00195193-02 SG D4 FSE en (1).pdf - 第286页
Modular conveyor Conveyor Settings Function "Constant Transport Time in Placement Area" S tudent Guide SIPLACE D4 (FSE) Modular conveyor EN 09/2006 270 1 1.3.7 Function "Const ant T ransport Time in Placem…
Modular conveyor
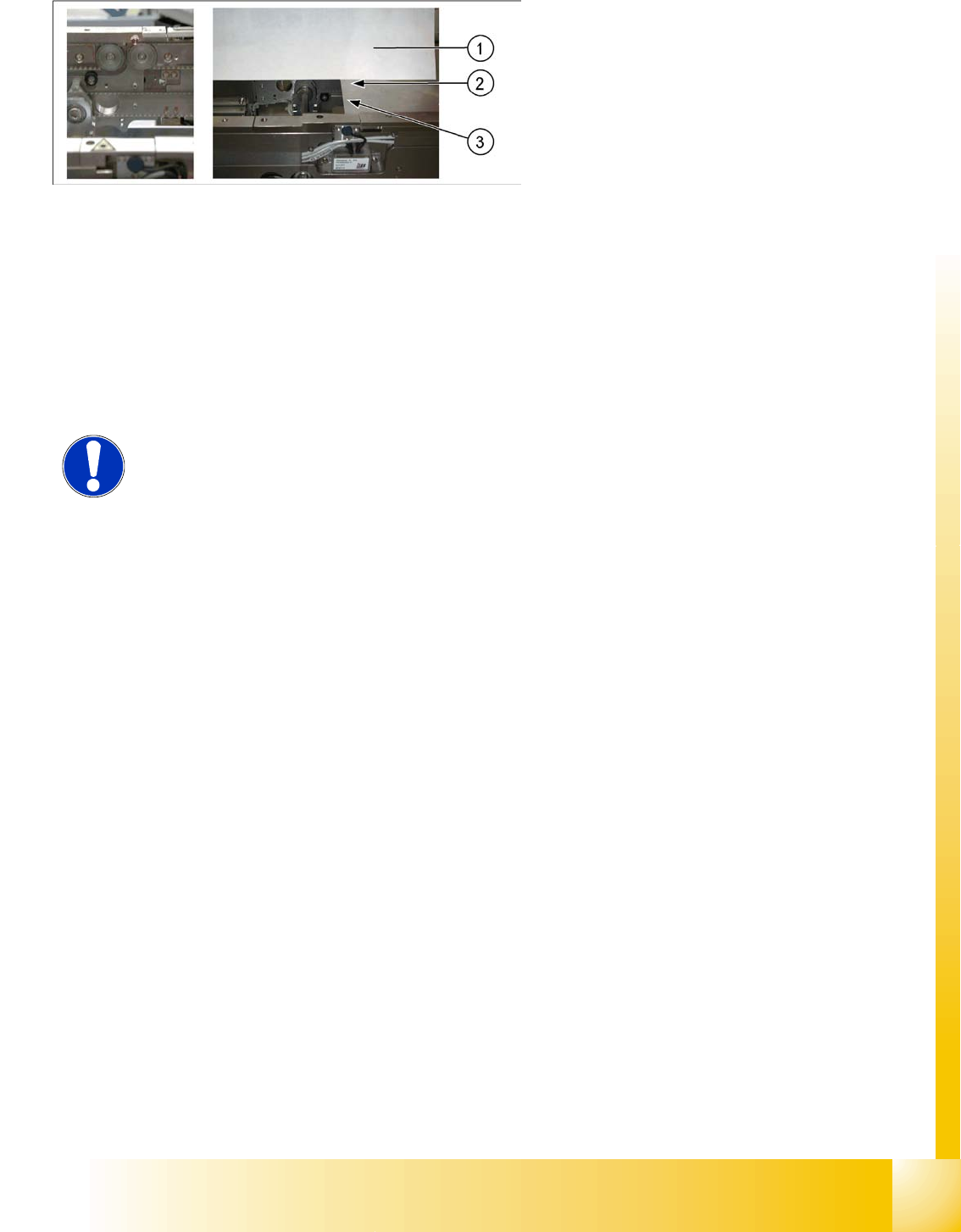
Setting and checking the laser light barrier for the stopper position Conveyor Settings
Student Guide SIPLACE D4 (FSE)
EN 09/2006 Modular conveyor
269
Procedure
X Set the maximum conveyor width.
X Choose General functions --> Cycle mode --> Safety mode switch on.
X Activate the relevant laser diode using the input/output functions in SITEST.
X Check the path of the laser beam by covering the front edge of a board with a white label and moving
it into the placement area.
X With the help of the three setting screws, adjust the laser beam to the center of the receiver.
X Check the PCB reference corner and reteach, if necessary.
Legend:
1. Paper
2. Visible laser beam
3. Board parallel to laser beam
NOTE:
When you move the paper, the beam must follow along the edge of the PCB as
accurately as possible, with minimal deflection to the left and right.
