NXT 系统手册 QD027-17.pdf - 第106页
4. 生产 QD027-17 90 NXT 系统手册 4.10.4 料站跳过功能 在生产中, 元件的库存用完时, 跳过装有元件的料站, 在不贴装元件情 况下结束电路板生产 的功能。执行该功能后,就会在 元件缺货状态下完成电路板生产。 在使用时请充分注意。 另外,只有生产线管理者才有权 使用该功能。 料站跳过功能的设定步骤 料站跳过功能的设定是在生产中的元件用完 ,操作画面处于显示元件补充等待状态时后开 始进行。请预先确认该模组和料 站。…

QD027-17 4. 生产
NXT 系统手册 89
不支持的功能
a. 基准定位点读取异常时的电路板载入重试功能在双模组生产时不会动作。如果发生读
取错误,进行错误停止。
b. 没有电路板先行排出动作的功能。
c. 手动模式中的指令没有支持双模组。需要同时操作 2 个模组。
Job 创建时的注意事项
1. 如果是贴装区域在 25.00mm 以内且电路板宽度 350.00mm(X 方向)以下,可以使用 M3(S)
单独进行生产。在 Job 中进行了以下的设定之后请进行优化。
·[Configuration]-[General]-[Optimize Single Module Production]
2. 进行双通道生产时,在通道 1 和通道 2 中,以下的数据必须是相同的设定。设定不一致
的时候,请保留后传送的 Job,删除先前进入的 Job。
a. 生产线配置 (模组种类、模组数)
b. 工作头种类
c. 平台种类
d. 吸嘴置放台别名
e. Nozzle Available 的内容
f. Nozzle Changer Setup 的吸嘴配置
g. 在 Feeder Setup 中,以下的指定必须相同
·同一料站的 PD
·同一料站的料盘方向
·次料站
h. 同一 PD 的条形码标签
3. 在左右 2 个模组中需要存在着贴装顺序的 Job。如果顺序没有被合理地分配,一侧的模组
中没有贴装顺序时,请创建 Vision Type 253 及没有要素数据和元件高度数 Milli 的 PD,
将虚拟的顺序分配到任意的坐标中。虽然生产时需要安装供料器,但是可以不安装元件
料卷。其结果,如果由于贴装动作而导致产能降低时,请将虚拟的顺序指定为料站跳过。
这时,每次切换 Job 时需要进行跳过指定。

4. 生产 QD027-17
90 NXT 系统手册
