FX-3_InstructionManual_Rev06_C.pdf - 第365页
第 1 部 基本篇 第 3 章 维护 3-40 3-6 推荐定期更换用的零部件 除消耗品之外,因磨损、老化等原因,必须定期更换的零部件列表如下。 不论本表标示与否,所有有关空气的机器中,凡是气中混入油、水分时,必须进行更换。 更换方法,请询问本公司售后服务部门或代理店。 No 货 号 品 名 个数 部位 更换标 准 (年) 备 注 1 40046835 电磁阀 4 贴片头 2 2 40068169 电磁阀 V 24 贴片头 2 3 40…
第 1 部 基本篇 第 3 章 维护
3-39
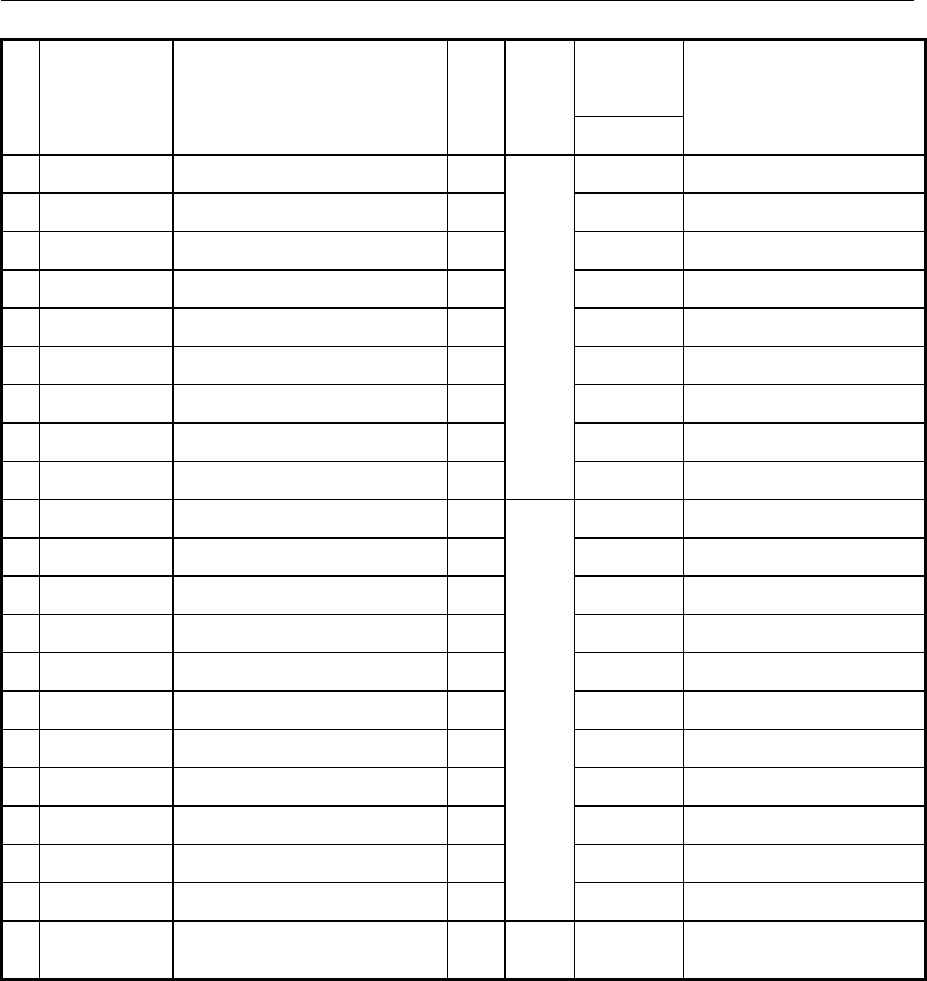
3-5 消耗品一览表
更换日期
(标准)
No 货 号 品 名 个数 单元
(年)
备 注
1 E3052729000 过滤器 24 0.5
2 40001339 吸嘴组 501 24 1.2 节拍 60,000CPH
3 40001340 吸嘴组 502 24 1.2 节拍 60,000CPH
4 40001341 吸嘴组 503 24 1.2 节拍 60,000CPH
5 40001342 吸嘴组 504 4 1.2 节拍 60,000CPH
6 40001343 吸嘴组 505 4 1 节拍 5,000CPH
7 40001344 吸嘴组 506 4 1 节拍 5,000CPH
8 40001345 吸嘴组 507 4 1 节拍 5,000CPH
9 40001346 吸嘴组 508 4
贴片头
1 节拍 5,000CPH
10 40046936 传送带 J 4 1 JOINT 用
