CX-1_维修调整.pdf - 第253页
Rev 2.2 维修调整要领书 危险 为了防止突然的起动造成事故,请端掉电源之后再操作。 18 薄基板输送装置 ※ 本书对薄基板输送装置选项独自的部位和功能进行说明。 关于与标准机型相同部分的保养调整, 请 参阅 “5 基板输送装置 ” 。 18 -1 . Y 推进器气缸的更换 < 拆卸方法 > 1) 从气缸 ① 拆下 ② 和 ③ 。 2) 一面将 ① 向图的右斜上方旋转,一面把 ⑥ 移动到容易松开的位置。 3) 松开 ⑥ …
Rev 2.2
维修调整要领书
17-5
17
1717
17-
--
-4
44
4.
..
.助焊剂槽的高度调整
当涂敷单元被换过后,请进行助焊剂槽的高度调整(水平调整)。
助焊剂槽的水平调整,通过调整安装板的高度来进行。务必要装上助焊剂容器以后再实施调整。
<
<<
<调整工序
调整工序调整工序
调整工序>
>>
>
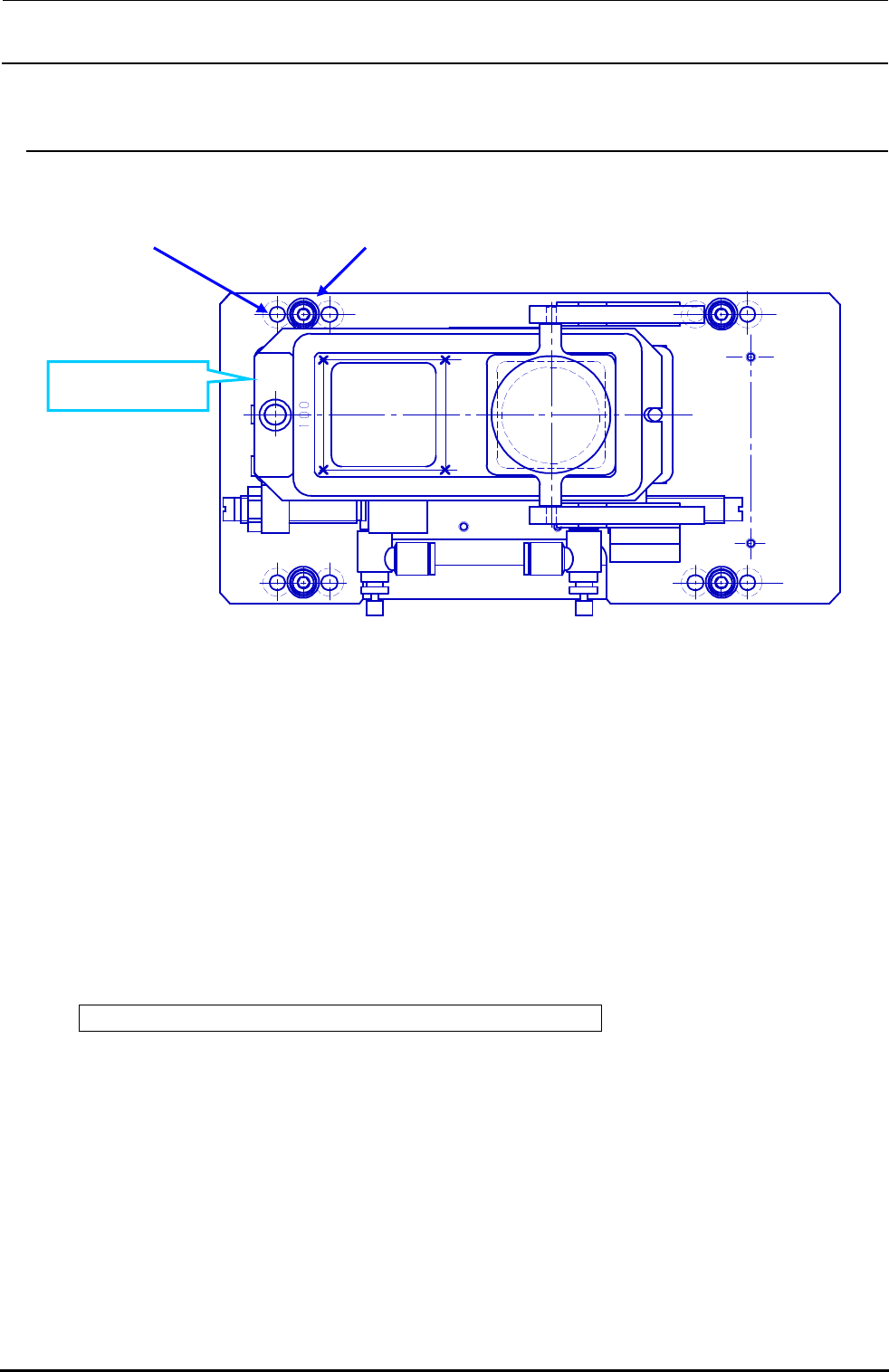
1) 将 8 根螺丝②全部降下(使螺丝头的前端从安装板的背面离开)之后,把 4 根螺丝①全部拧紧,使
安装板与底架贴紧。
2) 以「手动控制」使助焊剂槽处于「开」位置(转印位置)。
3) 将千分表固定到贴装头上,以 HOD 一边使贴装头向 X·Y 方向移动,一边测定助焊剂槽上面的测
定点(×记号)a、b、c、d 的高度差。
4) 以最高的测定点为基准,将其他各处调整到与基准点一致。
· 助焊剂槽上面 a、b、c、d 各高度的平行度:0.05mm 以内
5) 进行高度调整时,旋转与调整部位相对应的螺丝,(要升高 c 点时就调整 c 的螺丝)。如果将螺丝
①全部拧松的话,则无法进行高度调整。调整的做法是,将螺丝①旋转必要的量,用螺丝②从背面
予以固定。
