00194569-02 - 第181页
Kasutusjuhend SIPLA CE HS-60 7 Jaama laiendamine Tarkvara vers ioon SR.503.xx 07/2003 EE väljaanne 7. 10 SIPLACE tootlikkus t suurendav tõsteseade 181 7.10 SIPLACE tootlikkust suurenda v tõsteseade 7.10.1 Para lleelse la…
7 Jaama laiendamine Kasutusjuhend SIPLACE HS-60
7.9 Komponentide andur Tarkvara versioon SR.503.xx 07/2003 EE väljaanne
180
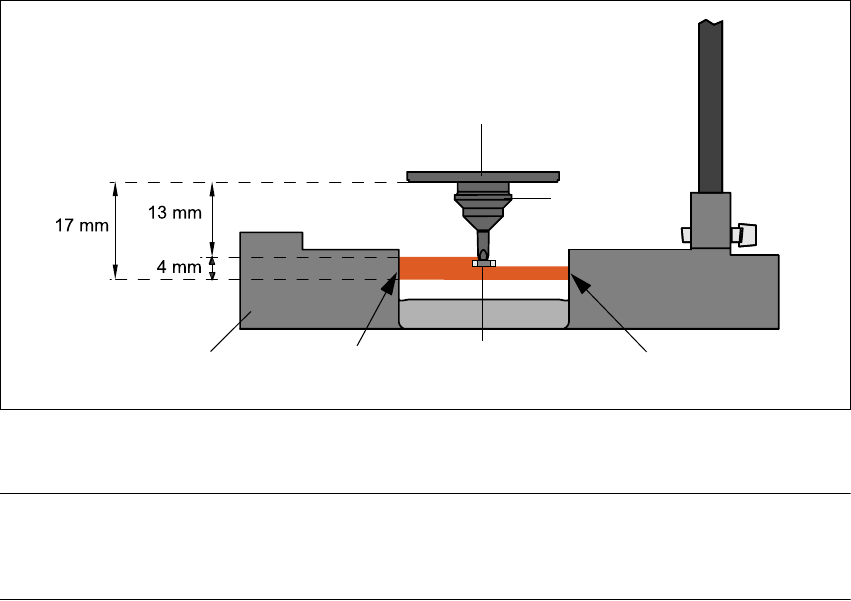
7.9.2 Mõõtmistingimused
Õigete mõõtmistulemuste saamiseks peavad olema täidetud järgmised tingimused:
– valguskiir peab kalibreerimisprotsessi käigus puutuma tühja imiotsaku otsa;
– imiotsaku ots koos komponendiga peab olema infrapunakiire sees;
– imiotsaku pikkus peab olema vähemalt 13 mm;
– imiotsaku pikkus + komponendi kõrgus + tolerants < 17 mm.
Toodud tingimuste täitmisel on võimalik määrata komponendi olemasolu või puudumist ning
mõõta komponendi kõrgust.
Minimaalne mõõdetavate kõrguste erinevus on 100 µm.
7
Joon. 7.9 - 3 Komponentide andur, tööpõhimõte
7
MÄRKUS 7
Kui laote 0201 komponente imiotsakuga 906, siis tuleb kasutada komponentide andurit, kuna
vaakuumi mõõtmine pole sellisel juhul võimalik. 7
Väikeste komponentide (nt 0402 või 0603) ladumisel võimaldab komponentide andur suurendada
ka dpm-kiirust.
Pange tähele, et korpuste kuju nimekirjast komponentide valimisel anduri abil saab komponente
laduda ainult konponentide anduriga varustatud masinatega.
Inkrementaalketas
Komponent
Imiotsak
Infrapunane LED FototransistorKomponentide anduri
ristlõige
Kasutusjuhend SIPLACE HS-60 7 Jaama laiendamine
Tarkvara versioon SR.503.xx 07/2003 EE väljaanne 7.10 SIPLACE tootlikkust suurendav tõsteseade
181
7.10 SIPLACE tootlikkust suurendav tõsteseade
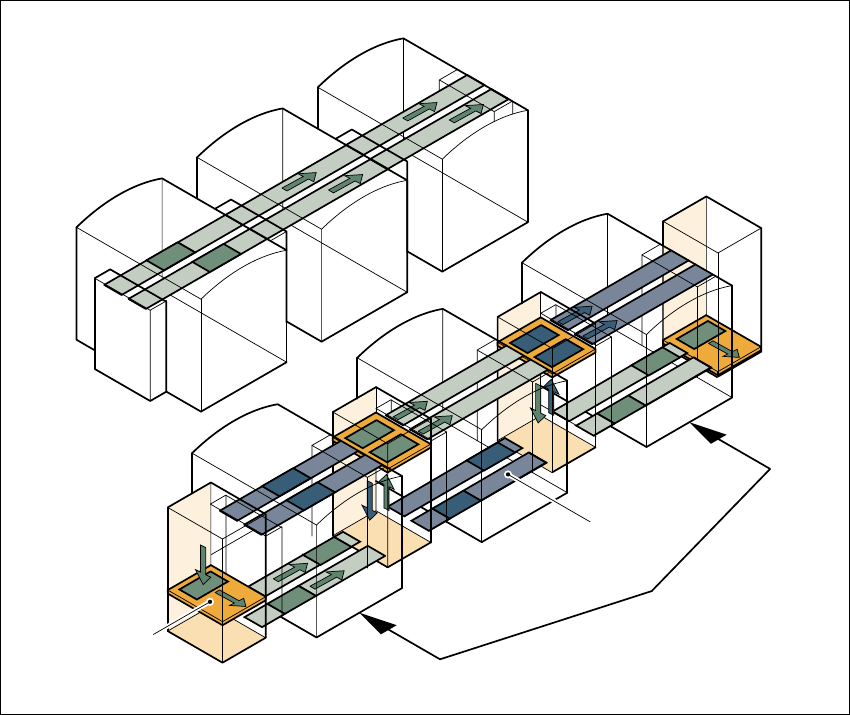
7.10.1 Paralleelse ladumise kontseptsioon
Üldreeglina paigaldatakse ladumismasinad tootmisliini jadamisi. Ladumisprogrammi protseduure
täidetakse üksteise järel, transportides trükiplaati järgemööda ühelt masinalt teisele. See
tähendab trükiplaadi ladumise jaotamist mitme masina vahel.
