NXT 系统手册 QD027-17.pdf - 第168页
4. 生产 QD027-17 152 NXT 系统手册 MEMO:
QD027-17 4. 生产
NXT 系统手册 151
备注 ) 初始设定为 [ 在可生产的通道中进行生产后送出电路板 ]。[ 必须先送出先取入的电路板 ] 的
设定即使是传送模式和故障时应用也有效。
动作的特征
按照各自的设定,说明动作的特征。
备注 ) 在进行双模组生产的机器上如果选择了 [ 必须先送出先取入的电路板 ] 时,只进行电路板的送
出等待控制。不进行按 PP 周期的通道切换。
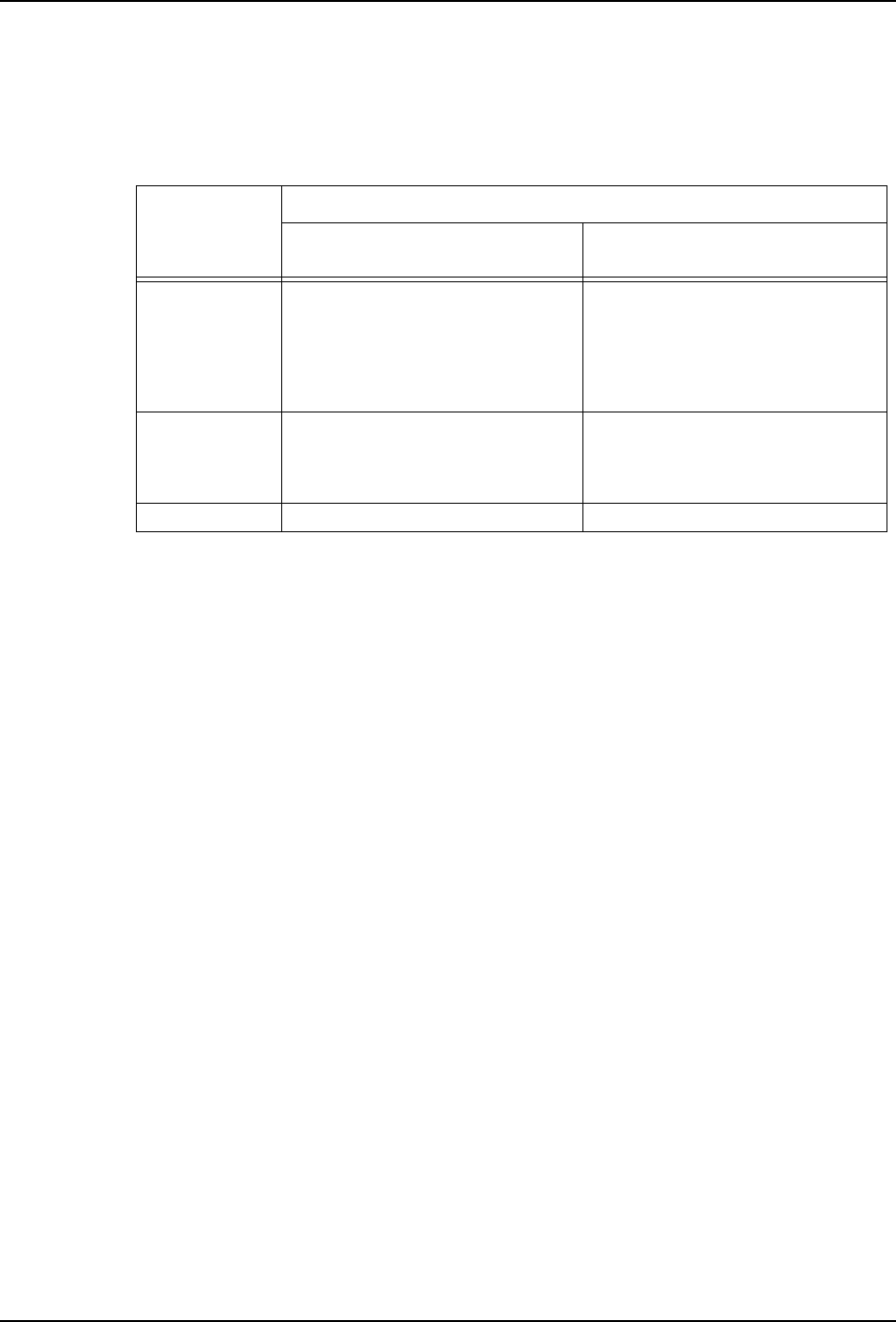
动作
设定值
在可生产的通道中进行生产后送
出电路板
必须先送出先取入的电路板
按 PP 周期的通
道切换控制
在进行先取入的生产中,当发生料尽
时,就会在后取入的电路板的通道中
开始生产。
即使进行了元件补充,在后取入的电
路板的通道中发生料尽或完成生产之
前,不会返回到原通道中的生产。
在进行先取入的生产中,当发生料尽
时,就会在后取入的电路板的通道中
开始生产。
当进行了元件补充后,就会按照 PP
周期时间中断后取入的电路板的生
产,并返回到原通道中的生产。
电路板的送出等
待控制
依次送出完成了生产的电路板。 按照取入顺序,送出电路板。
后取入的电路板即使完成了生产,也
要等到先取入的电路板被送出后才送
出。
有效的生产形态 同名 Job 下的双通道生产 异名 Job 的双通道生产

4. 生产 QD027-17
152 NXT 系统手册
MEMO:

QD027-17 5. 换线
NXT 系统手册 153
5. 换线
5.1 换线的必要项目
机器自我判断生产准备是否齐备。在启动机器后,当按下 START 按钮后,就会开始校正。必
要时显示换线向导画面。
请根据向导进行更换作业。需要进行多个更换作业时,当 1 个作业完成后,画面就会转换到
其他的更换向导画面。
当所有的更换作业完成后,机器再次返回到 START 等待的状态。