4.10.4 料站跳过功能
在生产中,元件的库存用完时,跳过装有元件的料站,在不贴装元件情况下结束电路板生产
的功能。执行该功能后,就会在元件缺货状态下完成电路板生产。在使用时请充分注意。
另外,只有生产线管理者才有权使用该功能。
料站跳过功能的设定步骤
料站跳过功能的设定是在生产中的元件用完,操作画面处于显示元件补充等待状态时后开
始进行。请预先确认该模组和料站。
1. 请按下操作面板的 CYCLE STOP 按钮。
2. 请启动 MEdit。打开 [ 工具 ]-[ 料站跳过 ],指定进行跳过的料站。
3. 单击设定按钮将设定反映到机器上。
4. 请按下操作面板的 START 按钮。机器在不使用跳过的料站情况下开始生产,就是在元件
缺货状态下进行生产。
料站跳过功能的解除步骤
为了解除料站跳过功能,首先请准备相应元件。
1. 请按下相应模组的 STOP 按钮进行送出运转。或者使前工序的模组周期停止,在模组内没
有电路板状态下按下 CYCLE STOP 按钮。
2. 请启动 MEdit。打开 [ 工具 ]-[ 料站跳过 ],解除料站跳过设定。
3. 单击设定按钮。新设定被传送机器上。
4. 请按下操作面板的 START 按钮。机器开始正常的生产。
QD027-17 4. 生产
NXT 系统手册 91
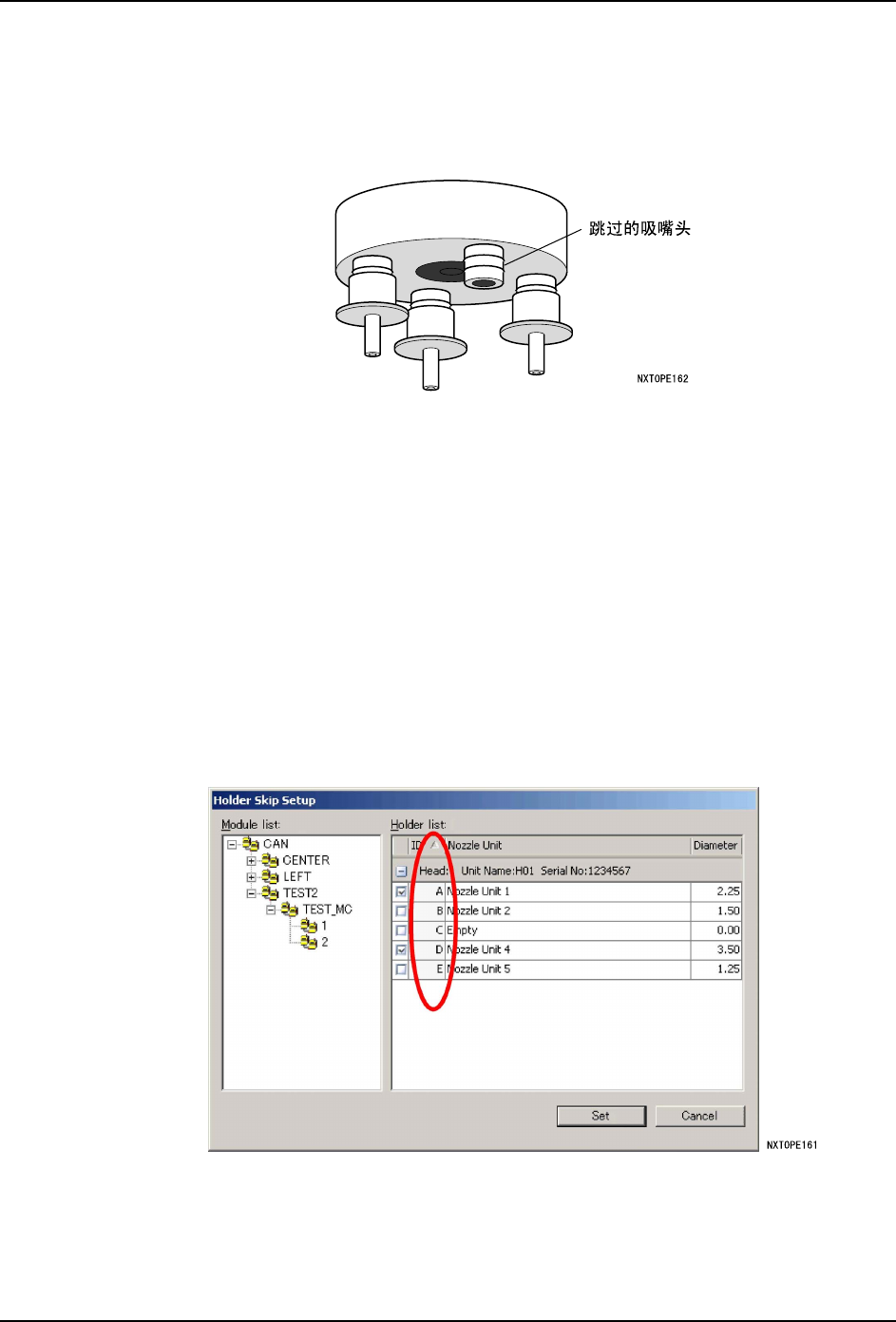
4.10.5 吸嘴头跳过功能 (NXT V3.01 以后)
用 H04、H08、H12 工作头进行生产时,将频繁发生错误的吸嘴头指定为跳过吸嘴头,通过不
进行吸取动作来防止发生错误的功能。
备注 ) 吸嘴头跳过功能在 NXT V3.01 以后的版本中能够使用。
注意事项
a. 对应该由跳过的吸嘴头吸取的元件进行补件处理。因此,与正常的运转相比生产力降
低。
b. 由于故障原因而指定吸嘴头跳过时,请确认其他吸嘴头是否正常动作。
c. 被指定为吸嘴头跳过的吸嘴头会将吸嘴返回到吸嘴置放台中。由于故障而无法返回
时,请用手取下后返回到吸嘴置放台中。
吸嘴头跳过功能的设定步骤
1. NXT 机器接入电源,当操作面板上显示开始等待画面时,请按下 START 按钮。工作头的电
源ON。
2. 请按下 STOP 按钮停止机器。操作面板上显示开始等待画面。
3. 请启动 MEdit。打开 [ 工具 ]-[ 料站跳过 ],指定进行跳过的吸嘴头。
4. 单击设定按钮。新设定被传输机器。