NXT 系统手册 QD027-17.pdf - 第148页
4. 生产 QD027-17 132 NXT 系统手册 9. 请打开基座的主开关。 10.对照生产线进行 Job 优化。 ·请将设置了模组的位置的 [Module Type] 变更为 [M3] 或 [M6]。 此时, 如果将 M6(S) 模组搬运轨道变更为 2 台的 M3(S) 模组时,按下 [ 添加 ] 按钮增加 1 台模组,使 之符合实际的模组构成。 · 如果变更了模组构成,请执行优化。 11.请通过 F uji Flexa 向机器…
QD027-17 4. 生产
NXT 系统手册 131
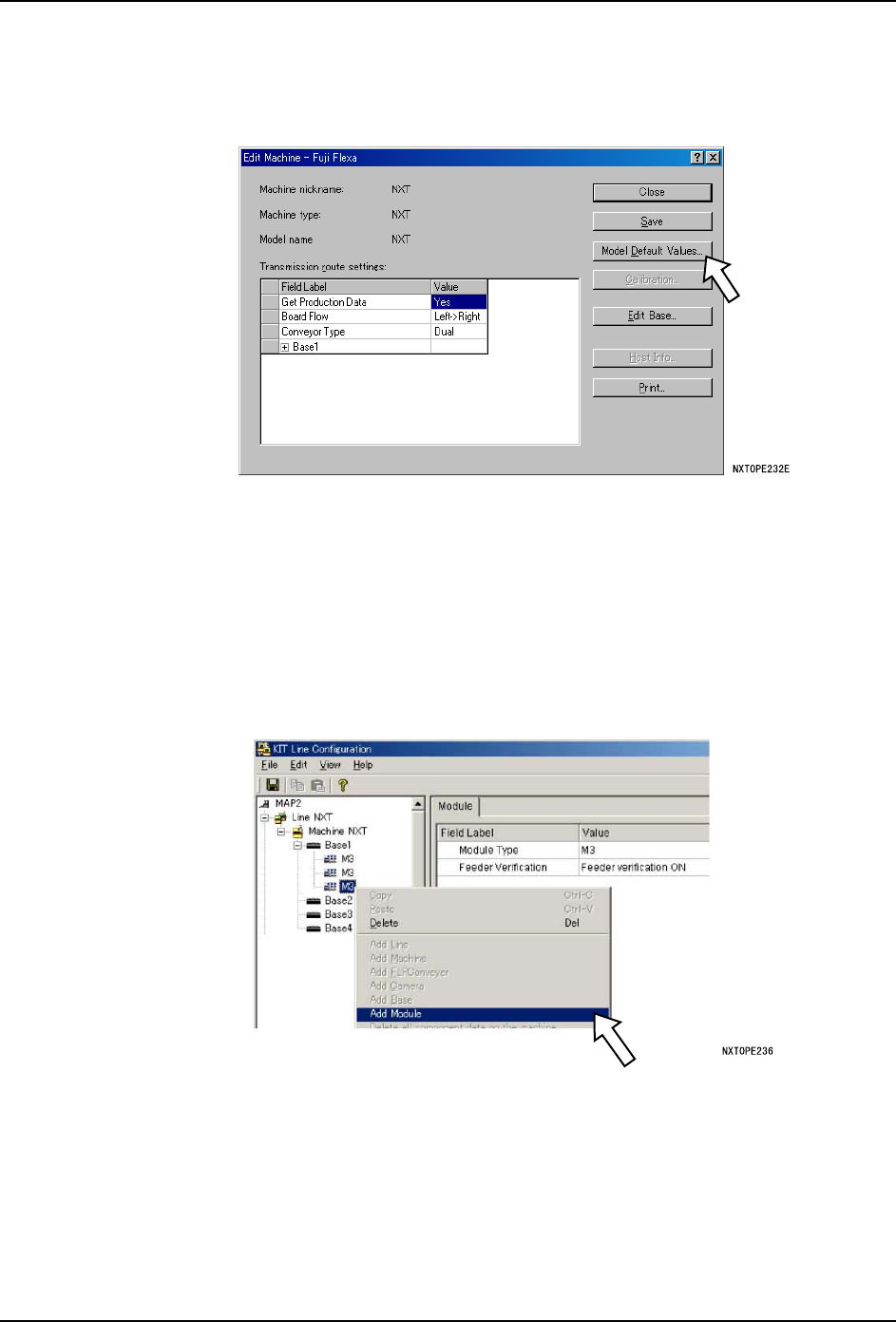
6. 请在 Fuji Flexa 的生产线构成中设定模组。
·在 [ 导向器 ] 中选择进行模组搬运轨道拆除的机器。接着,请选择 [ 机器编辑 ]-
[ 模型标准值设定 ]。
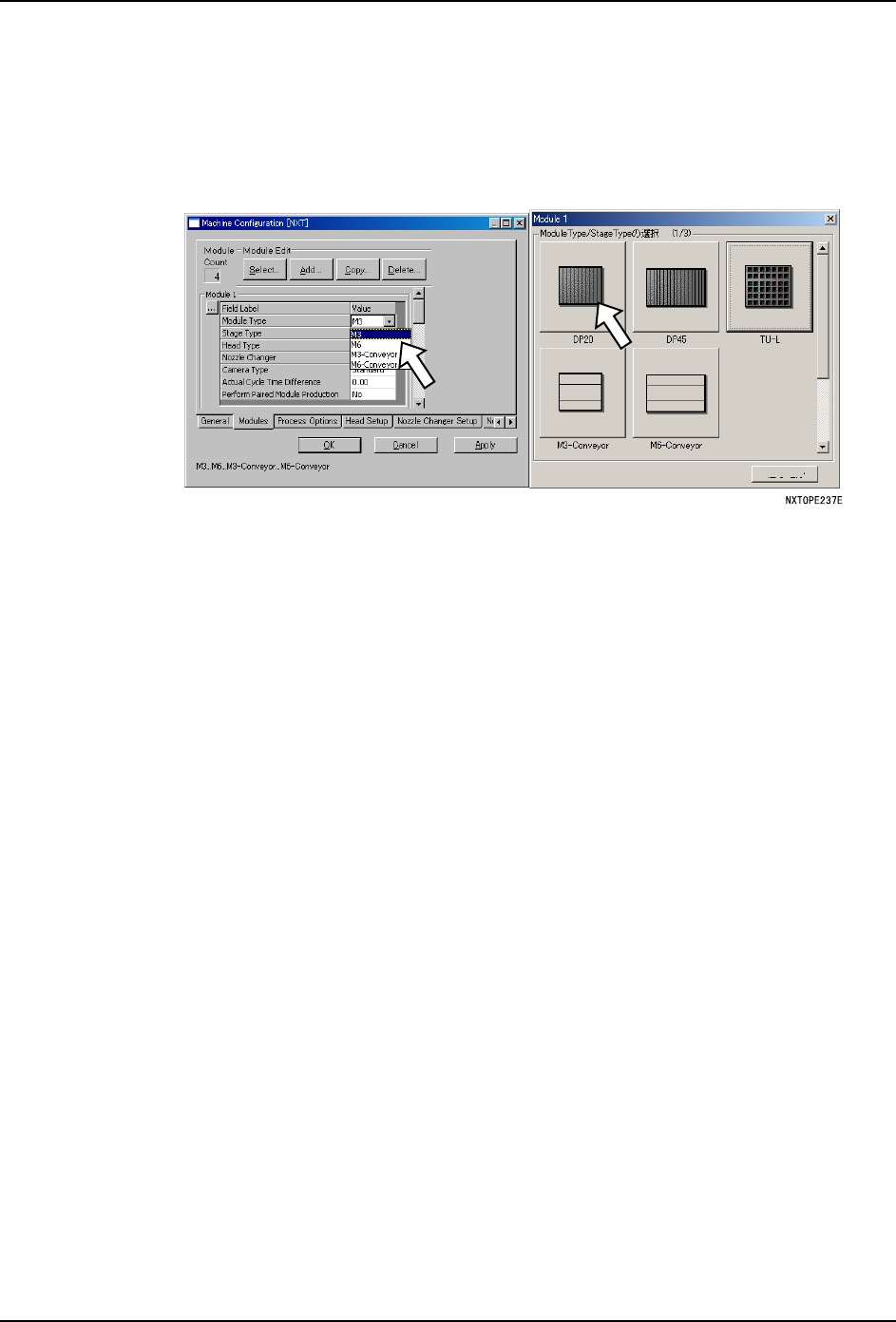
·请将拆除了模组搬运轨道的位置的 [Module Type] 变更为 [M3] 或 [M6]。此时,如
