FX-3_InstructionManual_Rev06_C.pdf - 第541页
第1部 基本编 第4章 制作生产程序 4-5-4-1 传送 4-5-4-1-1 基板控制 可进行基板的搬入、搬出。选择菜单后,如果安全盖在打开的状态,为了将轴移动到安全位 置等待,会显示如下信息。 请确认安全后,按下“继续”按钮。 图 4-5-4-1-1-1 确认安全 将轴移动到安全位置等待后,会显示下列基板传送画面。 图 4-5-4-1-1-2 基板传送 4-176
第1部 基本编 第4章 制作生产程序
4-5-4 机器操作
操作主机的实际运行,执行各种作业。菜单上分成各种作业项目。
图 4-5-4-1 选择机器操作的画面
各项菜单项目及子菜单的功能概要。
菜单项目 子菜单 概要
基板控制 将基板搬入主机或搬出主机。 传送
自动调整基板宽度 调整基板宽度
单独测量 测量
连续测量
测量元件数据的各项详细数值。
确认速度
进行模拟生产。
确认运行中的 XY
θ
偏移量。
检查
统一送料
将已读入的生产程序中使用的供料器,包含代替
供料器,全部进行送料。但,贴片数据中所有设
置为跳过的元件、吸取数据中设置为不使用的供
料器、设置的「各种供料器的吸取前送料设置」
(吸取前送料为 ON
「
时可设置)中设置为 不使用
」
的供料器,不进行送料。
左
BOC 标记
右
确认 BOC 标记识别及储存实测值。
左
基准领域标记
右
确认基准领域标记识别及存储实测值。
左前
左后
右前
供料器台架标记
右后
确认台架标记识别及存储实测值。
贴片位置 确认贴片数据的各坐标位置。
吸取位置 确认吸取数据的各坐标位置。
