YSi_Prog_C - 第81页
2-2 2 ■ 极性 根据元件类型不同,分别有 3 种检查方法。 ‧ 极性检查 检出极性标记,根据其面积和尺寸判定极性。 26203-P9-00 ‧ 对比 根据 2 处的亮度差判定极性。 1 2 26204-P9-00 ‧ 文字识别 检出文字,通过判定文字角度和对所设置的文字与识别到的文字进行比较,判定极性。 26205-P9-00 ■ 连焊 ‧ 引脚检查 根据检查部位不同,分别有 4 种检查方法。 1. 最大容许尺寸 检出检查框…
2-1
2
1.创建数据之前
1.1 主要的检查项目
以下,介绍 YSi 系列检查机可以检查的主要项目。各个检查项目、参数的详细内容,参阅本章「8. 检查项目」。
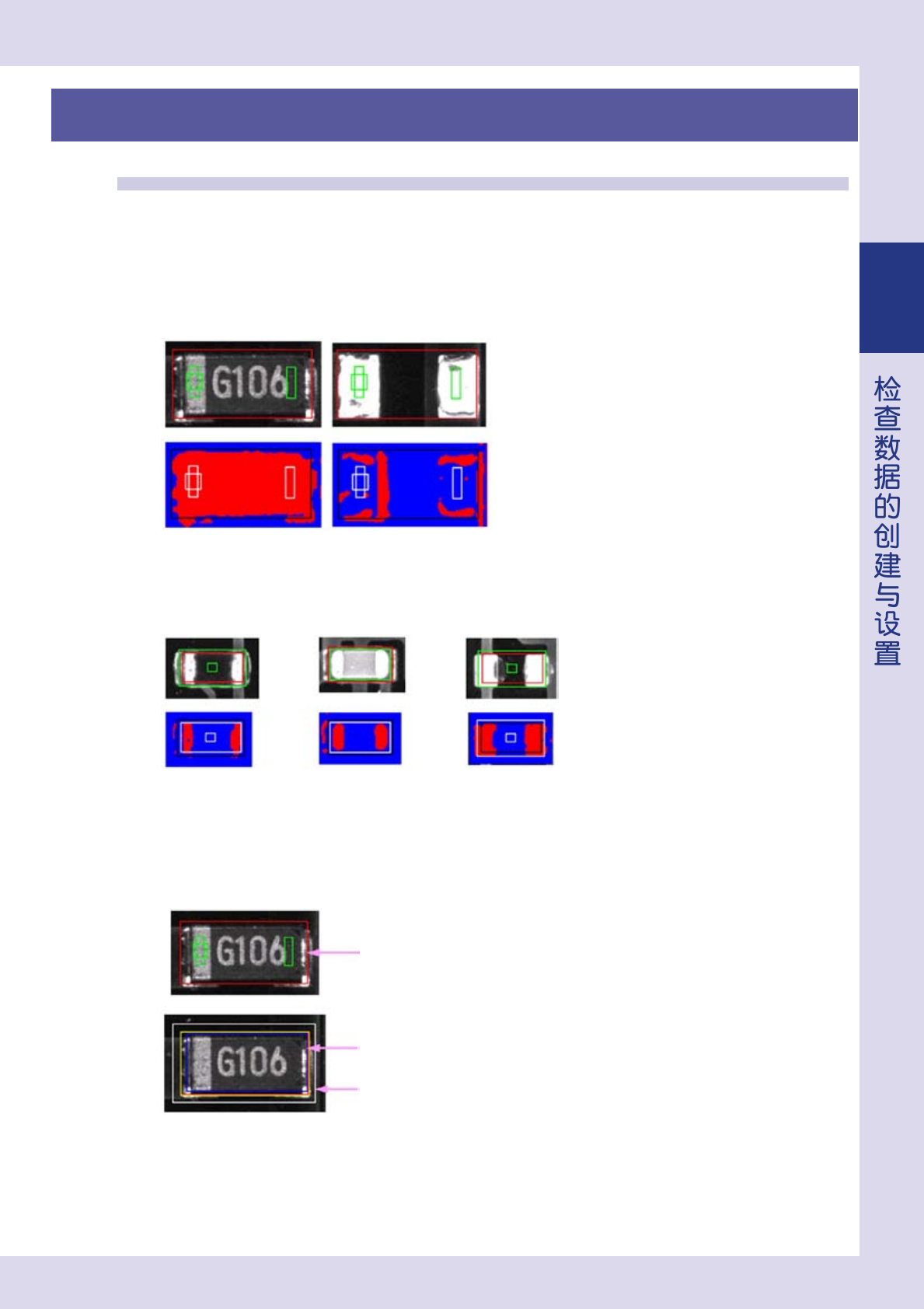
■ 缺件