果将 M6(S) 模组搬运轨道变更为 2 台的 M3(S) 模组时,按下 [ 添加 ] 按钮增加 1
台模组,使之符合实际的模组构成。
7. 在 Fujitrax 的生产线构成中设定模组。
a. 首先,启动 KIT Line Configuration。请将设置了模组搬运轨道的位置的 [Module
Type] 变更为 [M3] 或 [M6]。
备注 ) 当 M6 模组搬运轨道变更为 2 台 M3(S) 模组时,将光标对准所显示的对象模组右击后,执行 [Add
Module] 增加 1 台模组,使之符合实际的模组构成。
b. 请确认 Feeder Verification 的设定。
备注 ) 当Module Type变更成[M6-Conveyor]时,Feeder Verification的设定自动变成[Verification
OFF]。相反,当 Module Type 变更成 [M3] 或 [M6] 时,设定仍旧为 OFF。
c. 变更了设定后,请重新启动 Fuji Central Server 用的电脑。
8. 请使用 MCU (模组更换推车)从基座上拉出模组搬运轨道后,在基座上设置模组。模组
的设置方法请参照 [NXT 机械手册 ]。
4. 生产 QD027-17
132 NXT 系统手册
9. 请打开基座的主开关。
10.对照生产线进行 Job 优化。
·请将设置了模组的位置的 [Module Type] 变更为 [M3] 或 [M6]。此时,如果将 M6(S)
模组搬运轨道变更为 2 台的 M3(S) 模组时,按下 [ 添加 ] 按钮增加 1 台模组,使
之符合实际的模组构成。
·如果变更了模组构成,请执行优化。
11.请通过 Fuji Flexa 向机器传输 Job。
切换到与现存不同的生产线名创建的生产线构成时的注意
在进行模组搬运轨道的设置或拆除时,需要通过 Fuji Flexa 变更生产线构成。此时,如果
使用与现存的生产线名不同的生产线名来创建生产线构成,通过 [ 实存生产线 ] 与 [ 假想生
产线 ] 的切换进行生产线构成的变更时,需要注意以下几点。
1. 在将已利用的生产线切换到 [ 假想生产线 ] 之前,请通过生产线报告器进行生产信息的
报告创建。切换到 [ 假想生产线 ] 之后,则不能生成报告。
