NXT 系统手册 QD027-17.pdf - 第165页
QD027-17 4. 生产 NXT 系统手册 149 4.10.28 H012 (S)工作头的 6 吸嘴应用 (NXT V4.10 以后) 使用 H012 (S)工作头进行生产时,能够只应用 6 个吸嘴。 由此,对应 H012 (S)工作头的元件尺寸如下。 另外,6 吸嘴应用和通常应用能够以同一贴装周 期时间进行贴装。 应用方法 在 Fuji Flexa 上,请将对应 H012 (S)工作头的元件分配给搭载了 H012 (S)工作头的…
4. 生产 QD027-17
148 NXT 系统手册
4.10.27 H08 工作头的 4 吸嘴应用 (NXT V4.10 以后)
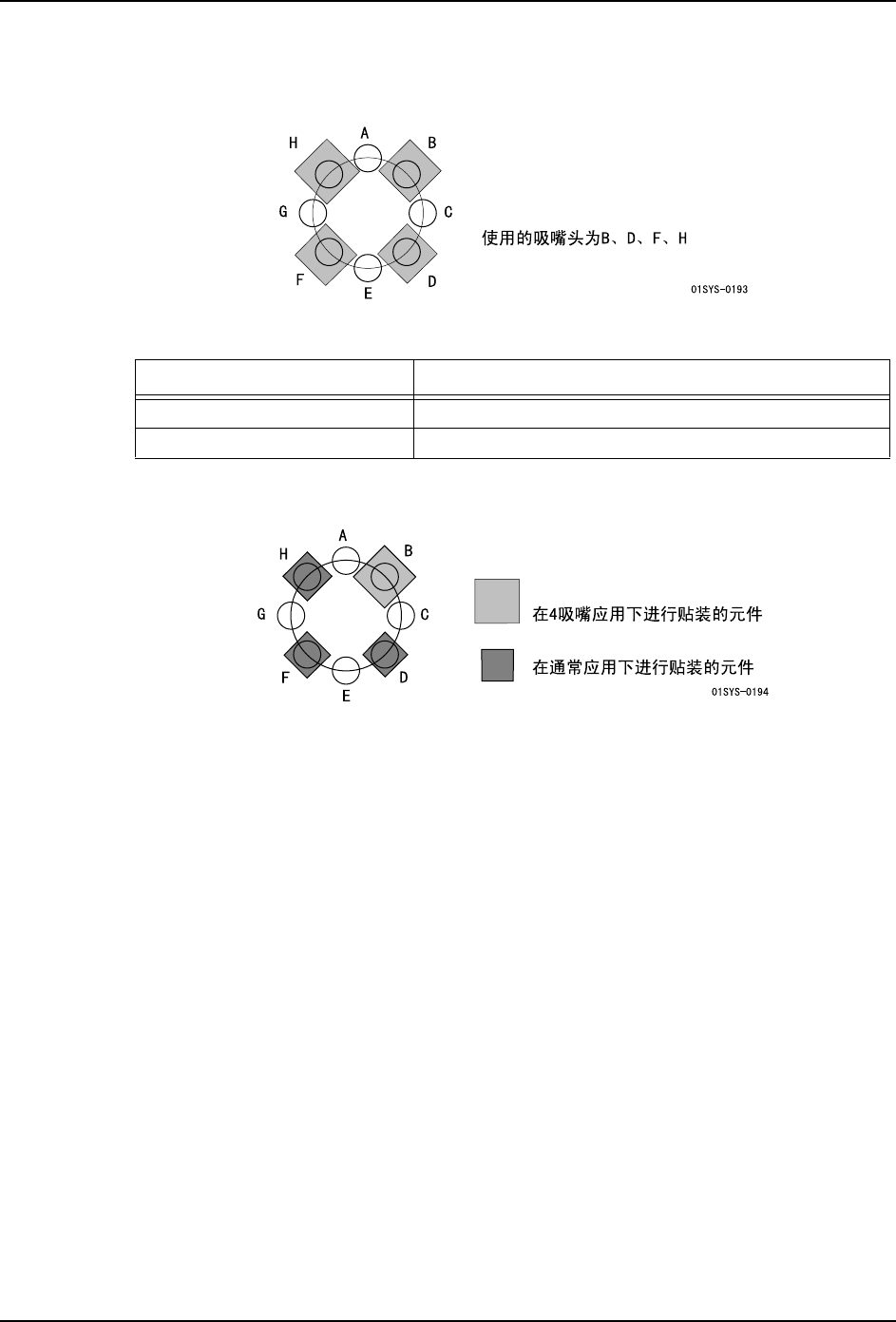
使用 H08 工作头进行生产时,能够只应用 4 个吸嘴。
由此,对应 H08 工作头的元件尺寸如下。