Modular conveyor
Conveyor Settings Function "Constant Transport Time in Placement Area"
Student Guide SIPLACE D4 (FSE)
Modular conveyor EN 09/2006
270
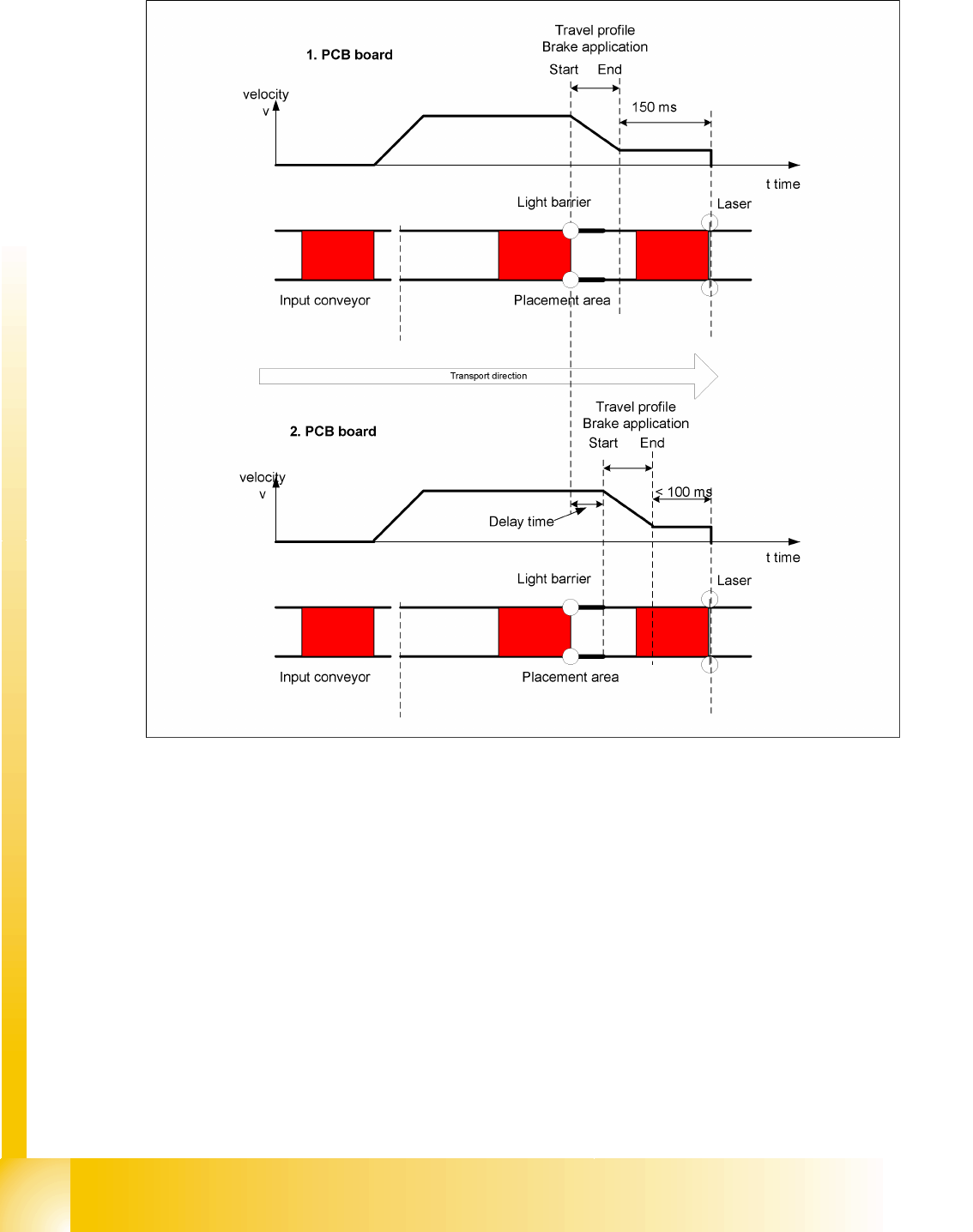
11.3.7 Function "Constant Transport Time in Placement Area"
11.3 - 3: Diagrams PCB braking
The automatic teaching at the beginning of the travel profile guarantees that the stopper is always
reached in the same time, irrespective of the board weight. The transport time remains the same.
Function:
Switching on the laser light barrier
Starting the board braking procedure.
The light barrier in the placement area is used to recognize the board and then start the braking
procedure (travel profile) via the conveyor control software. The software automatically "teaches" the first
board how to move in slow approach mode. Once the travel profile for braking the PCB has begun (on
time), the PCB will be reliably stopped at the laser light barrier, after a maximum of 100ms.
