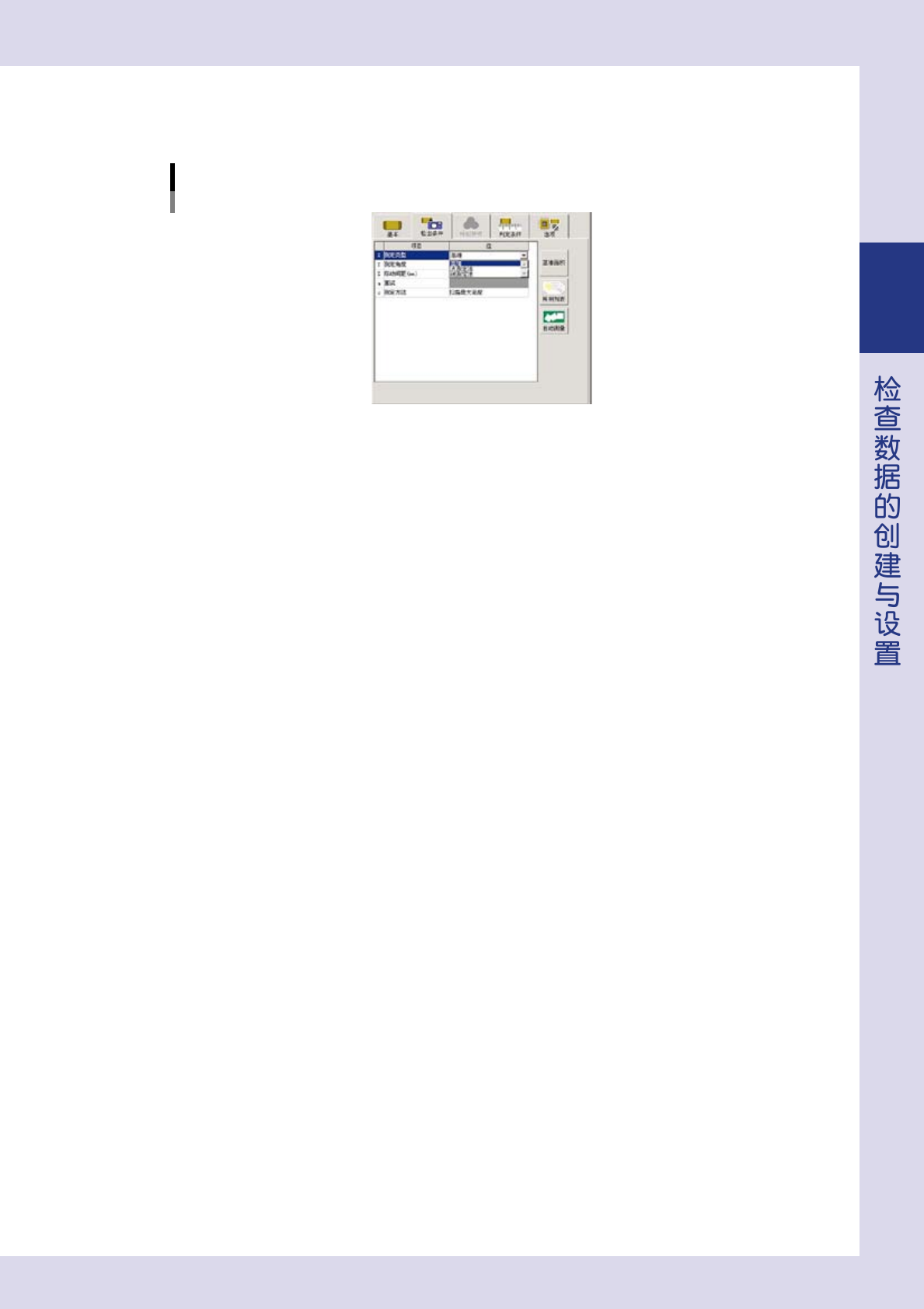
检出条件选项卡
检查项目:测定高度
262A1-P9-00
X. 测定类型
选择「基准」。
Y. 测定角度
指定测定高度时的激光高度感应器的角度。如指定为 AUTO,激光高度感应器会旋转后测定,使激光
的反射方向朝向元件之外。
C. 测定方法
选择高度测定值的计算方法。
‧
抽样 :以 1 处抽样值为高度。
‧
扫描最大高度 :以测定值的最大值为高度。
‧
扫描平均高度 :以测定值的平均值为高度。
‧
扫描最小高度 :以测定值的最小值为高度。
3
创建测定高度用的检查对象框。
选中测定基准高度用的检查对象,用 [ 复制 ] 和 [ 插入粘贴 ] 按钮添加检查对象后,将添加的检查对象移
至要测定的位置。
4
设置检出条件参数。
打开「检出条件」选项卡,设置下列参数。
X. 测定类型
将测定类型改为「点测定法」或「线测定法」。
‧
点测定法
测定检查对象的中心坐标位置的高度。
‧
线测定法
沿检查对象长方向的中心线测定高度,以所测最大高度为测定值。
Z. 移动间距 (mm)
如「X. 测定类型」的设置为「线测定法」时,设置测定高度时要移动的间距。
a. 重试
