OM-1409-001_w.pdf - 第182页
5-15 3.1 P.C.B. Transfer Mode Setup( 前后工序模式设定 ) 0704-001 Auto Line Start Mode( 后工序连动启动 ): 后工序的装置开始了生产运行时,本装置 连动开始生产运行的功能。 Auto Line Stop Mode( 后工序连动停止 ): 后工序的装置停止了生产运行时,本装置 连动停止生产运行的功能。 Input Mode( 前工序的排出方式 ): 选择从前工序装置接受…
5-14
3. Auto Operation( 运行参数 )
3.1 P.C.B. Transfer Mode Setup( 前后工序模式设定 )
按系统设定子菜单栏的 [Auto Operation( 装置设定数据 )]Tab,便显
示以下选项卡。
[1]
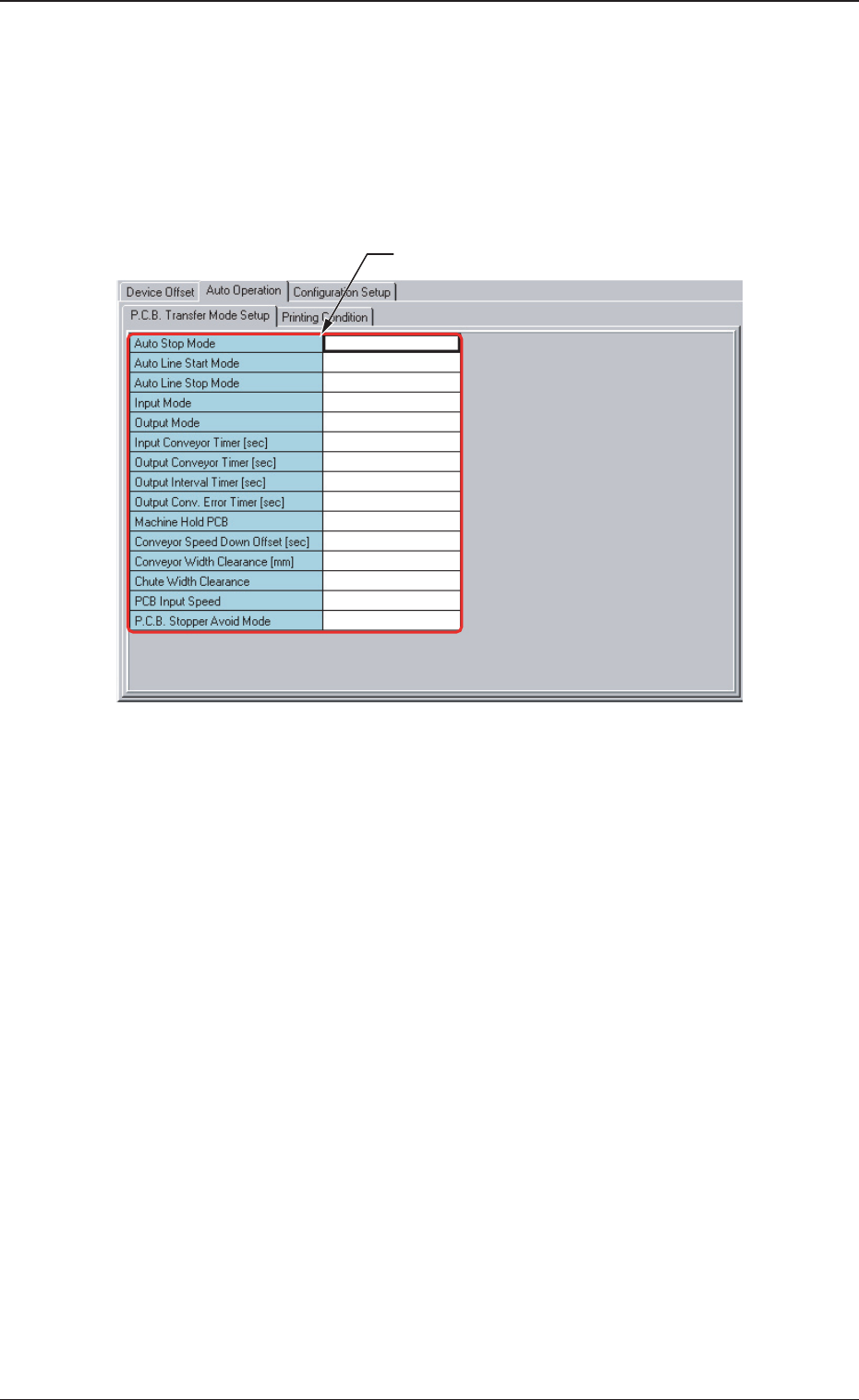
Fig.E18 “PCB Transfer Mode Setup( 前后工序模式设定 )”选项卡
[1] 显示项目
显示以下项目。
Auto Stop Mode( 自动运行停止功能 ): 在以下 A 或 B 时停止
自动运行的功能。
选中复选框“
”时,功
能被选定。
A. 满足以下条件时
1) 装置内一块线路板都没有
2) 在等待从前工序搬送线路板的状态下,前工序装置的运行
中信号变为 OFF 后经过 2 秒钟以上
B. 满足以下条件时
1) 装置内一块线路板都没有
2) 前工序的装置处于停止运行状态
3. Auto Operation( 运行参数 )
0704-001
5-15
3.1 P.C.B. Transfer Mode Setup( 前后工序模式设定 )
0704-001
Auto Line Start Mode( 后工序连动启动 ):
后工序的装置开始了生产运行时,本装置
连动开始生产运行的功能。
Auto Line Stop Mode( 后工序连动停止 ):
后工序的装置停止了生产运行时,本装置
连动停止生产运行的功能。
Input Mode( 前工序的排出方式 ):
选择从前工序装置接受线路板的方式。
Standard( 传送带标准 ):
接受从前工序装置的传送带排出的线路板
的方式。
本装置的 L 传送带的启动连动于前工序装
置的线路板搬送信号。
Sub-Standard( 传送带准标准 ):