Modular conveyor
Light Barrier Functions in Input, Intermediate and Output Conveyors Conveyor Settings
Student Guide SIPLACE D4 (FSE)
EN 09/2006 Modular conveyor
271
11.3.8 Light Barrier Functions in Input, Intermediate and Output Conveyors
Recognizing and stopping the PCB boards.
Monitoring the boards in the input conveyor i.e.
If a board is recognized in the input conveyor, it will appear on the operating interface and the
machine will lock the conveyor interface to the previous station. When using boards with outbreaks,
the board may stop although the signal of the light barrier is disabled and the interface to the previous
station is opened again. Then the next PCB would move into the input conveyer with the PCB still
lying in the input conveyer. The board monitoring function moves the board backwards and then
transports it forwards again, until the light barrier switches.
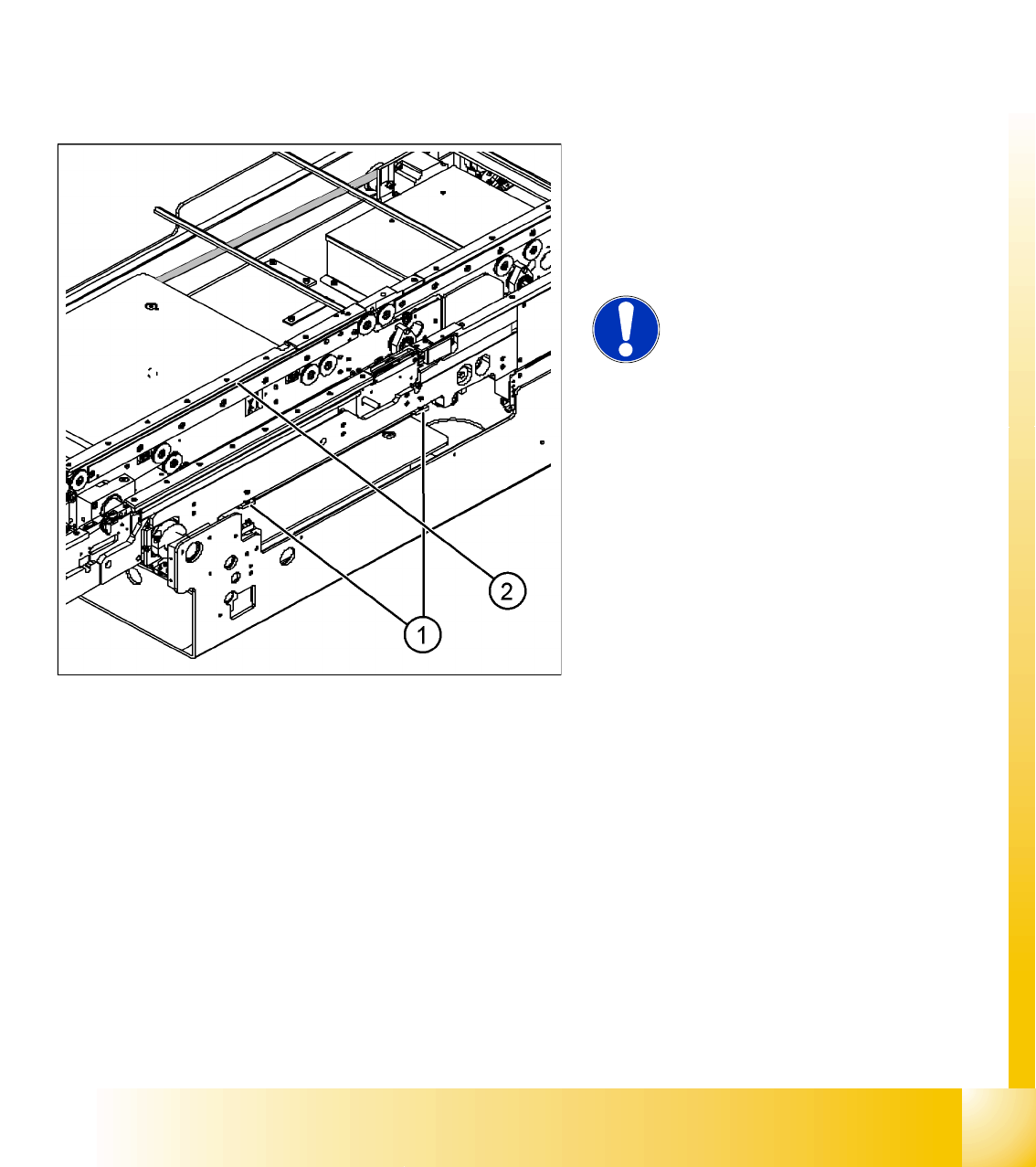
11.3.9 Setting the Clamping Actuator
Legend:
1. Actuator
2. Top edge of conveyor belt
X Set the distance between the actuator and the
top edge of the conveyor belt to 94 mm.
NOTE:
The distance between the clamping
actuator (lifting table) and the top
edge of the belt must be checked at all
four contact points.