另外,4 吸嘴应用和通常应用能够以同一贴装周期时间进行贴装。
应用方法
在 Fuji Flexa 上,请将对应 H08 工作头的元件分配给搭载了 H08 工作头的模组,并进行优
化处理。机器会判断最合适的应用并进行生产。
限制事项
在 4 吸嘴应用中使用的吸嘴头固定为 B、D、F、H。如果将这些吸嘴头设定成吸嘴头跳过,就
无法进行生产。
应用 对应的元件尺寸
8 吸嘴应用 0402 ~□ 7.5 mm
4 吸嘴应用 □ 7.5 mm ~ 12 mm
QD027-17 4. 生产
NXT 系统手册 149
4.10.28 H012 (S)工作头的 6 吸嘴应用 (NXT V4.10 以后)
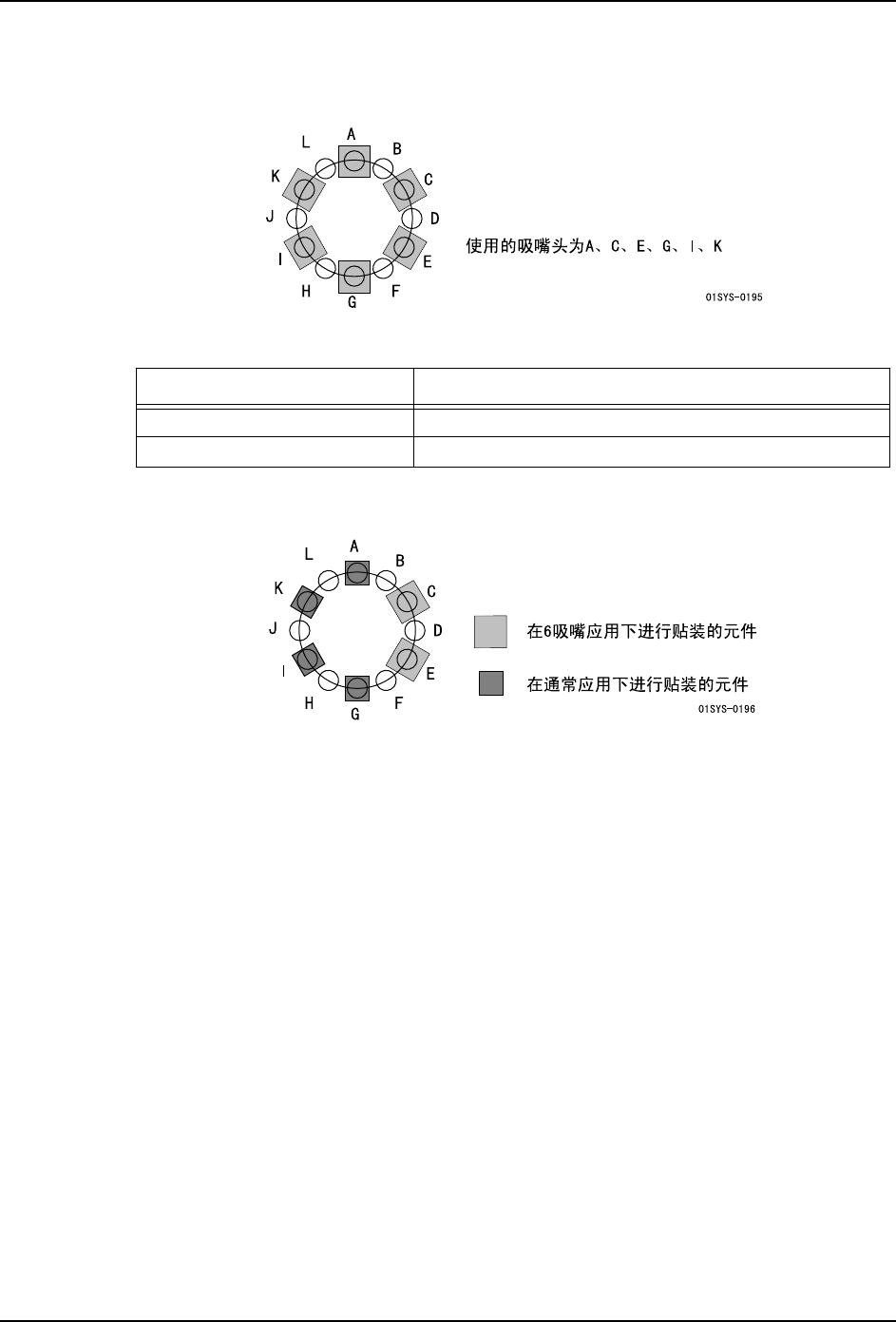
使用 H012 (S)工作头进行生产时,能够只应用 6 个吸嘴。
由此,对应 H012 (S)工作头的元件尺寸如下。
另外,6 吸嘴应用和通常应用能够以同一贴装周期时间进行贴装。
应用方法