11 40046937 传送带(进/出) 4 1 IN
・
OUT 用
12 40046935 传送带 S 4 1 站点用 4 根
13 40046938 传送带 (进/出)W 4 1 传送延长 LW 用(进/出)
14
40092069
传送带(中心)XL 4 1 站点用 4 根
15
40092061
传送带(接头)XL 4 1 接头 XL 用
16
40092060
传送带(IN/OUT)XL 4 1 IN
・
OUT XL 用
17
40092062
传送带 EX200 4 1 传送延长用(IN/OUT)XL
14
40092069
传送带(中心)XL 4 1 站点用 4 根
15
40092061
传送带(接头)XL 4 1 接头 XL 用
14 40046972 挡片 B 4
传送
2 * 传送基板挡块用
15 40068178 真空泵维护组件 1 泵 1
* 根据基板材质
第 1 部 基本篇 第 3 章 维护
3-40
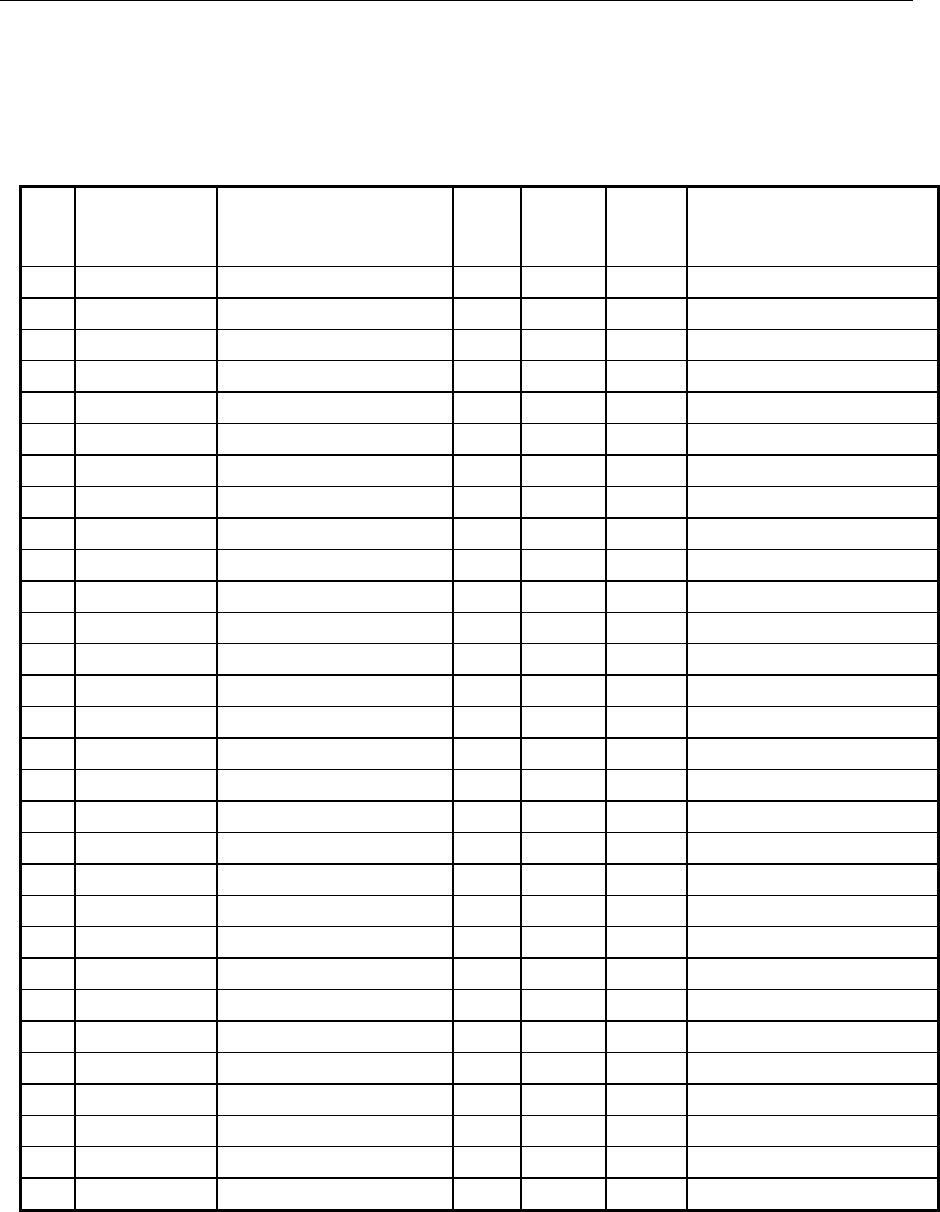
3-6 推荐定期更换用的零部件
除消耗品之外,因磨损、老化等原因,必须定期更换的零部件列表如下。
不论本表标示与否,所有有关空气的机器中,凡是气中混入油、水分时,必须进行更换。
更换方法,请询问本公司售后服务部门或代理店。
No 货 号 品 名 个数 部位
更换标
准
(年)
备 注
1 40046835 电磁阀 4 贴片头 2
2 40068169 电磁阀 V 24 贴片头 2
3 40068170 电磁阀 B 24 贴片头 2
4 40047810 Y 轴用拖链电缆A组 2 XY 3 L 基板规格用
5 40047811 Y 轴用拖链电缆B组 2 XY 3 L 基板规格用