根据元件类型不同,分别有 2 种检查方法。
‧
元件检查
检出元件外形和元件主体,根据其面积和尺寸判定有无元件。
〈良品〉 〈缺件〉
26200-P9-00
‧
电极间距检查
检出芯片元件的电极部,根据电极间的间距判定有无元件。主要用于芯片电阻、片状电容器。
〈电阻〉 〈电容器〉 〈缺件〉
26201-P9-00
■ 位置偏移
‧
容许偏移量
从检查框 ( 检查对象框 ) 开始的位置偏移量超过容许偏移量时,判定为不良。
检查框 (检查对象框)
检查框 (检查对象框)
位置偏移的容许范围 (容许偏移量)
26202-P9-00
2-2
2
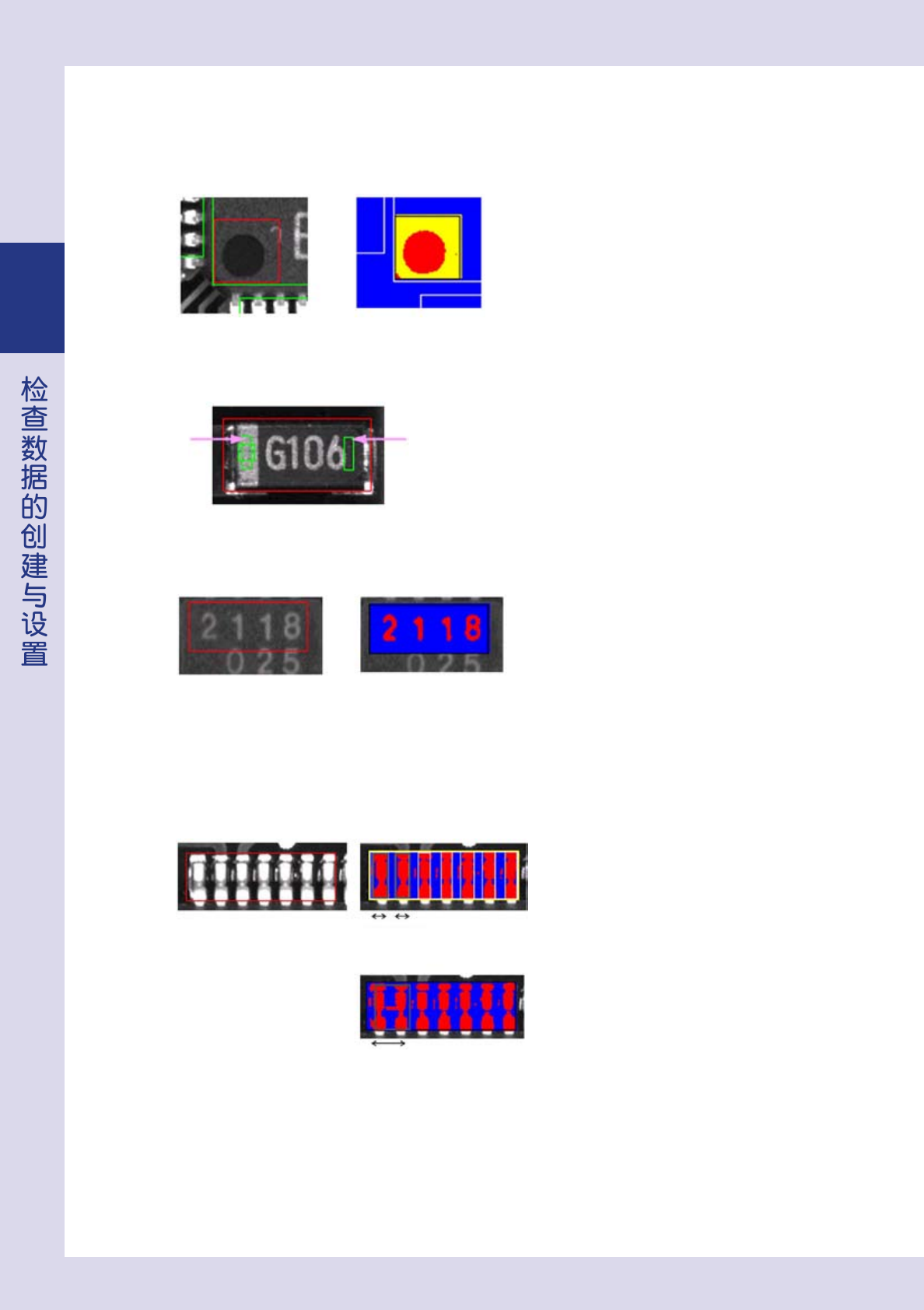
■ 极性
根据元件类型不同,分别有 3 种检查方法。
‧
极性检查
检出极性标记,根据其面积和尺寸判定极性。
26203-P9-00
