YSP20_Users_K.pdf - 第149页
5-21 5 ● 롤링 / 오버 스 트 트 로 크의 관계에 대해서 극단적으로 롤링 스트 로크 를 짧게 하고 , 오버 스트로크를 길게 하 면 , 스퀴 지가 솔더의 바로 위에 내 려 옵니 다 . 롤링 스트로크 는 오버 스트로크 + α 의 여 유를 보고 입 력 해 주십시 오 . 또 , 롤링 스트로크 와 오버 스트로크의 합계 가 50 mm 를 넘으 면 , 하기 의 컨 베 이어 에서 벗어 나 므로 , …
5-20
5
C. 편도 / 왕복
「편도」인쇄를 할지 「왕복」인쇄를 할지 선택합니다 .
D. 왕복 인쇄조건
인쇄조건을「왕복동일 지정」 으로 할지「왕복별 지정」으로 할지 지정합니다 . 「왕복동일 지정」으로 한 경우 전진
•
후진
모두
「전진 스퀴지속도」「전진 스퀴지 인쇄압력」의 설정치가 사용되며「후진 스퀴지속도」「후진 스퀴지 인쇄압력」은
무효가 됩니다 .
E,G. 전진 스퀴지속도 (mm/ 초) , 후진 스퀴지속도 (mm/ 초)
전진과 후진 스퀴지의 인쇄 이동속도를 설정합니다 . 마스크상의 솔더 스크랩 상태를 보면서 최적의 속도로 설정해 주십시
오 . 속도가 너무 빠르면 스크랩 불량이나 , 마스크 아랫면으로 솔더가 스며 들어가는 원인이 됩니다 .
F,H. 전진 스퀴지 인쇄압력 (N) , 후진 스퀴지 인쇄압력 (N)
솔더 인쇄를 할때의 전진과 후진 스퀴지의 하중을 설정합니다 . 마스크상의 솔더 스크랩 상태를 보면서 최적의 인쇄압력을
설정해 주십시오 . 솔더를 긁어낼 수 있는 범위내에서 낮게 설정해 주십시오 . 스퀴지 속도가 빠를수록 큰 인쇄압력이 필요
합니다 .
J. 솔더 공급 간격 ( 장)
한번의 솔더공급으로 몇장의 기판을 인쇄할지 설정합니다 . 솔더 공급량과 인쇄에 사용하는 양에 따라 설정해 주십시오 .
K. 스퀴지 롤링 스트로크 (mm)