6 40047813 Y 轴用线性拖链电缆A组 2 Y 3 L 基板规格用
7 40047814 Y 轴用线性拖链电缆B组 2 Y 3 L 基板规格用
8 40047500 XY轴用拖链电缆D组 4 XY 3 L 基板规格用
9 40089838 Y 轴用拖链电缆A组 2 XY 3 XL 基板规格用
10 40089839 Y 轴用拖链电缆B组 2 XY 3 XL 基板规格用
11 40089840 Y 轴用线性拖链电缆A组 2 Y 3 XL 基板规格用
12 40089847 Y 轴用线性拖链电缆B组 2 Y 3 XL 基板规格用
13 40089837 XY轴用拖链电缆D组 4 XY 3 XL 基板规格用
14 40044517 1394 机器人电缆 4 XY 3
15 40048070 光纤电缆7M 3 XY 3
16 40048071 光纤电缆 8M 1 XY 3
17 40068171 排气过滤器 4 Y 1
18 40046786 X 普拉轨道 4 X 2
19 40046709 Y 普拉轨道 4 Y 2 L 基板规格用
20 40093370 Y 普拉轨道 XL 4 Y 2 XL 基板规格用
21 40047209 气弹簧 8 盖 1 10,000 次开关动作或 1 年
22 PF901010000 过滤器零件 1 盖 2 前后的压力差 0.1MPa
23 PF901006000 过滤器零件 B 1 盖 2 前后的压力差 0.1MPa
24 40053302 SSD 组 1 其他 2 硅盘(OS、RTX)
25 40053303 HDD 组 1 其他 2 硬盘(已格式化)
26 40044521 PS/2 鼠标 1 其他 2 选购项