跟踪
吸取高度 确认吸取数据的各高度位置。
4-175
第1部 基本编 第4章 制作生产程序
4-5-4-1 传送
4-5-4-1-1 基板控制
可进行基板的搬入、搬出。选择菜单后,如果安全盖在打开的状态,为了将轴移动到安全位
置等待,会显示如下信息。
请确认安全后,按下“继续”按钮。
图 4-5-4-1-1-1 确认安全
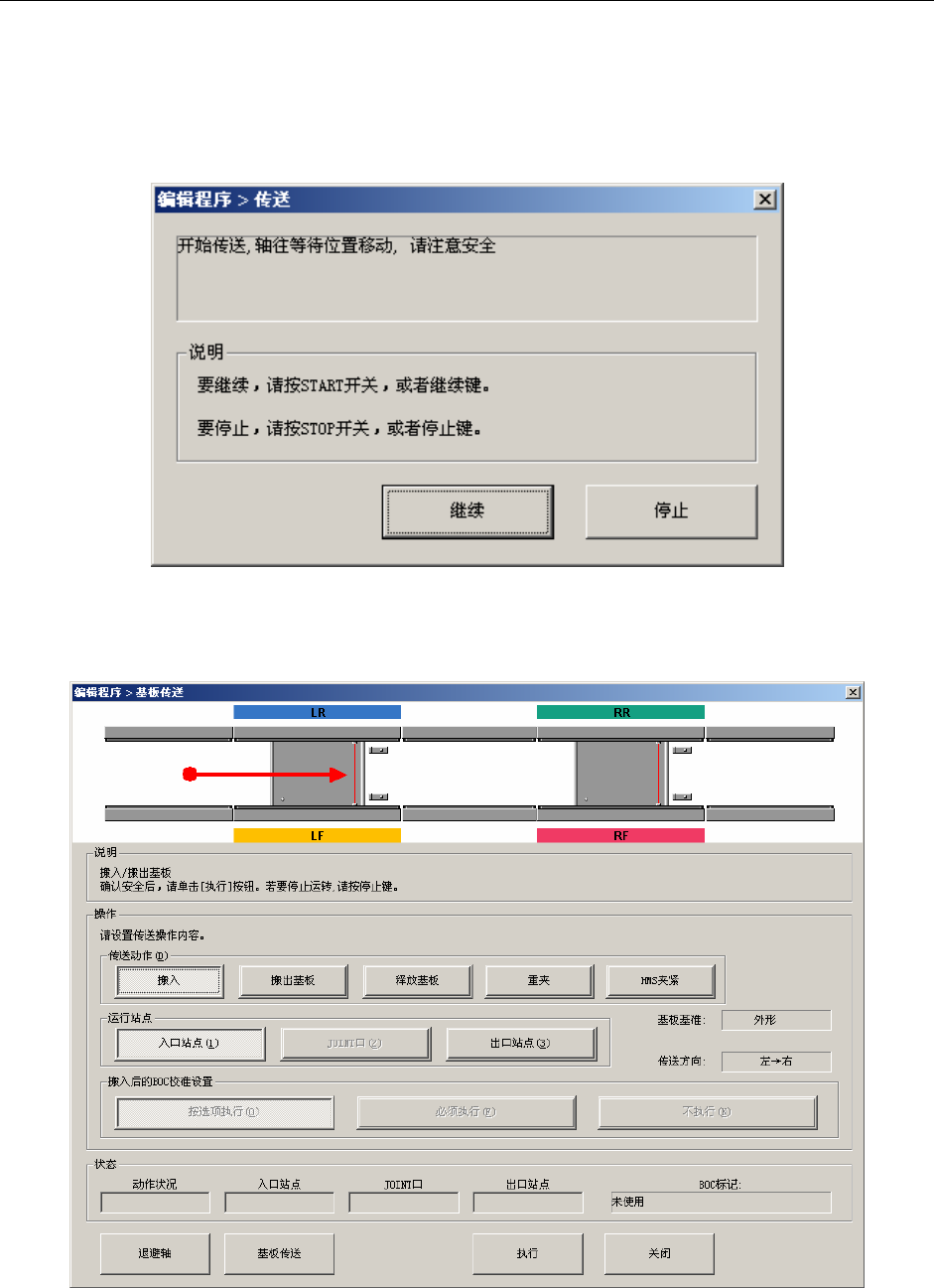
将轴移动到安全位置等待后,会显示下列基板传送画面。
图 4-5-4-1-1-2 基板传送
4-176
第1部 基本编 第4章 制作生产程序
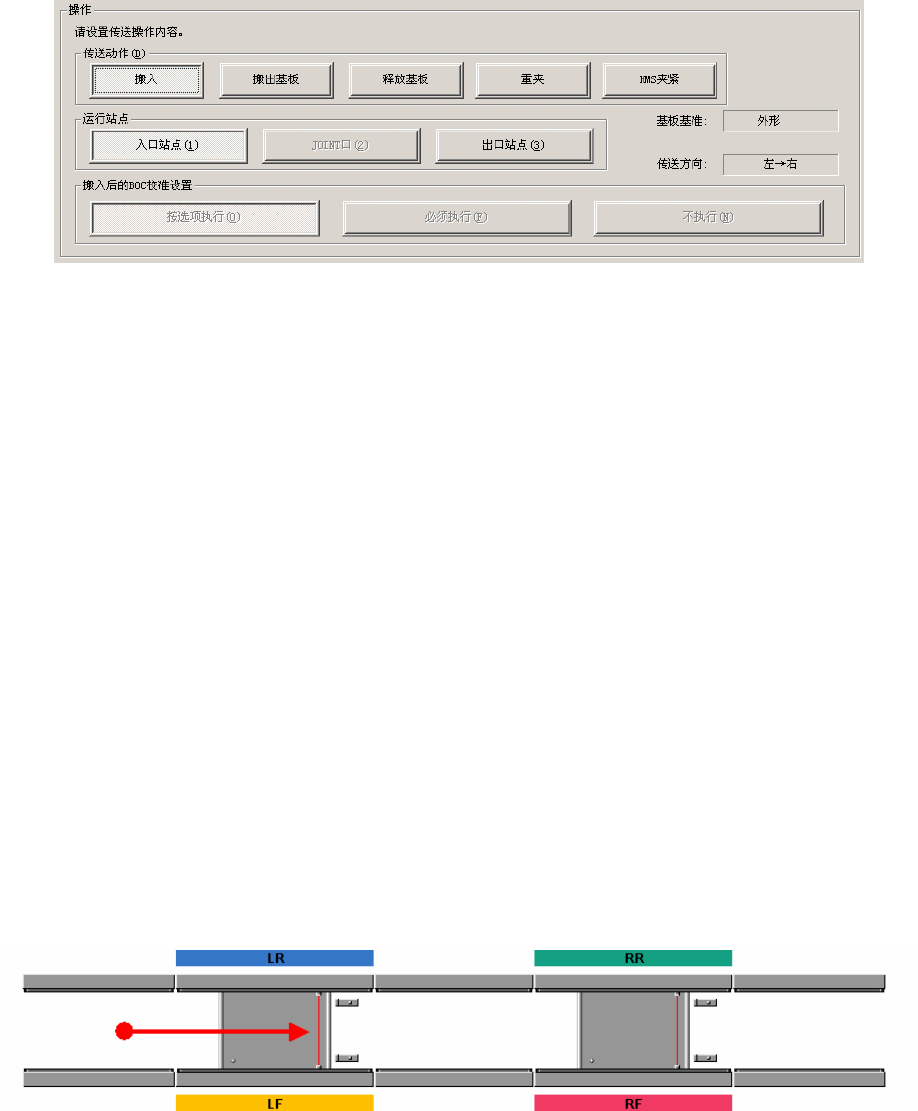
(1) 操作
图 4-5-4-1-1-3 基板传送画面 操作
1) 传送动作
选择传送动作。可选择搬入、搬出基板、释放基板、重夹、
HMS 夹紧。
启动时(默认)选择“搬入”。
2) 运行站点
可选择执行传送动作的站点。
默认选择入口站点。
*如果是长尺寸基板对应机型,要使用「HMS 夹紧」进行基板 2 次传送。
3) 搬入后的 BOC 校准设置
选择基板刚搬入后是否立即执行 BOC 校准。
● “按选项执行”
按照操作选项的设置决定是否进行 BOC 标记识别。
● “必须执行”
必须进行 BOC 标记识别。
● “不执行”
不执行 BOC 标记识别。
4) 基板基准、传送方向
显示传送道路信息。
(2) 显示传送动作
图 4-5-4-1-1-4 基板传送画面 显示传送动作
以图形化显示设定的传送动作,以及在操作站点传送状态的变化。
4-177