接受本公司产的 TSM-4 传送带排出的线路
板的方式。
Pusher( 推杆 ) :
用推杆强行接受前工序装置排出的线路板
的方式。
Note
选中“
”选择的项目。
(“
”时,按下切换为“
”。)
Output Mode( 向后工序的排出方式 ):
选择给后工序排出线路板的方式。
Standard( 标准 ): 接受后工序装置要求被排出线路板的信号
( 作业要求信号 ) 后,本装置打开 (ON) 作
业搬送信号,排出线路板到作业要求信号
变为 OFF 为止的方式。
开始排出线路板的动作后,在所定时间内
作业要求信号不变为 OFF 时,异常停止。
Interval( 间隔 ):
接受后工序装置要求被排出线路板的信号
( 作业要求信号 ) 后,本装置打开 (ON) 作
业搬送信号,只运行所定时间的传送带排
出线路板的方式。
5-160704-001
Input Conveyor Timer( 供给传送带定时器 )[sec]:
设定供给传送带的动作时间。
输入从前工序装置接受线路板的时间加上
约 2 秒钟的值。
Output Conveyor Timer( 排出传送带定时器 )[sec]:
设定排出传送带的动作时间。
输入从前工序装置排出线路板的时间加上
约 2 秒钟的值。
Output Interval Timer( 排出间隔定时器 )[sec]:
设定在“Output Mode( 后工序排出方式 )”
选定“Interval( 间隔 )”时的传送带运行
时间。
Machine Hold PCB( 线路板保持块数 ):
选择在 L 传送带、工作台滑道、R 传送带
的各位置是否保持线路板。
Standard(3P)
( 标准 3 块 ) :
在 L 传送带、工作台滑道、R 传送带的各
位置保持线路板。
Sub-Standard(2P)
( 准标准 2 块 ) :
在 L 传送带、工作台滑道保持线路板。
Note
想要避免在 R 传送带上印刷结束后的线路板上附着异物时,使
用“Sub-Standard (2P)( 准标准 (2 块 ))”。
Conveyor Speed Down Offset( 传送带减速补正值 )[sec]:
设定 L 传送带以及 R 传送带搬送线路板的
速度。
Note
从键盘输入速度。
3.1 P.C.B. Transfer Mode Setup( 前后工序模式设定 )