RS-1_instruction manual.pdf - 第399页
Part 1 B asic O peration Chapter 4 Cr eating a Produc tion Progra m 4- 64 ⑤ G ripper nozz l e data Grip positio n: Enter a negat ive valu e ( “-a” ) into the “Y” field as t he of fset from the center of a com ponent t o …
Part 1 Basic Operation Chapter 4 Creating a Production Program
4-63
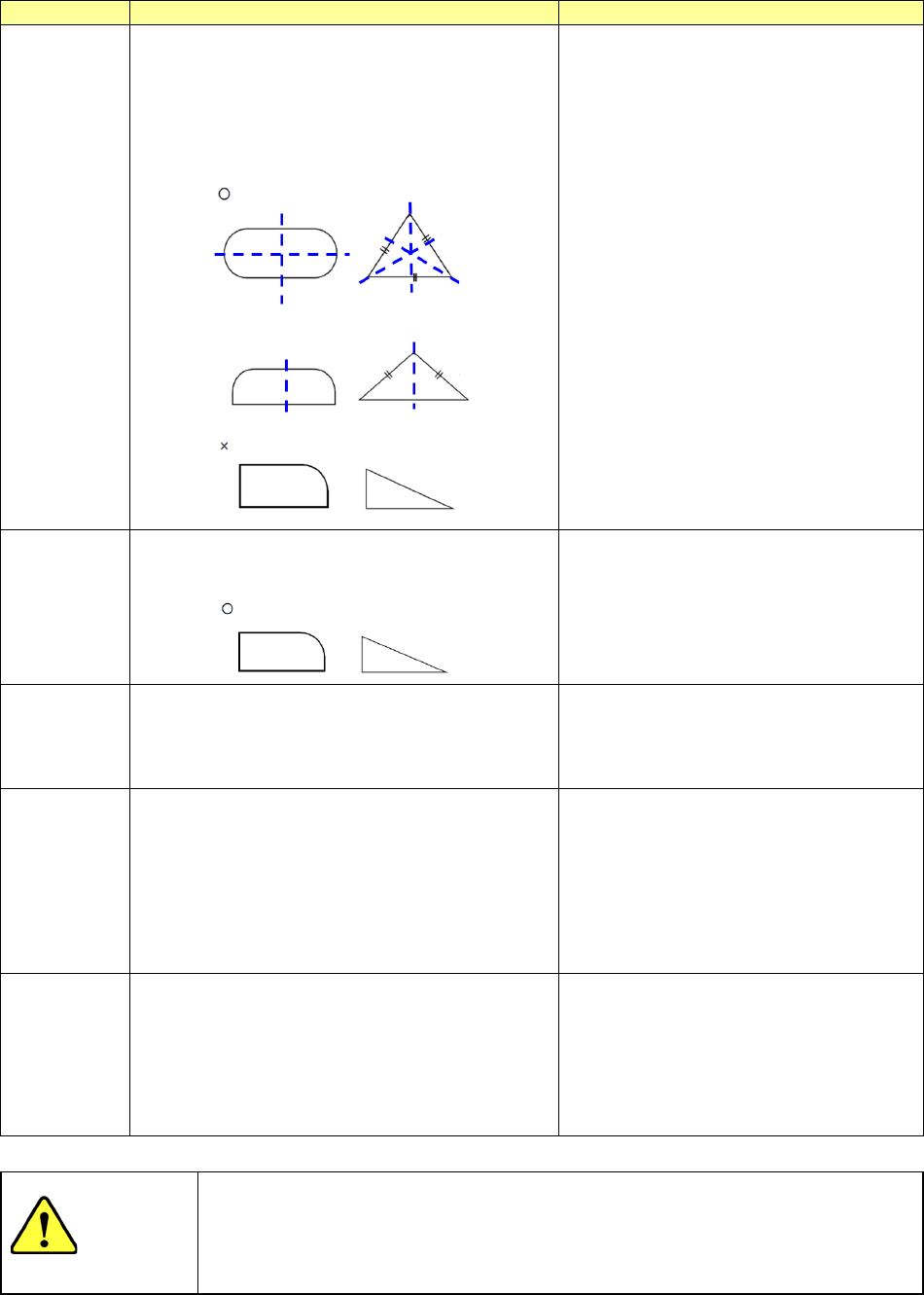
④ Comp Shape
You can specify the shape of a component to be recognized with laser. The main
applicable components are described in the table below.
Comp shape
Operation
Applicable components
Config 1
The system detects a tangential line circumscribing
a symmetrical component, calculates a position
error and/or an angle error to correct it (them), and
then places the component on a board.
A symmetrical component means that a line can be
drawn to which the cross section of the measuring
plane of the component is symmetrical with respect.
Standard component type
Config 2
The system detects each side of an asymmetric
component, and calculates/corrects a position error
and/or an angle error to place it on a board.