스퀴지가 마스크면상에 하강한 위치에서 인쇄할 기판의 선단까지의 거리 (mm) 를 지정합니다 . 보통은 40~45mm 로 설정
해 주십시오 .
스퀴지 롤링 스트로크
솔더
기판
컨베이어부
마스크 표면
스퀴지 롤링 스트로크
스퀴지
67513-N3-00
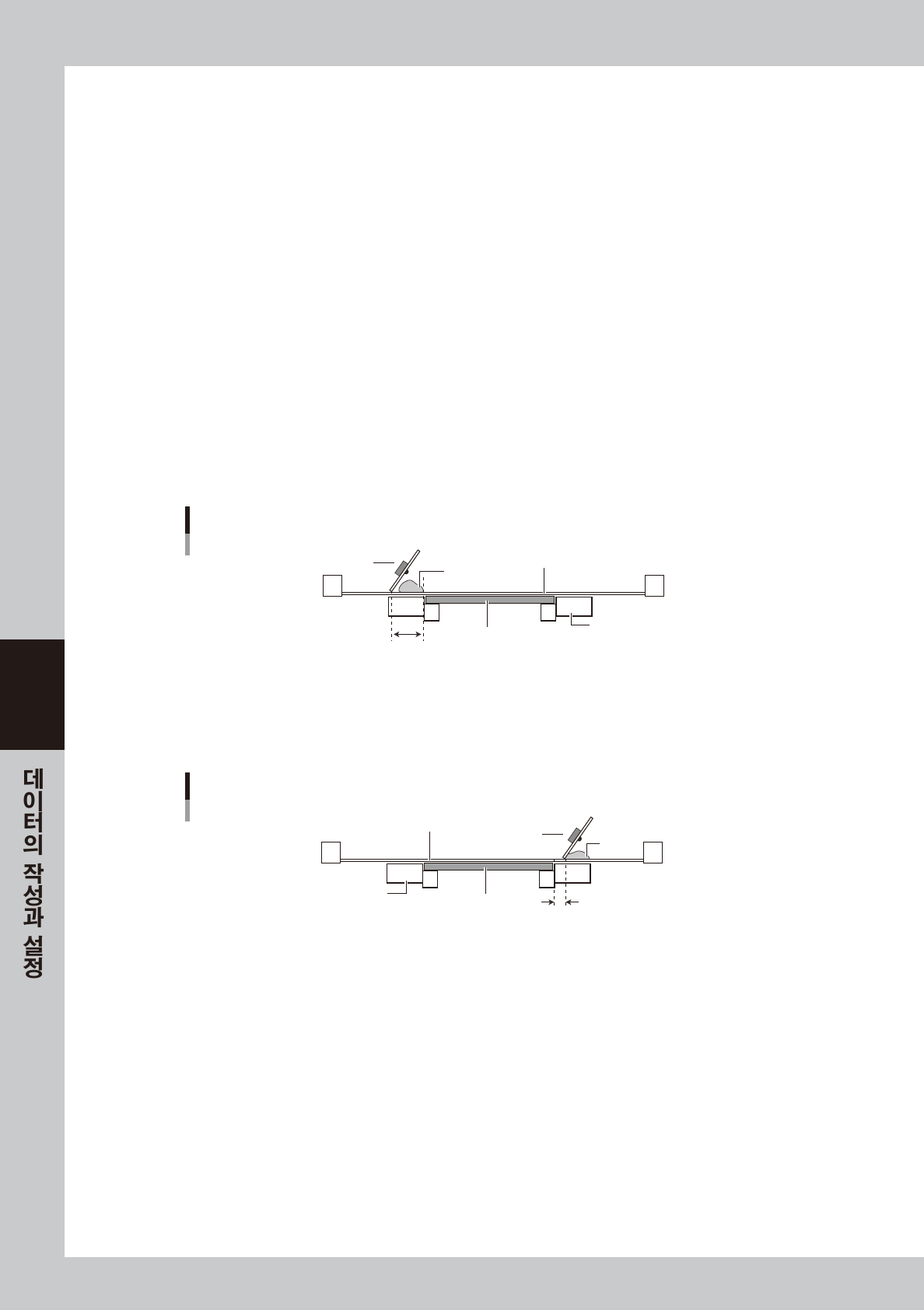
L. 스퀴지 오버 스트로크 (mm)
인쇄한 기판의 선단에서 스퀴지가 인쇄를 마치고 마스크 표면으로부터 떨어지는 위치까지의 거리 (mm) 를 지정합니다 .
보통은 5~10mm 로 설정해 주십시오 .
스퀴지 오버 스트로크
솔더
기판
컨베이어부
마스크 표면
스퀴지 오버 스트로크
스퀴지
67514-N3-0 0
5-21
5
● 롤링 / 오버 스트트로크의 관계에 대해서
극단적으로 롤링 스트로크를 짧게하고 , 오버 스트로크를 길게 하면 , 스퀴지가 솔더의 바로 위에 내려옵니다 .
롤링 스트로크는 오버 스트로크 + α의 여유를 보고 입력해 주십시오 . 또 , 롤링 스트로크와 오버 스트로크의 합계가
50mm 를 넘으면 , 하기의 컨베이어에서 벗어나므로 , 인쇄압력이 비정상으로 될 가능성이 있습니다 .
롤링/오버 스트로크의 관계
+α
기판
컨베이어부
롤링 스트로크
스퀴지
오버 스트로크
롤링 시작위치 하강
67515 -N3- 0 0
M. 전진 시작옵셋 (mm)
기판의 앞쪽 선단에서 얼마만큼 기판 내측으로 옵셋시킨 위치에서 전진 인쇄를 할지 그 옵셋량을 설정합니다 .
N. 후진 시작옵셋 (mm)
기판의 안쪽 선단에서 얼마만큼 기판 내측으로 옵셋시킨 위치에서 후진 인쇄를 할지 그 옵셋량을 설정합니다 .
n
요점
스퀴지 인쇄범위는 기본적으로 전진 시작옵셋과 후진 시작옵셋에서 정해진 기준위치 사이가 됩니다. 또한 「스퀴지 롤링 스트
로크」「스퀴지 오버 스트로크」파라미터를 상기의 인쇄범위에 대해서 설정할 수 있습니다 .