‧
对比
根据 2 处的亮度差判定极性。
1 2
26204-P9-00
‧
文字识别
检出文字,通过判定文字角度和对所设置的文字与识别到的文字进行比较,判定极性。
26205-P9-00
■ 连焊
‧
引脚检查
根据检查部位不同,分别有 4 种检查方法。
1.最大容许尺寸
检出检查框内的每根针脚,根据其长宽尺寸判定是否有连焊。
〈良品〉
〈连焊〉
26206-P9-00
2.面积
检出各针脚的面积,判定引脚之间是否有连焊。
3.针脚数
比较设置的针脚数与检出的针脚数,用于检查引脚间是否有连焊。
4.容许偏移量
用于检查与相邻元件之间是否有连焊。
2-3
2
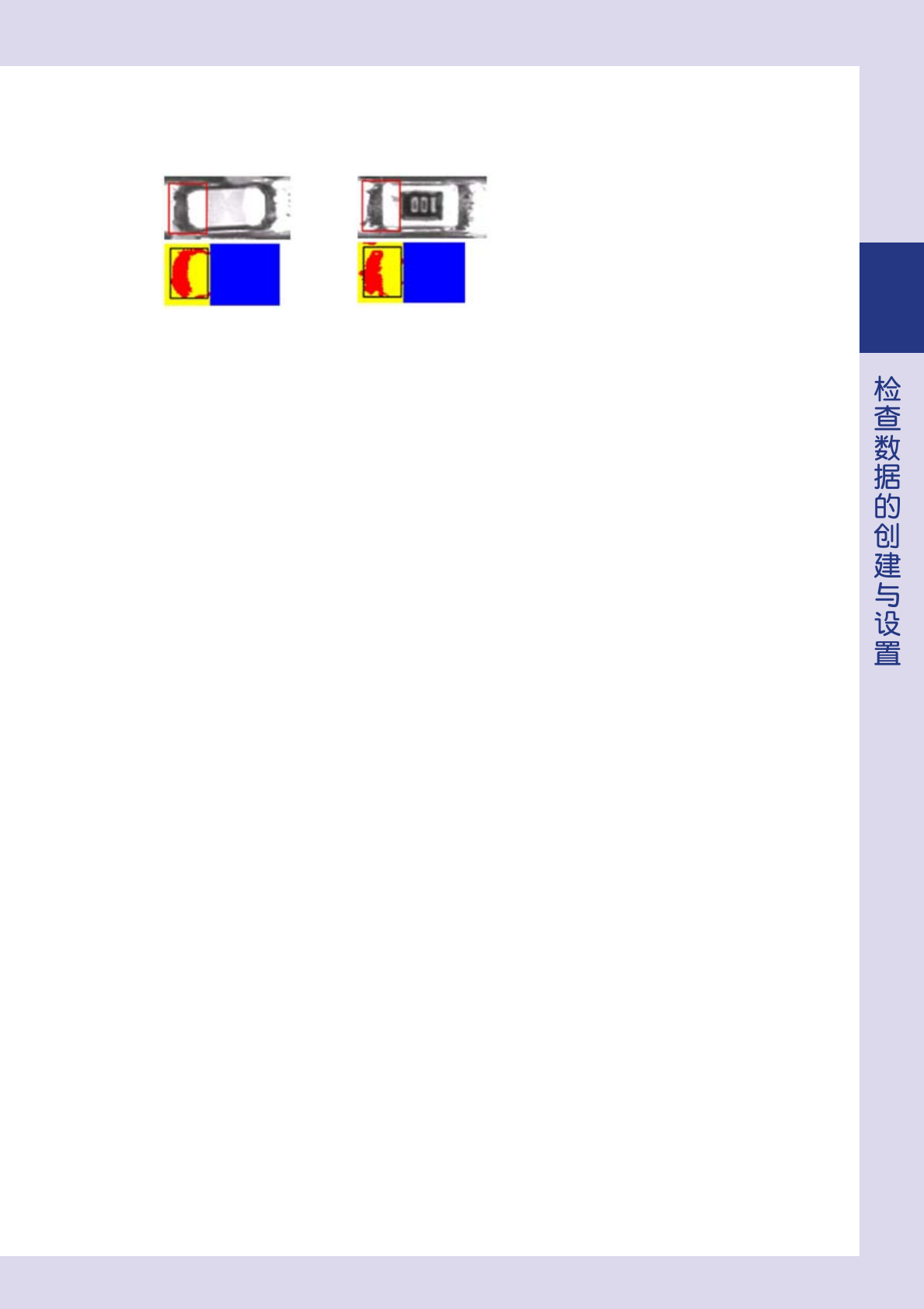
■ 焊角
‧
焊锡膏量检查
检出焊角的面积,根据其结果判定。
26207-P9-00