FX-3_InstructionManual_Rev06_C.pdf - 第47页
第 1 部 基本编 第 1 章 设备概要 注意 1) 圆筒形状元件,用激光校准无法识别角度。 这种形状的元件只需进行 XY 方向识别,请选择专用形状元件“圆筒” 。 2) 贴片元件上有凹凸或弯曲时,会影响吸取效果 ,造成吸取不良、精度 不良、激光识别错误 等。(有时可通过改变吸嘴号来处理。) <吸取不良的例子> 激光识别 <精度不良的例子> 吸取吸嘴 一字槽 凹面 阳文 § 关于贴装元件的形状 1-32
第 1 部 基本编 第 1 章 设备概要
0.35
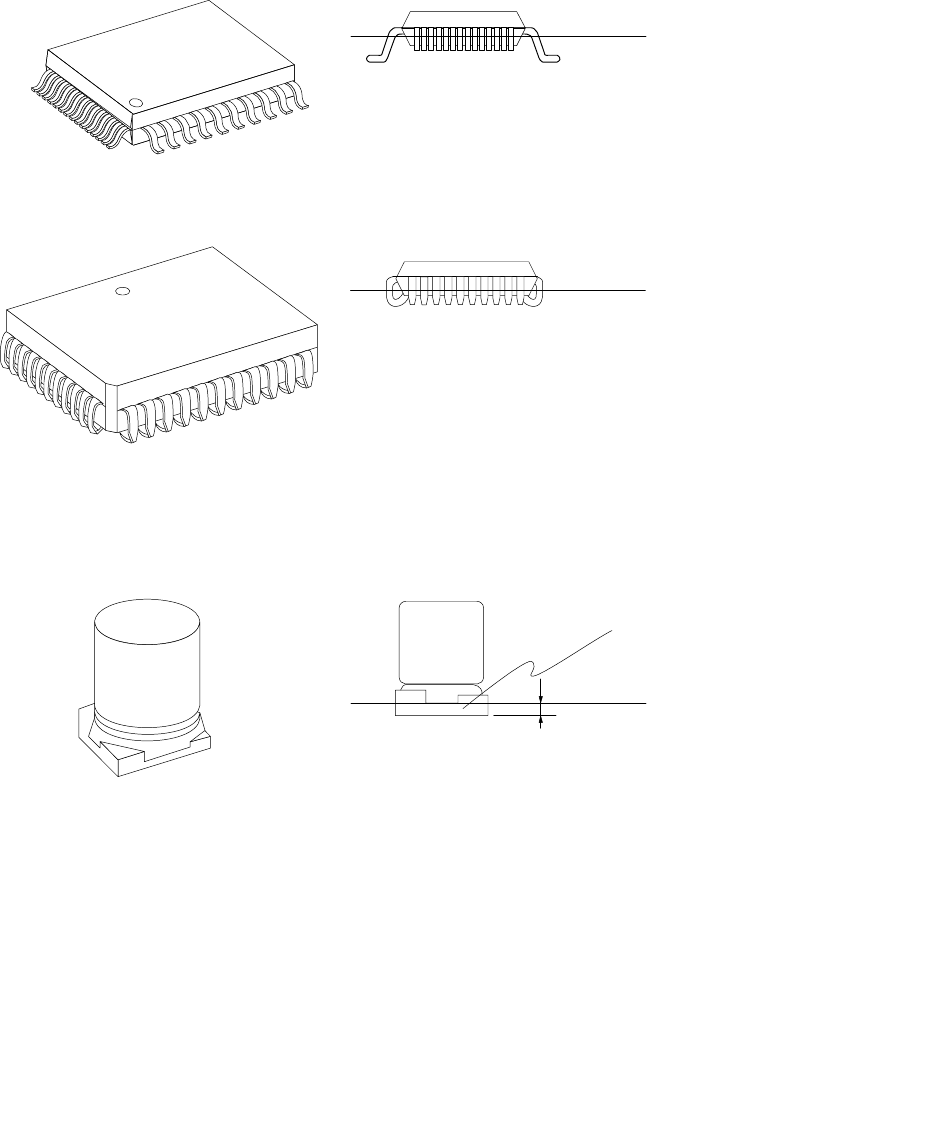
QFP·BQFP
激光校正测量位置
(模部的背面与脚跟部之间)
模部
激光校正测量位置
PLCC
(引脚垂直部分的中间)