如测试结果为「NG」时,将激光高度感应器旋转 180 度后重新执行测试。
2-84
2
5
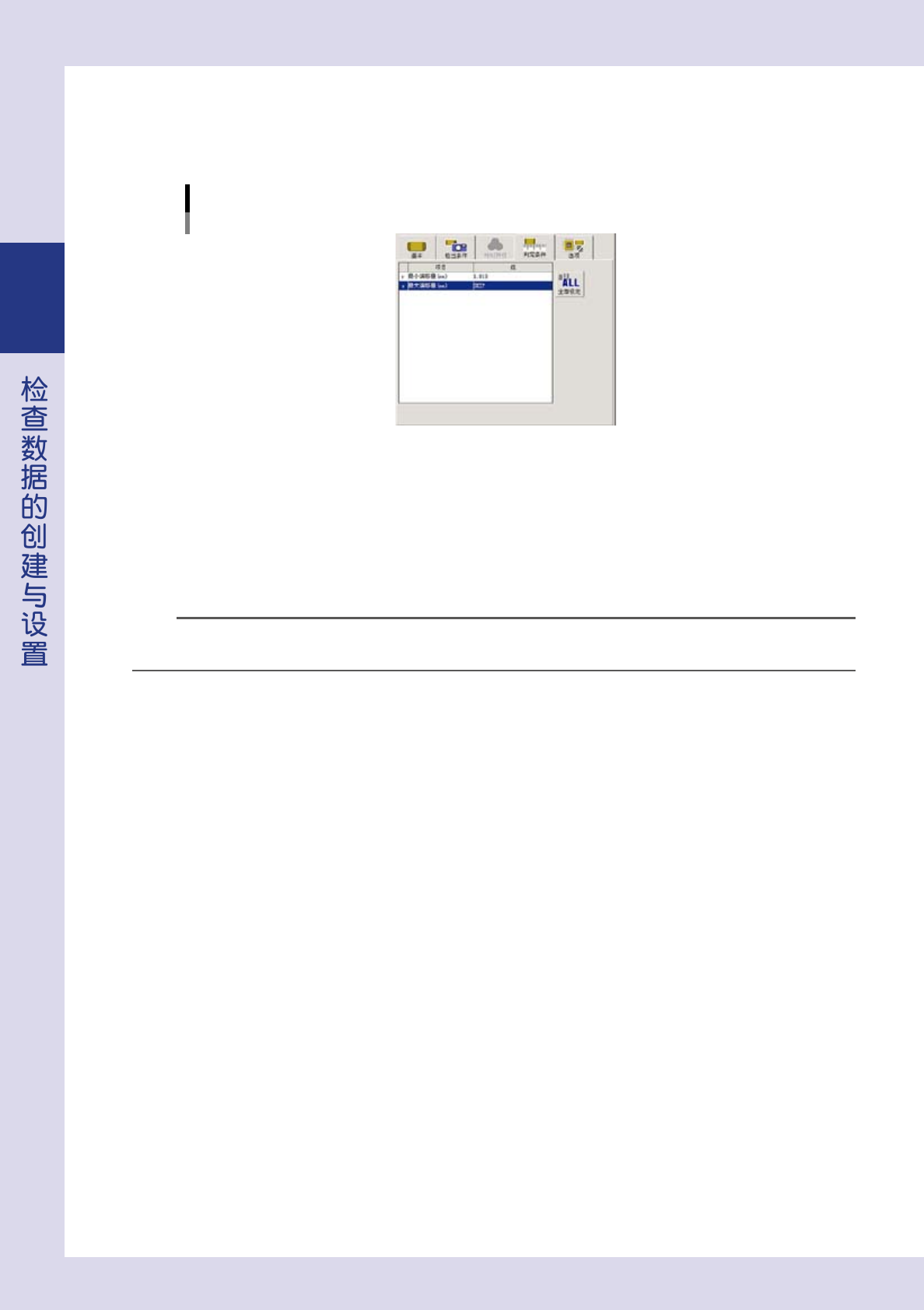
设置判定条件参数。
打开「判定条件」选项卡,在「r. 最小偏移量 (mm)」、「s. 最大偏移量 (mm)」中输入偏移量。如没有确定
规格时,可以参考高度测定的结果确定最小值 / 最大值。
判定条件选项卡
检查项目:测定高度
262A2-P9-00
r. 最小偏移量 (mm)
如基准检查对象的测定高度与用点测定法或线测定法测定的高度之差小于此最小偏移量时,被判定为
不良。设置为「SKIP」时,则不判定。
s. 最大偏移量 (mm)
如基准检查对象的测定高度与用点测定法或线测定法测定的高度之差大于此最大偏移量时,被判定为
不良。设置为「SKIP」时,则不判定。
n
要点
以 Step1 中创建的检查对象的位置为基准创建所有要测定的检查对象。选择在 step5 中设置的检查对象后,用 [ 复制 ] 和 [ 插入粘贴 ]
按钮添加检查对象,再将添加的检查对象移至测定点。
6
对测定高度用的检查对象执行测试。
1. 选择测定高度用的检查对象,按 [ 对象测试 ] 按钮。
2. 确认测试结果后,按 [ 结束测试 ] 按钮。