在 Fuji Flexa 上,请将对应 H012 (S)工作头的元件分配给搭载了 H012 (S)工作头的模
组,并进行优化处理。机器会判断最合适的应用并进行生产。
限制事项
在 6 吸嘴应用中使用的吸嘴头固定为 A、C、E、G、I、K。如果将这些吸嘴头设定成吸嘴头
跳过,就无法进行生产。
应用 对应的元件尺寸
12 吸嘴应用 0402 ~□ 5 mm
6 吸嘴应用 □ 5 mm ~ 7.5 mm
4. 生产 QD027-17
150 NXT 系统手册
4.10.29 对应了电路板送出顺序的设定 (NXT V4.20 以后版本)
在进行双通道生产时,可以从以下 2 个中选择通道 1 和通道 2 所生产的电路板向后工序送出
的顺序。
·[ 在可生产的通道中进行生产后送出电路板 ]
·[ 必须先送出先取入的电路板 ]
初始设定为 [ 在可生产的通道中进行生产后送出电路板 ],各自通道中所取入的电路板在生
产完成后就被送出。此时,如果因料尽等的原因而中断了一侧通道的生产时,由于另一侧通
道继续生产,因此不能保证生产线平衡。
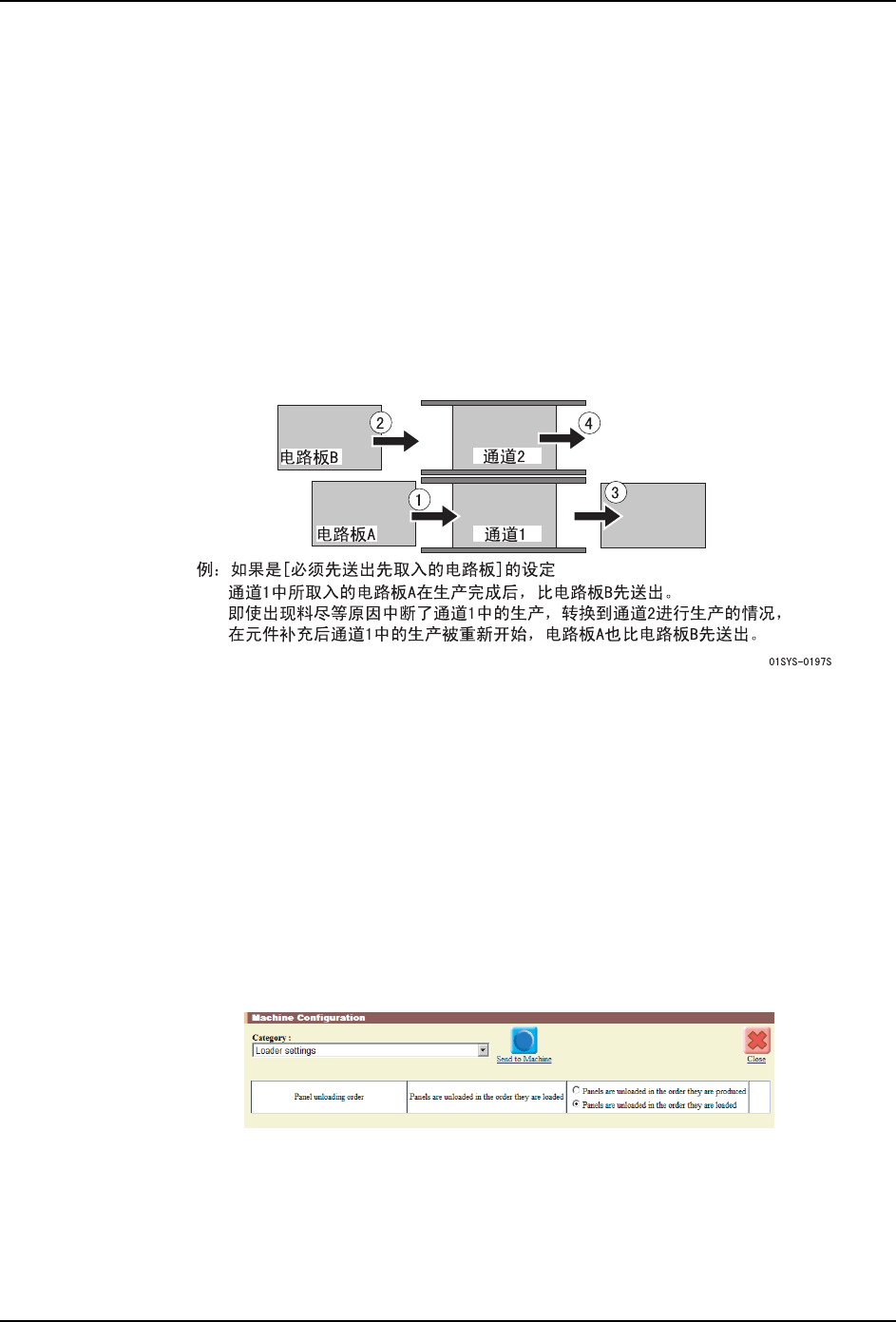
如果选择了 [ 必须先送出先取入的电路板 ] 时,由于是按照取入顺序送出电路板,因此能够
保证通道 1 和通道 2 间的生产线平衡。
请结合生产形态,设定电路板的送出顺序。
电路板送出顺序的设定步骤
1. 在附加软件中进行电路板搬运设定。
a. 请启动附加软件。
b. 从 [ 在线监视器 ] 画面上选择对象机器的名称。
c. 直接输入用户 ID,或者通过选择框指定。
d. 正确输入密码后点击 [ 注册 ]。
e. 从菜单中选择 [ 机器功能设定 ]。设定画面被显示。
f. 从下拉式菜单中选择 [ 电路板搬运设定 ]。
g. 选择电路板的送出顺序。
h. 如果有其他的设定,请进行设定,然后点击 [ 设定到机器 ]。
i. 设定内容被发送到机器后,请点击 [ 关闭 ]。
01SYS-0198E