7
Joon. 7.10 - 1 Järjestikuste ja paralleelsete liinide võrdlus
Masinate paralleelsel ühendamisel liidetakse üksikute masinate poolt paigaldatavad
komponendid. Ühesuguse ladumisprogrammi järgi töötab mitu masinat. Kõik komponendid
laotakse ühe masinaga (masinate järjestikusel ühendamisel tuleks need laduda mitmel masinal).
Kui ühel masinal lõppevad komponendid, liiguvad trükiplaadid teise sama programmiga
masinasse. Selliseid ühtesid ja samu komponente laduvaid masinaid nimetatakse grupiks või
"klastriks".
Järjestikune liin
Paralleelne liin
Põrandakonveier
Grupp (klaster)
Horisontaalne/
vertikaalne tõstmine
7 Jaama laiendamine Kasutusjuhend SIPLACE HS-60
7.10 SIPLACE tootlikkust suurendav tõsteseade Tarkvara versioon SR.503.xx 07/2003 EE väljaanne
182
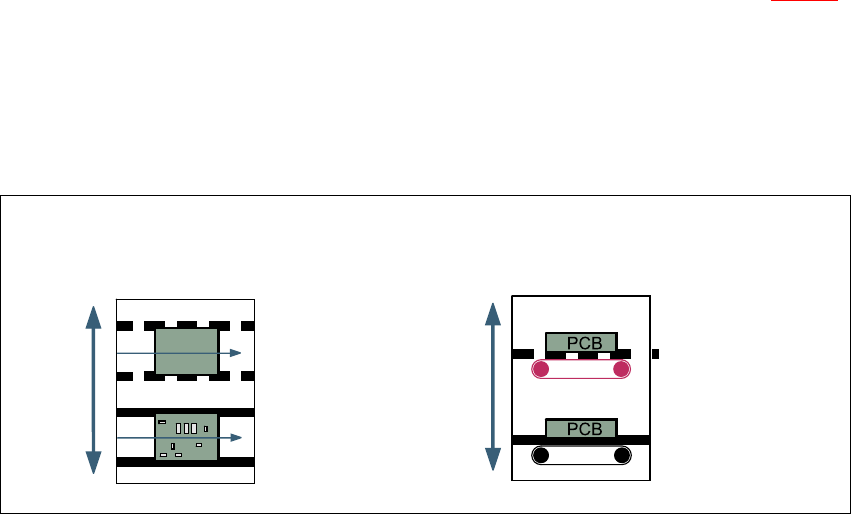
7.10.2 Paralleelse ladumise korraldamine
Paralleelselt töötavate masinatega liinid võtvad märksa rohkem ruumi, sest paralleelsete
masinate kontseptsioon teostatakse põrandakonveierite abil ning trükiplaatide horisontaalse ja
vertikaalse tõstmise abil (HV-süstik). Masinad võivad asuda küll järjestikku, kuid tõsteseadmete
ja põrandakonveierite abil võivad nad töötada paralleelselt. Sellisel juhul jäävad SIPLACE liinid
peaaegu sama kompaktseks nagu varem.
Põrandakonveier
Tühju või laotud trükiplaate transporditakse kahe konveieririhma abil masinate all (joon. 7.10 - 1).
Horisontaalne/vertikaalne tõsteseade (horisontaalne/vertikaalne süstik)
Liini alguses, masinate vahel ja liini lõpus kasutatakse HV-süstikut. Selle abil toimub trükiplaatide
transportimine põrandakonveieri taseme ja ladumistaseme vahel ning põrandakonveieri kahe
lindi vahel.
7
Joon. 7.10 - 2 Horisontaalne / vertikaalne süstik (HV-süstik), konveieri radade vahetamine ja
tõstmisfunktsioon
Horisontaalne konveier
HV-süstik
tõstmisfunktsioon
Vertikaalne konveier
Ladumata
Laotud
Standardse
konveieri kõrgus
Põrandakonveieri
nivoo
HV-süstik
koneieri raja muutmine