00195193-02 SG D4 FSE en (1).pdf - 第151页
Services to the machine Pneumatic System Bulk Case System and Nozzle Changer S tudent Guide SIPLACE D4 (FSE) Services to t he machine EN 09/2006 144
Services to the machine
Pneumatic Supply to Tape Cutter Pneumatic System
Student Guide SIPLACE D4 (FSE)
EN 09/2006 Services to the machine
143
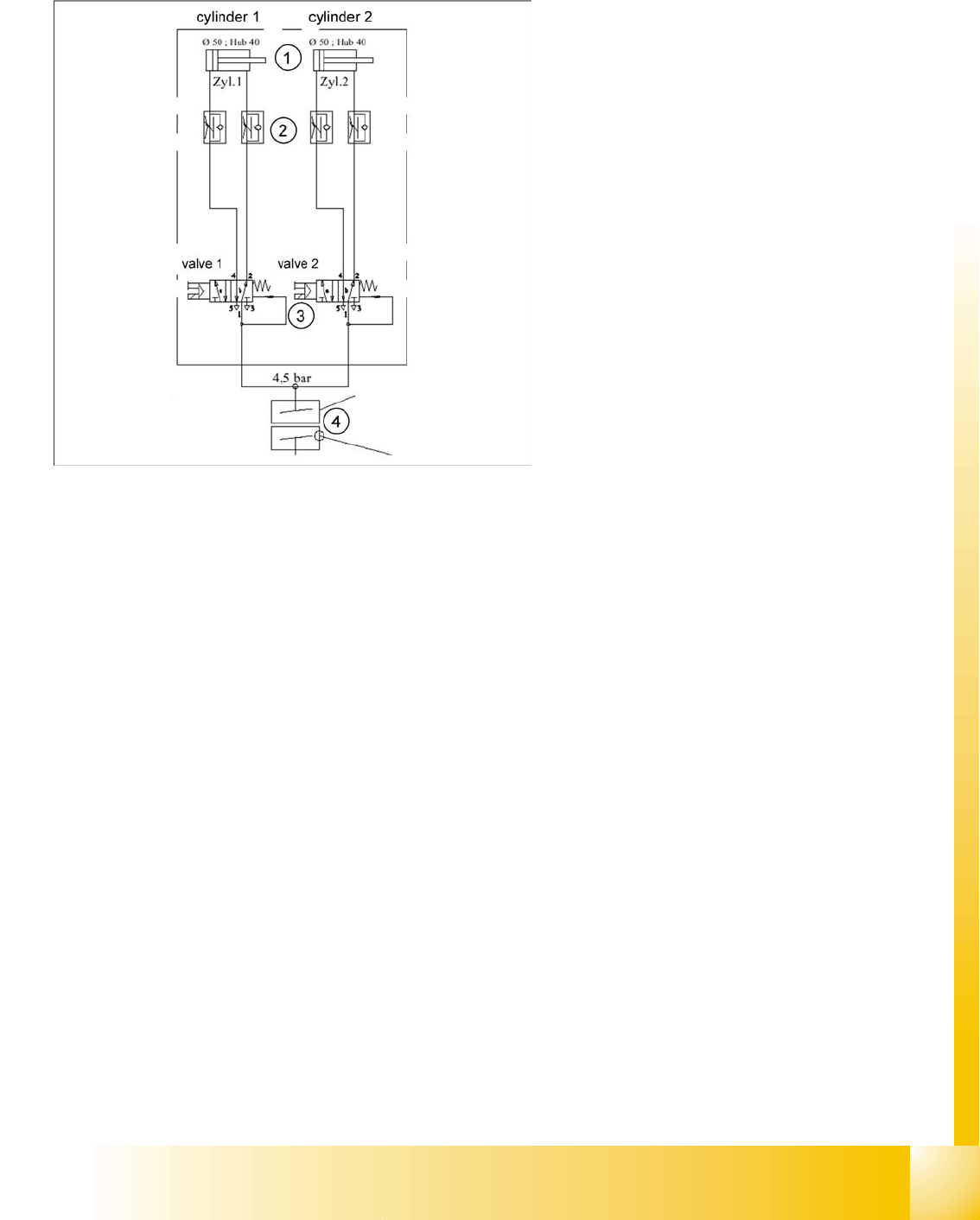
6.3.4 Pneumatic Supply to Tape Cutter
6.3.5 Bulk Case System and Nozzle Changer
Another adjustable regulator is used to reduce the 5.0 bar to 2.5 +0.5 bar. This air supply is used for
bulkcase feeders and other options.
Legend
1. Cylinder for moving (40 mm) the cut edge
2. Adjustment valve for the cylinder concerned
3. 5/2 way valve
4. Air supply - 4.5 bar switched via PCC (if PCC
enabled)

Services to the machine
Pneumatic System Bulk Case System and Nozzle Changer
Student Guide SIPLACE D4 (FSE)
Services to the machine EN 09/2006
144
Axis dynamic
Track signals and Zero pulse signal Position measuring system
Student Guide SIPLACE D4 (FSE)
EN 09/2006 Axis dynamic
139
7 Axis dynamic
7.1 Position measuring system
7.1.1 Track signals and Zero pulse signal
Our Axes systems consists of the following parts.