27 E9649729000 HOD 组 1 其他 2 选购项
28 E9662729000 HOD 组(EN) 1 其他 2 选购项
29 40048007 电池单元 1 其他 3
30 40084775 切带刀主机组 4 其他 1 电动式供料器 选购项
1 年=6,600 小时 (22 小时/1 天×300 天/年)
第1部 基本编 第4章 制作生产程序
4-1
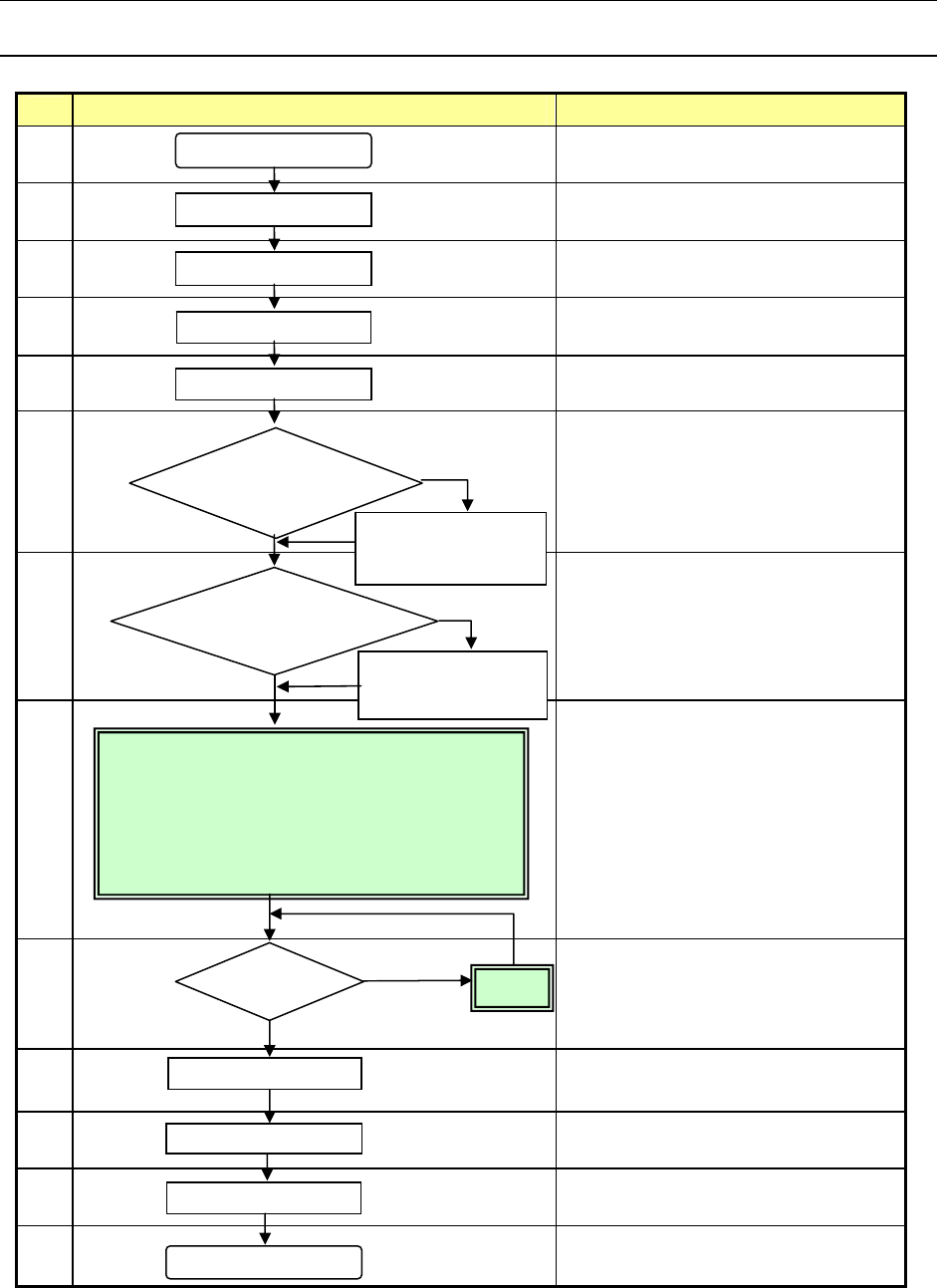
第 4 章 制作生产程序
4-1 流程图
本章将对 No8 进行说明。同时,也将对 No9 的“校正”部分予以说明。
No.
生产流程图 备注
1
确认 ATC 周围的状况,进行日常检查。
2
确认主气压(0.5MPa)。
3
在实施前确认装置内部是否有异物
等。
4
节假日后或寒冷地区,必须进行预热
(10 分钟左右)。
5
6
如果因日常检查、设置基板时清扫吸
嘴、改变基准销位置等而改变了机器
的初始设置状态时,请重新进行“机
器设置”。
(参见“第 7 章 机器设置”)
7 参见“第 5 章 数据库”
8
9
发生贴片位置偏移、定心不良等贴片
不正常时,可在“程序编辑”中进行
校正。部分元件数据可在“生产”中
进行校正。
10
11
12
13
定期实施。
(参见“第 3 章 维护”)
接通电源
检查设备
预热
设置基板
调整
机器设置
在“机器设置”中
设置变更部分
制作元件数据库
在数据库中
制作元件数据
检查贴片
有错误贴片
生产
日常检查
结束生产
关闭电源
无错误贴片
必要
不必要
不必要
校正
<制作、编辑生产程序>
●基板数据
●贴片数据
●元件数据
●吸取数据
返回原点
必要