3. 根据测试结果,修改「检出条件」和「判定条件」参数。

第 3 章 贴片机数据的有效利用
利用创建检查机数据用软件 P-ToolAOI 版,以贴片机的基板程序为基础创建检查程序。在检查机读入所创建的检查程序后,可以
在元件贴装位置粘贴元件的检查信息库。使用其它品牌贴片机的基板程序时,必须先将 CAD 数据或文本文件转换为 ASCII 数据后,
再通过在 P-ToolAOI 版软件进行登录可以创建检查程序。
目录
从创建检查程序到展开信息库的操作流程 3-1
1. 检查程序的创建 3-2
1.1 创建形状对应表 3-2
1.1.1 启动形状对应表编辑画面 3-2
1.1.2 数据的登录方法 3-4
1.2 P-Tool 的设置 3-6
1.3 创建检查程序 3-9
2. 检查程序的读入与登录 3-11
2.1 读入检查程序 3-11
2.2 创建基板整体图像 3-15
2.3 登录基板基准标记 3-16
3. 信息库的全部展开 3-18
3.1 信息库的全部展开 3-18
3.2 信息库的创建 3-19
3.3 信息库的确认与修改 3-20
3.4 信息库的重新登录 3-22
3.5 信息库的重新展开与确认 3-23
4. 视野的创建与图像的保存 3-25