Axis controller for main board
Servo amplifier
Motor
Position measuring system with incremental scale and encoder
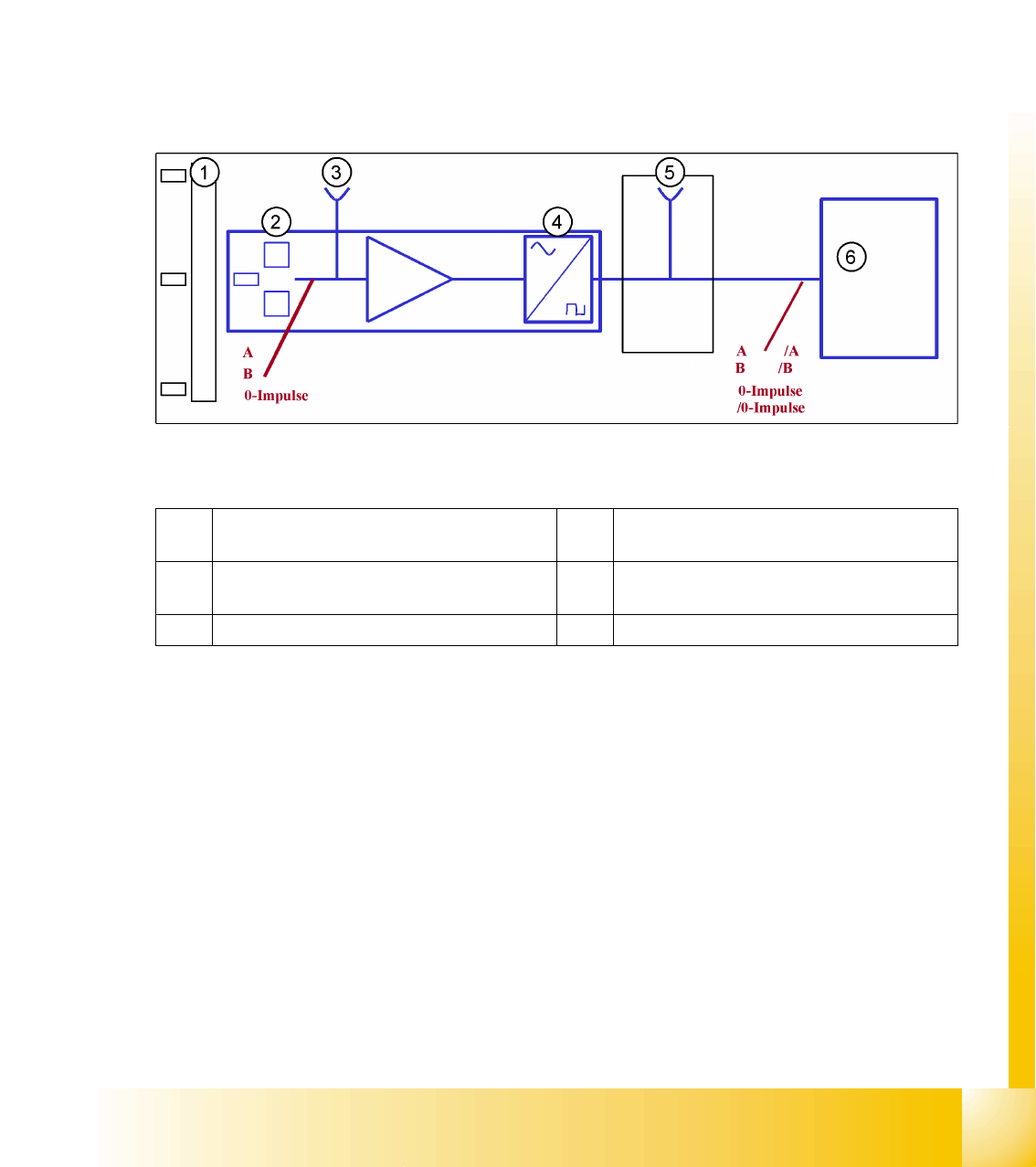
7.1 - 1: Principle circuit for position measuring systems
Legend
The axis control system with closed position control circuit determines the axis position directly,
based on the mechanical movement of the axis. The position measurement system generates analog
track and zero pulse signals during movement over the incremental scale. An amplifier, a multiplier
switch and a signal former are integrated into the amplifier housing. A test connector for digital signals
is either installed on the next interface board or the digital signals are measured at track A/B and the zero
pulse output of the SIPLACE axis tester. The track signals are the only feedback loops in all the axis
control systems of the SIPLACE machine. This means that each track recognition error affects the axis
control system. The gantry axes immediately stop at a fault; the head axes finish the positioning to target
before showing a track signal error.
1 Incremental scale with zero pulses 4 Electronic signal multiplication and signal
digitalization
2 Incremental encoder for track A/B and zero
pulse signals (O pulse.)
5 Test output digital signals
3 Analoge signal output and amplifier 6 Axis controller