6) 拧松螺丝①,将螺丝②升上,则安装板被螺丝②的头部推起上升。螺丝①和②均旋转 5°,上升约
10μm。
7) 各调整部位的螺丝②,要调整到 2 根螺丝均紧紧地顶住安装板背面。调整好螺丝②以后,进一步拧
紧螺丝①予以固定。
A
AA
A
a
aa
a
d
dd
d
c
cc
c
b
bb
b
D
DD
D
C
CC
C
B
BB
B
助焊剂槽
①
②
Rev 2.2
维修调整要领书
危险
为了防止突然的起动造成事故,请端掉电源之后再操作。
18
薄基板输送装置
※ 本书对薄基板输送装置选项独自的部位和功能进行说明。关于与标准机型相同部分的保养调整,请
参阅“5 基板输送装置”。
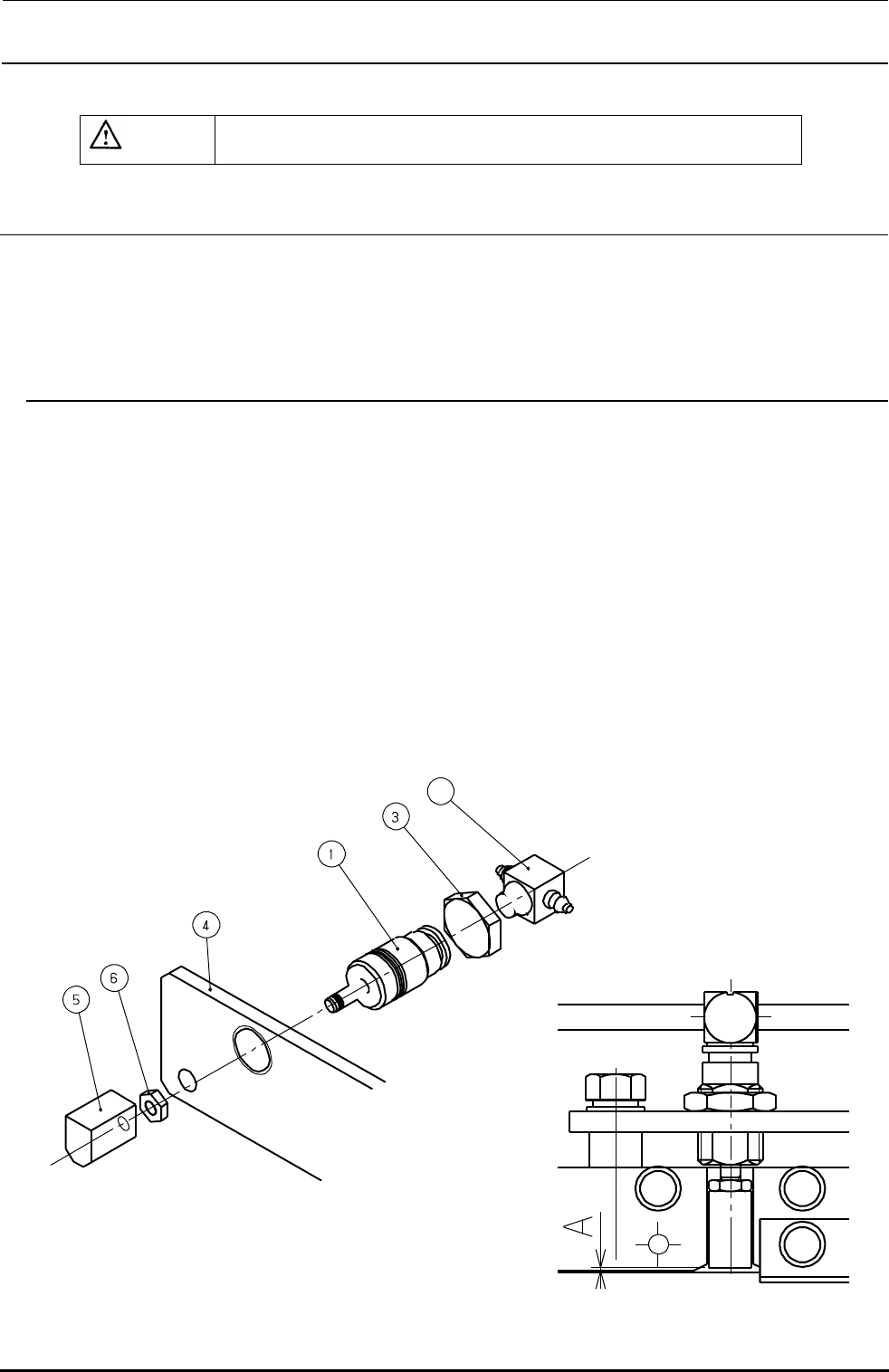
18-1.Y 推进器气缸的更换
<拆卸方法>
1)从气缸①拆下②和③。
2)一面将①向图的右斜上方旋转,一面把⑥移动到容易松开的位置。
3)松开⑥,拆下⑤。