2. 如果 Fuji Flexa 中的生产线名与设定在 Fujitrax KIT Line Configuration 中的生产线
名不同时,不能利用以下的功能。
·机外换线功能
·Fujitrax Profiler 的回路记号收集
Cancel
QD027-17 4. 生产
NXT 系统手册 133
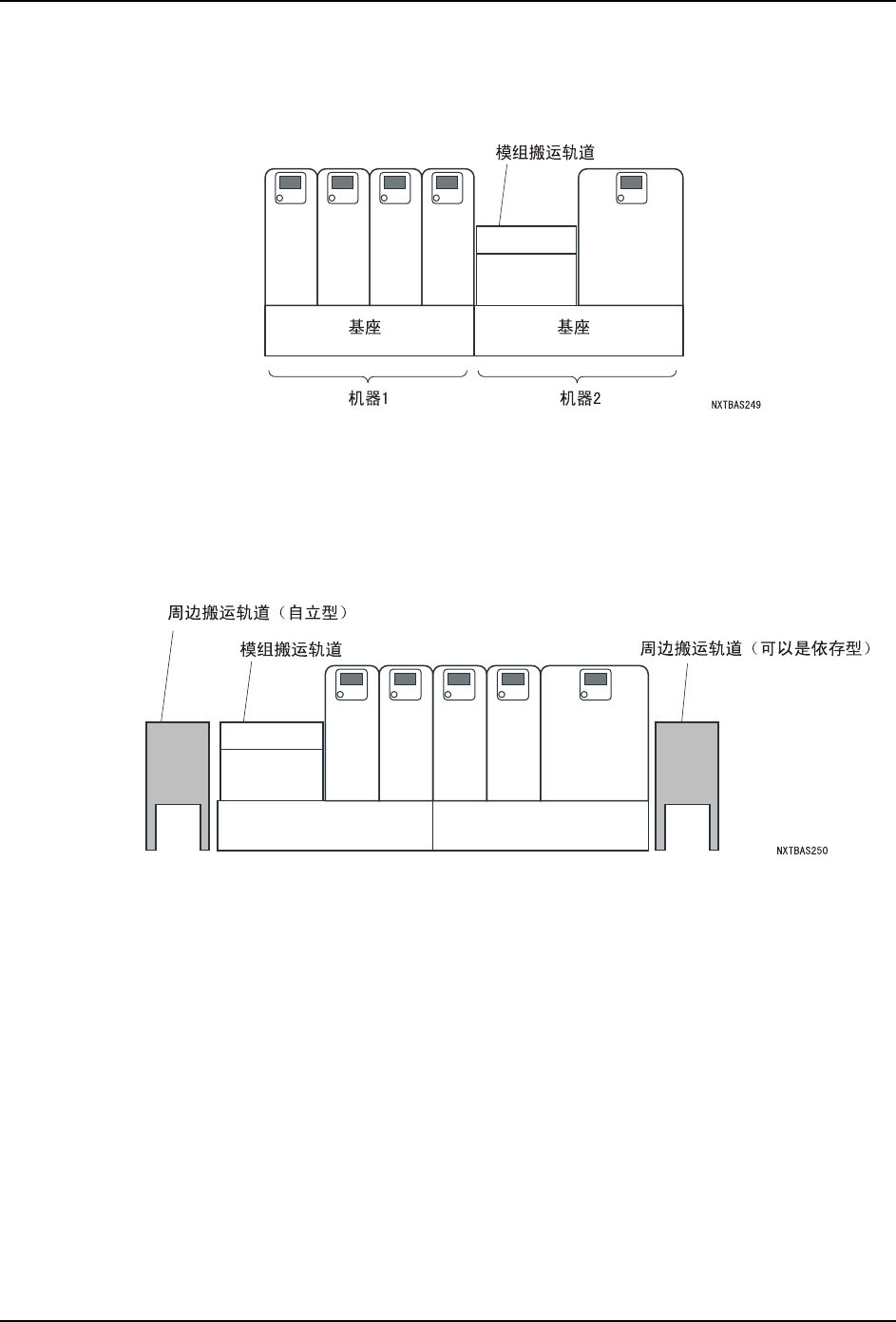
在模组之间配置模组搬运轨道时
在使用模组搬运轨道时,需要将模组搬运轨道配置在机器的最前面或最后面的基座上。想要
在模组之间配置时,请将生产线分成 2 台机器,在最前面或最后面配置。
同一基座上的模组之间不能配制模组搬运轨道。
注意事项
1. 在生产线的前工序·后工序中配置周边搬运轨道时,如果周边搬运轨道与模组搬运轨道
相邻请设置自立型搬运轨道。
2. 可以搬运的电路板尺寸如下所示。
·M6(S)模组:X 方向 534mm 以下
·M3(S)模组:X 方向 305mm 以下
3. 在最前面配置了模组搬运轨道的生产线中,对最前面模组进行机上拼板跳过时,就会在
操作画面上显示提示注意的对话信息。此时,按下操作面板的 OK 按钮后,就会转换到跳
过设定画面并能够进行设定。