CX-1_使用说明书.pdf - 第161页
第1部 基本篇 第2章 生产 ③ 吸取率 显示“各供给装置的吸取率(吸取率=吸取数量/(吸取数+吸取错误数))” 。 • 显示画面通常按“吸取率最差”的顺序来显示。(参见图 2-9-1-4) 图 2-9-1-4 吸取率显示画面(按最差顺序排列的显示例) No. 项目 内容□ 1 供给 每个供给装置的位置。 2 通道 采用管式送料器时为通道编号。采用 DTS 时为托盘编号。 3 元件名称 显示元件名。 4 吸取总数(A) 吸取数+吸取出错…
第1部 基本篇 第2章 生产
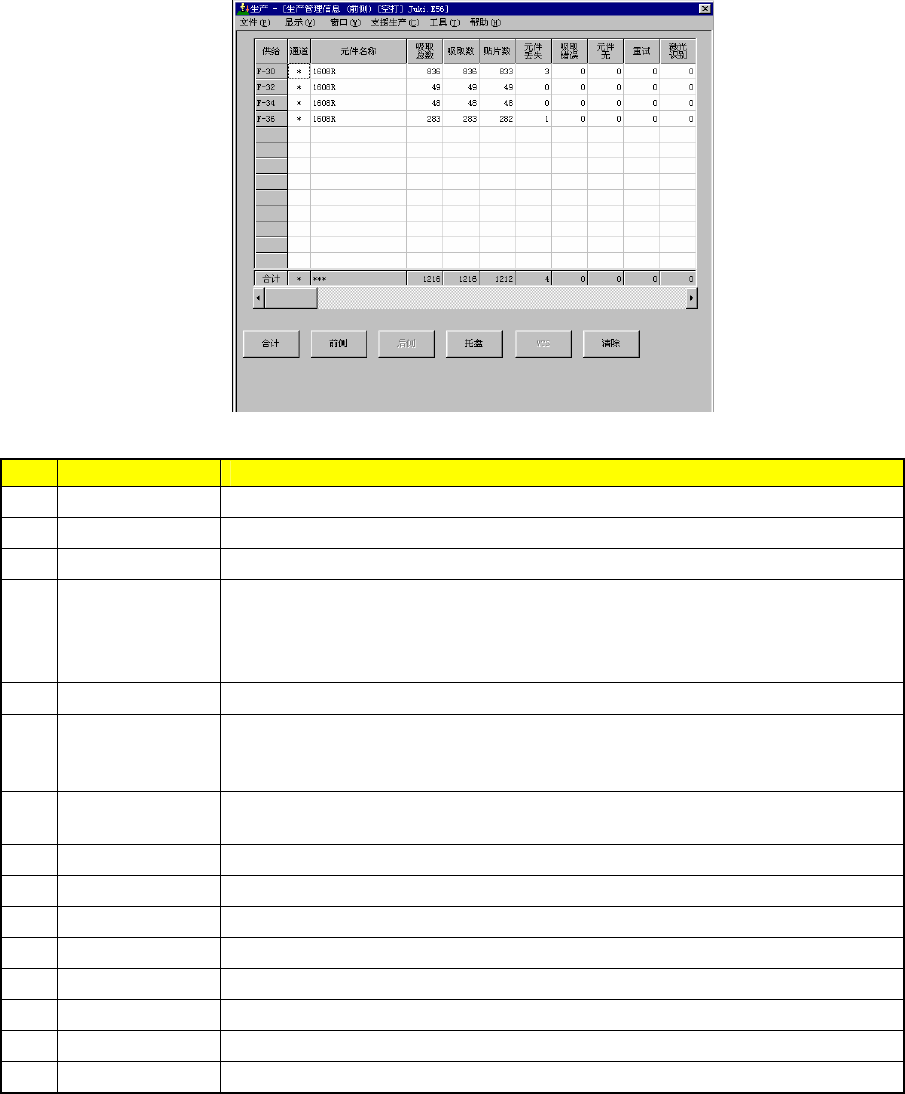
② 各个供给装置的管理信息
显示各个供给装置的生产管理信息。
请从前面、后面、托架(DTS)、MTS中选择。
选择前侧时,显示如下画面。
图 2-9-1-3 生产管理信息(前面)
No. 项目 内容□
1 吸取总数 从对应的供给装置中进行吸取动作的次数。
2 吸取数 从对应的供给装置中吸取成功的元件数。
3 贴片数 从对应的供给装置吸取且贴片的元件数。
4 元件丢失
对应的供给装置中损失的元件数。
(吸取总次数 - 重试 × (元件数据的重试次数 + 1)- 贴片数)
因更改元件数据的重试次数,无法正确计算元件损失,需要清除生产管理
信息。
5
吸取错误 从对应的供给装置中吸取元件失败的次数。
6
元件无
对应的供给装置发生元件用完的次数。
采用托盘时,元件剩余数为“0”的次数。采用送料器时,与下述“重试”
意思相同,设置剩余数后为 “重试超出数+剩余数变为 0 的次数”。
7 重试
对应的该供给装置因超过重试次数而发生错误的次数。
(按元件数据设置的“重试次数”吸取,当无法吸取时,计数上加“1”。)
8
激光识别 对应的供给装置因激光识别超出重试次数而发生错误的次数。
9
图像识别 对应的供给装置图像识别错误的次数。
10
引脚弯曲 在元件识别中判定为引脚弯曲的次数。
11
异类元件 检测出异类元件的次数。
12
验证/SOT 判定为验证错误或 SOT 错误的次数。
13
芯片站立 对应供给装置吸取的元件被判定为芯片站立的次数。
14
共面 共面性被判定为引脚悬浮的元件数
15
其他 判定为其他错误(零件脱落等)的次数
* 最下行显示各项合计数。
2-59
第1部 基本篇 第2章 生产
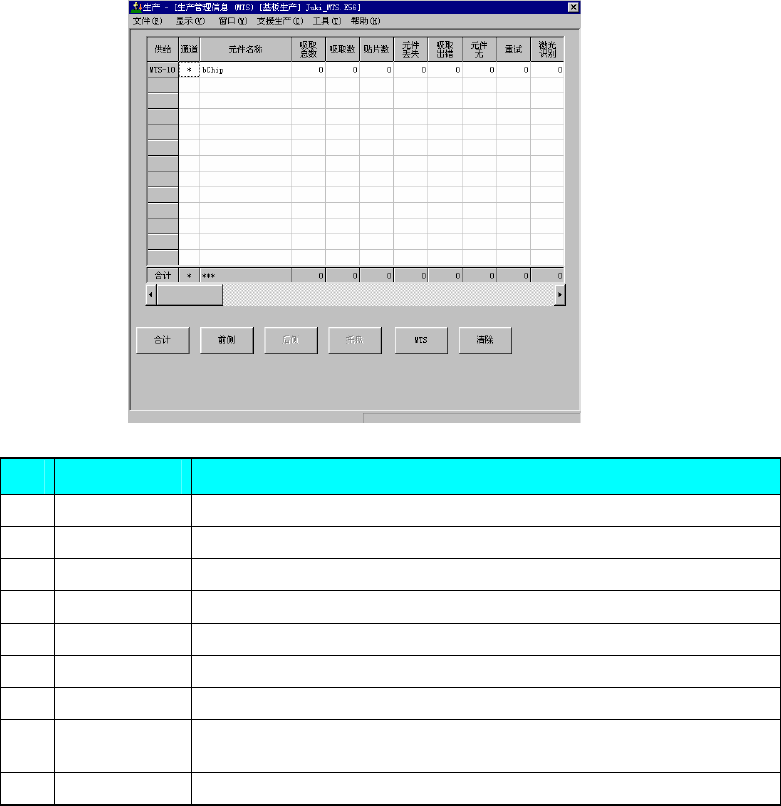
③ 吸取率