4)转动①将其拆下。
<安装方法>
1)按上述 4)~2)的顺序进行安装。
2)将下图的 A 尺寸调整为 0.1~0.3mm,再旋紧③予以固定。
3)安装②。
18-1
Rev 2.2
维修调整要领书
18-2.放大装置(WAIT 传感器、STOP 传感器)
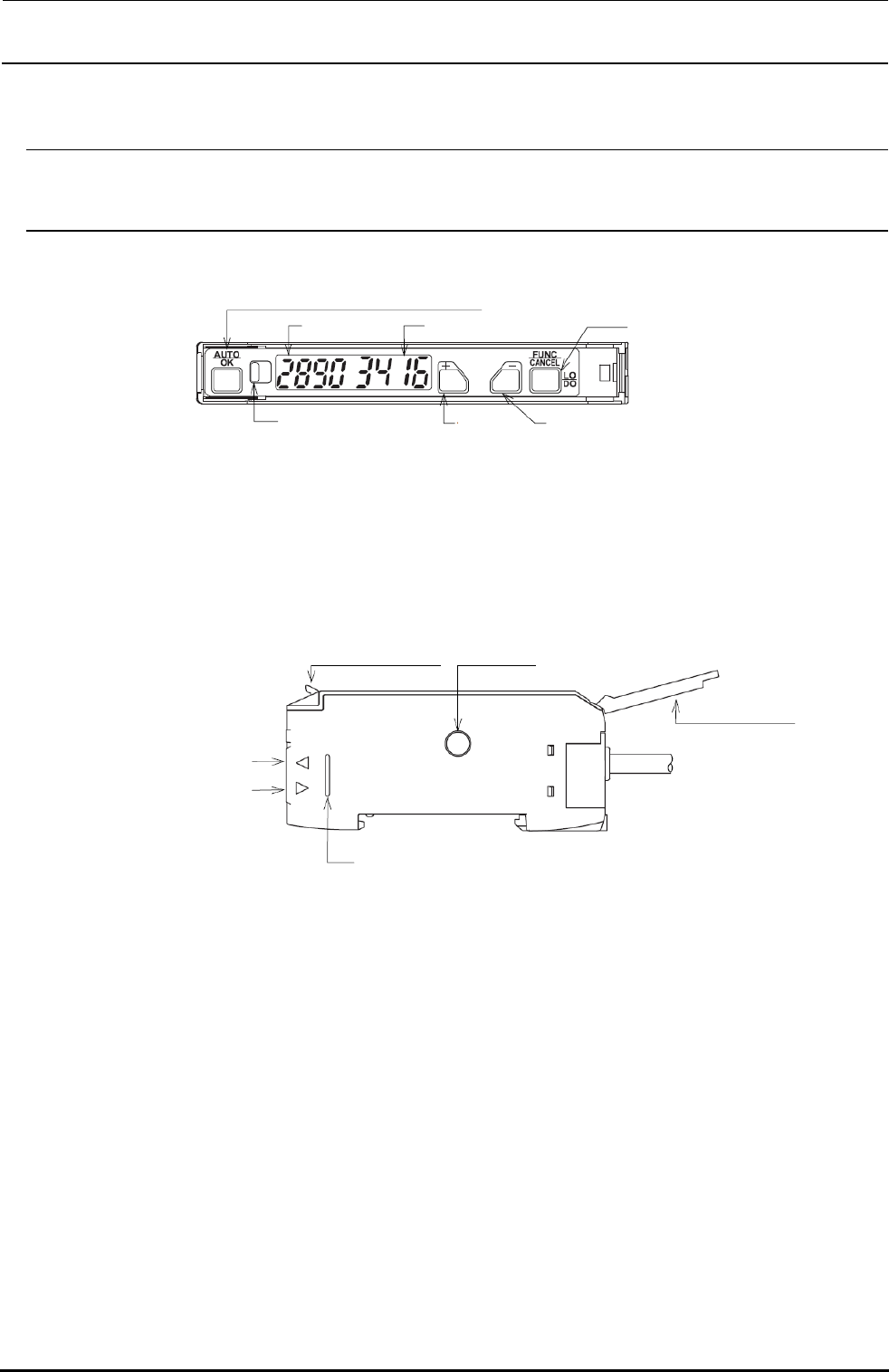
18-2-1.各部分的名称
*1 进行设定时也作为确定按钮使用。
*2 显示可利用功能选择菜单中的显示类型选择进行设定。
*3 也可以用来对入光时输出 ON(LO)/遮光时输出 ON(DO)进行切换或取消操作。
AUTO/OK:自动调谐按钮*1
设定值 (绿)
*2
受光量 (红) *2
动作显示灯 (橙黄) +按钮 -按钮
FUNC/CANCEL:
功能选择按钮*3
操作部
投光侧
受光侧
光纤固定杆 光信号窗
光纤插入长度基准标记
操作部盖板
18-2