Irregularly-shaped component specified as
“Others”
Config 3
The system calculates/corrects a positioning error at
the pick-up angle set in the measurement data to
place a component on a board.
Select this setting for a component that has
no vertex such as a cylindrical component.
In this case, the angle is ignored (the polarity
is ignored), and only the center of a
component is obtained.
Config 5
The circumscribed tangent is detected, calculation
and correction of a location difference and an angle
difference are performed and a component with the
line symmetry is placed.
When recognizing component leads ,it's the way
suitable for recognition when light leaks from a gap.
The calculation and the calibration method of a
location difference and an angle difference are
same as the standard component type.
Standard component type
(for lead recognition)
Config 0
The system rotates a component that is ready to be
picked up by the placement angle, and then places
it on a board.
Components that cannot be centered with
laser stably (extremely thin components
whose thickness does not conform to the
specifications):
the system places such a component without
centering it. Therefore, the placement
position is affected by the pick-up position.
CAUTION
The initial setting of the “Comp Shape” is determined according to the
component type. Normally, if you change this initial value, an error may
occur more frequently. Never change the initial value except for the special
component.
Part 1 Basic Operation Chapter 4 Creating a Production Program
4-64
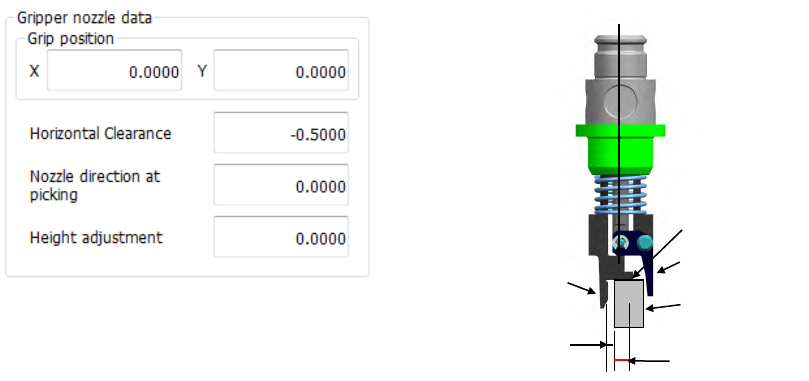
⑤ Gripper nozzle data
Grip position:
Enter a negative value (“-a”) into the “Y” field as the offset from the center of a component to
the side against which a component is pushed (“a”). Do not enter any value other than “0”
into the “X” field.
Horizontal Clearance:
Enter a negative value as the clearance between the side against which the arm on the
gripper nozzle fixed side is pushed and a component (“b”).
Usually, set the default value that is automatically input.
Nozzle direction at picking:
Specify the nozzle direction when the nozzle picks up a component that is supplied at 0
degrees. Specify one of the directions: 0, 90, 180 and 270 degrees.
Height adjustment:
Correction value (clearance between c and the top surface of the component) Normally, set
“- 0.5 mm” to keep a component horizontal.
Grip position (a)
Horizontal
clearance (b)
Component
C
Fixed arm
Swing arm
Part 1 Basic Operation Chapter 4 Creating a Production Program
4-65
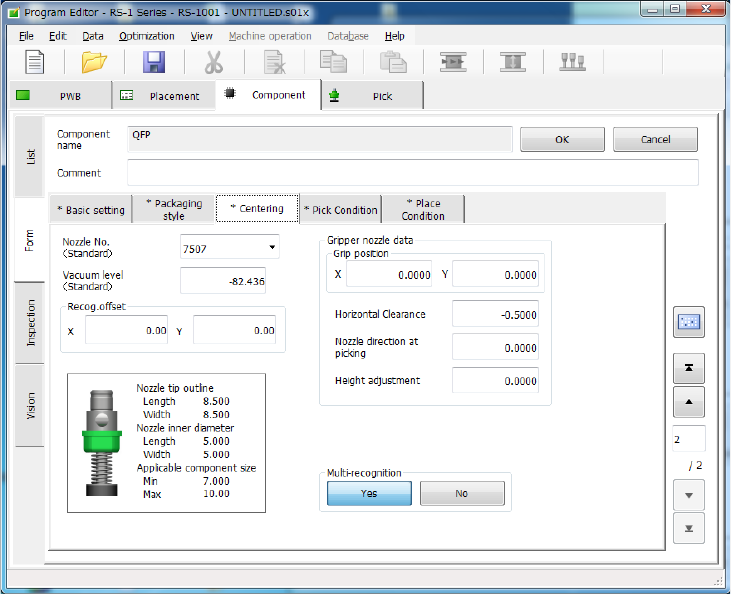
2) Vision centering
When you select the “Centering” tab, the following screen appears.
① Nozzle No.
② Vacuum level
Set these items as described in “1) Laser centering.”