显示“各供给装置的吸取率(吸取率=吸取数量/(吸取数+吸取错误数))”。
• 显示画面通常按“吸取率最差”的顺序来显示。(参见图 2-9-1-4)
图 2-9-1-4 吸取率显示画面(按最差顺序排列的显示例)
No. 项目 内容□
1
供给 每个供给装置的位置。
2
通道 采用管式送料器时为通道编号。采用 DTS 时为托盘编号。
3
元件名称 显示元件名。
4
吸取总数(A) 吸取数+吸取出错数
5
吸取数(B) 吸取成功的元件数。
6
贴片数(C) 贴片成功的元件数。
7
吸取出错 吸取失败的次数。
8
吸取率
(B/A)
吸取成功的比率。
吸取率=吸取数/(吸取数+吸取出错数)
9
(C/B) 贴片数/吸取数
● 各个按钮的功能
“供给” 按下该按钮,则按照“供给装置顺序”显示。
显示“供给装置顺序”时,按钮上显示淡蓝色的倒三角标记。
“吸取率” 按下该按钮,可按“吸取率最差顺序”、或“吸取率最佳顺序”显示。
显示“吸取率最差顺序”时,在按钮上显示淡蓝色的倒三角标记。
显示“吸取率最佳顺序”时,在按钮上显示淡蓝色的三角标记。
“(C/B)” 按下该按钮,则按“识别率最差顺序”来显示。
显示“识别率最差顺序”时,在按钮上显示淡蓝色的倒三角标记。
“合计” 按下该按钮,可显示全部供给装置。
“前侧” 按下该按钮,可显示前侧的送料器供给装置。
“后侧” 按下该按钮,可显示后侧的供给装置送料器。
“托盘” 按下该按钮,可显示托盘供给装置。
“MTS” 按下该按钮,可显示 MTS 供给装置。
2-60
第1部 基本篇 第2章 生产
● 数据的更新
◆生产中(生产运行中):在生产中数据不会变动。只有按了各按钮、或重新显示画面时,数据
才会更新,显示图 2-9-1-4 吸取率最差顺序。
◆生产暂时停止中:数据会自动更新,显示图 2-9-1-4 的吸取率最差顺序。
4) 生产管理信息的管理
① 清除
生产管理信息可以用菜单栏的“窗口”/“生产管理信息”/“清除”来清除。
② 生产管理信息的保存
生产结束后,可执行“文件”的“保存”、“另存为”,分类保存生产管理信息。
此外,也可通过“退出”画面的对话框来保存生产程序,以保存生产管理信息。
③ 切换显示生产管理信息
显示生产管理信息的综合、前侧、后侧、托架(或 DTS)、MTS 时,画面的下部显示有“综合”、
“前面”、“后面”、“托架”(或 DTS)、“MTS”、“清除”的选择按钮。可使用这些按钮来显
示、清除各种生产管理信息。
2-61