电解电容
激光校正测量位置
(距元件背面 0.35mm 的位置)
图 1-2-6-4
1-31
第 1 部 基本编 第 1 章 设备概要
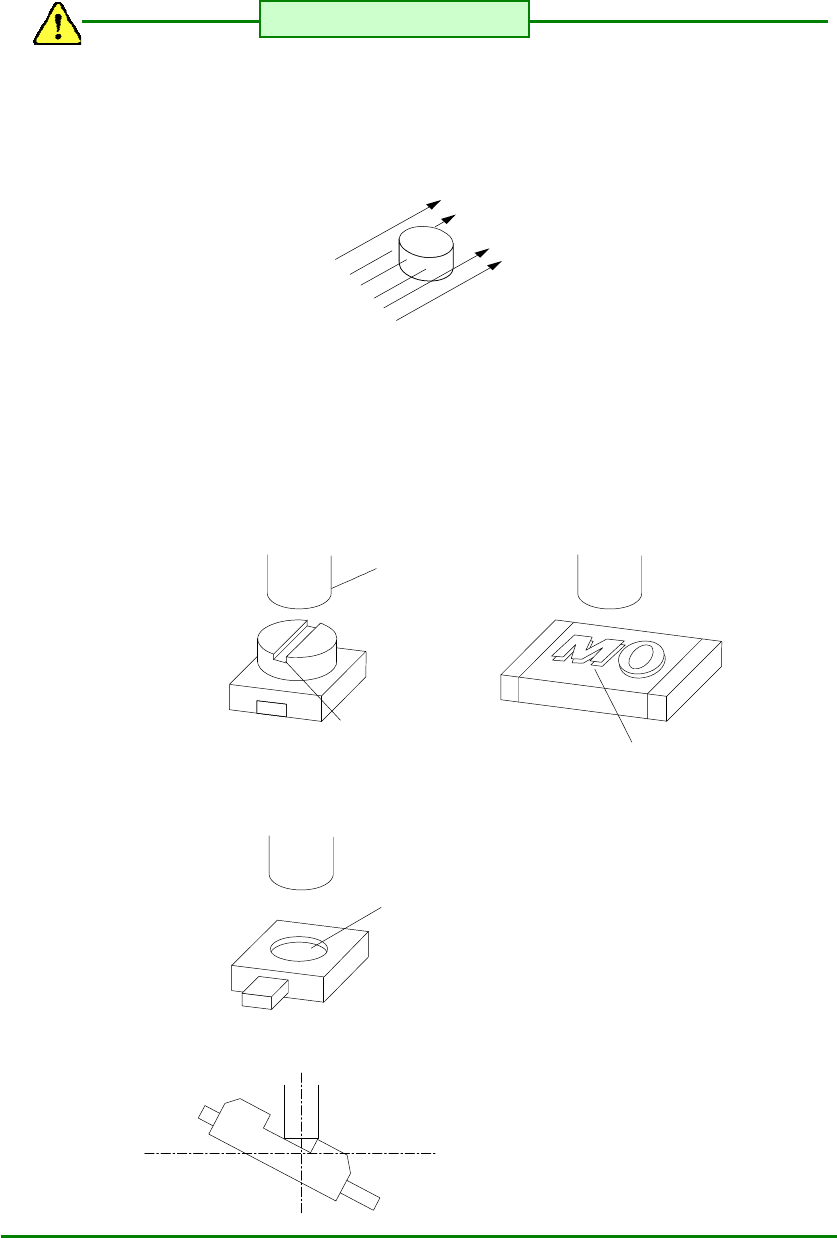
注意
1) 圆筒形状元件,用激光校准无法识别角度。
这种形状的元件只需进行 XY 方向识别,请选择专用形状元件“圆筒”。
2) 贴片元件上有凹凸或弯曲时,会影响吸取效果,造成吸取不良、精度不良、激光识别错误
等。(有时可通过改变吸嘴号来处理。)
<吸取不良的例子>
激光识别
<精度不良的例子>
吸取吸嘴
一字槽
凹面
阳文
§
关于贴装元件的形状
1-32
第 1 部 基本编 第 1 章 设备概要
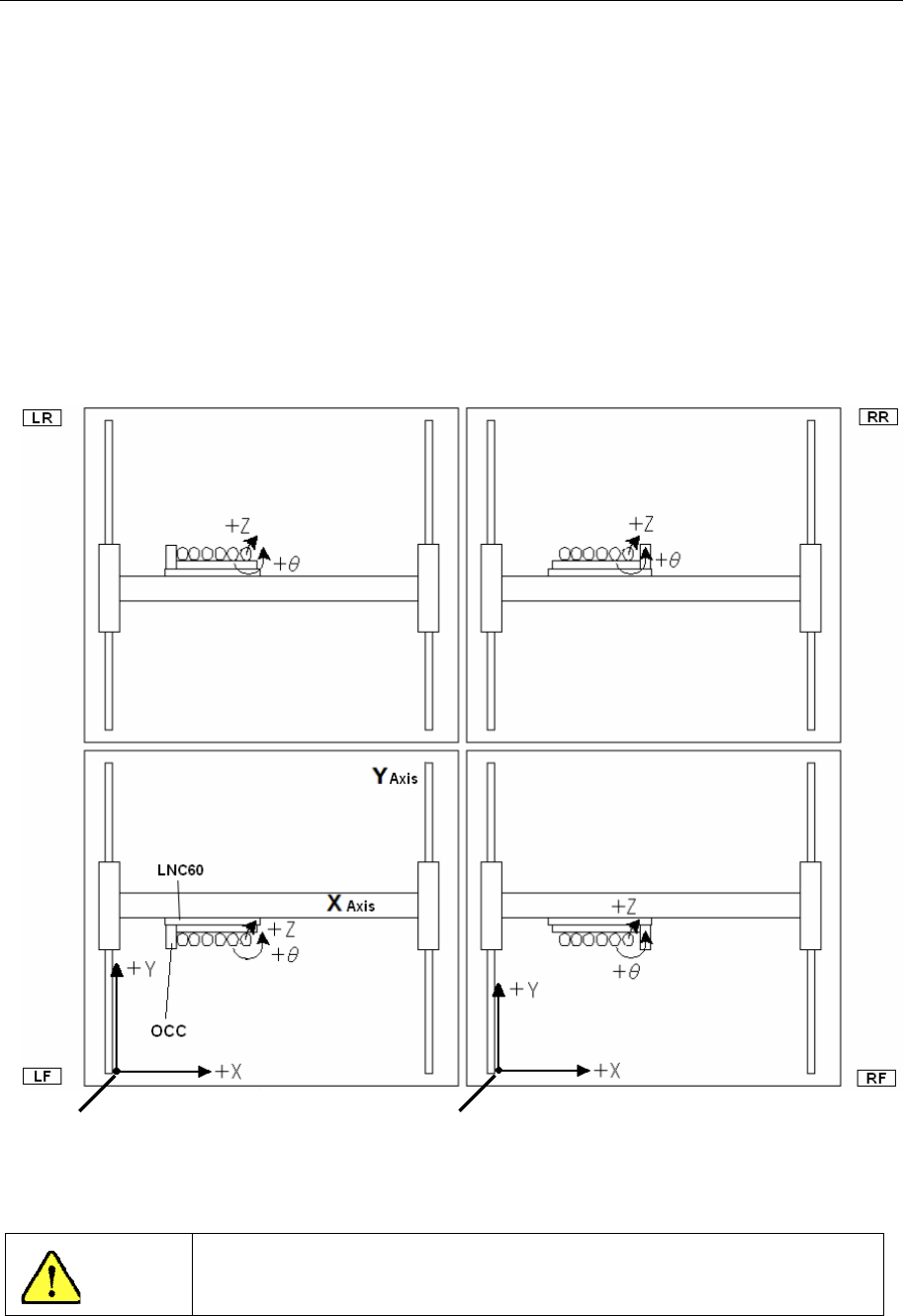
1-2-7 X,Y,Z,
θ
轴的说明
本设备的X、Y、Z、
θ
4个轴为数控轴。
(1) X、Y 轴
设备的左右方向为X,前后方向为Y,以0.01mm为单位,显示为X=○○○.○○mm,
Y=○○○.○○mm。
坐标系统分为生产程序用坐标与示教用坐标。
两种坐标系统可自动变更,无需刻意分开使用。
(2) Z 轴
表示高度方向,以0.01mm为单位,表示为Z=○○.○○mm。
钳夹基板时基板上表面(不使用夹具)为0,上升方向为+。
(3)
θ
轴
表示贴片头的旋转角度,以0.05°为单位,表示为A=○○.○○。
以逆时针旋转为正值。
从机器前侧看的 RF、RR 的原点。
从机器前侧看的 LF、
LR
的原点。
图 1-2-
7-1
在 X 轴下侧、Y 轴框架上侧贴有线性磁尺。
请不要把磁铁或带磁性的(带磁性的螺丝刀、支撑销等)部件靠近线性磁
尺,否则会导致故障。
注意
1-33