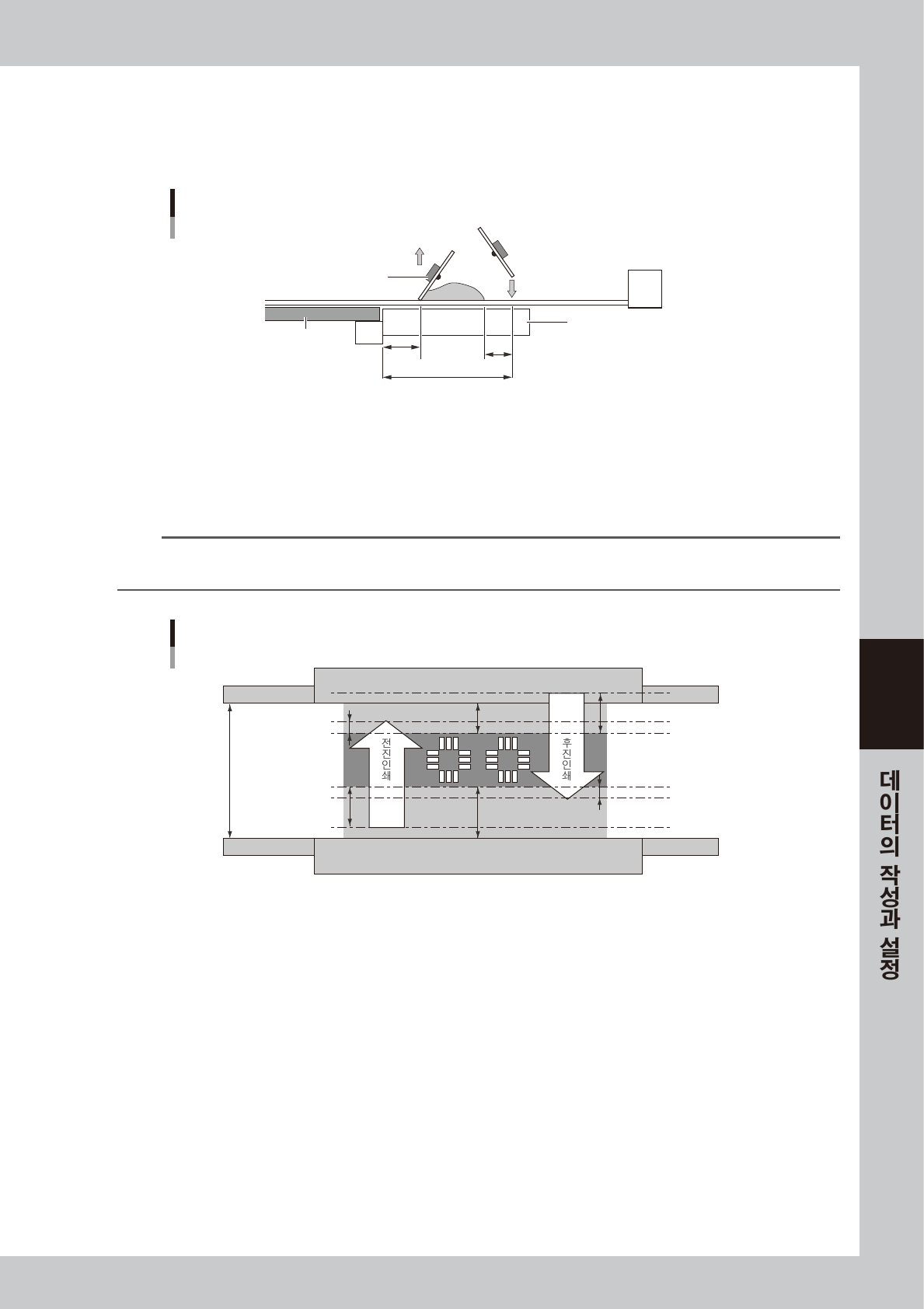
「전진 시작옵셋」「후진 시작옵셋」파라미터의 사용 예
기판사이즈 Y=130[mm]
오버 스트로크=10[mm]
후진 시작옵셋=30[mm]
전진 시작옵셋=50[mm]
롤링 스트로크=40[mm]
롤링 스트로크=40[mm]
오버 스트로크=10[mm]
67516-N3- 0 0
위 그림과 같이 기판사이즈 Y 가 130mm 의 기판에 대해 기판 앞쪽에서 50mm, 기판 안쪽에서 30mm 의 사이 ( 진한 음
영부 ) 에서 인쇄할 경우를 생각해 봅니다 . 솔더 Paste 폭을 안정시키기 위한 거리를 고려해서 롤링 스트로크를 40mm,
오버 스트로크를 10mm 로 하면 전진 인쇄시와 후진 인쇄시의 스퀴지 인쇄이동 범위는 위 그림의 화살표 부분이 됩니다 .
이 경우의 파라미터 설정은 아래와 같습니다 .
스퀴지 롤링 스트로크 (mm) 40.000
스퀴지 오버 스트로크 (mm) 10.000
전진 시작옵셋 (mm) 50.000
후진 시작옵셋 (mm) 30.000
O. 왕복 위치맞춤 옵셋
육안 확인옵셋을「왕복동일 지정」으로 할지「왕복별 지정」으로 할지 지정합니다 . 「왕복동일 지정」으로 할 경우 전진
•
후진 모두 「전진 위치맞춤 옵셋 X, Y, Z, R」의 설정치가 사용되고「후진 위치맞춤 옵셋 X, Y, Z, R」은 무효가 됩니다 .

5-22
5
P. 전진 위치맞춤 옵셋 X (mm)
장비의 앞쪽에서 안쪽으로 인쇄할 때 랜드패턴에 대해 X 방향의 위치 어긋남이 발생할 경우 이 옵셋치를 입력합니다 .
플러스방향으로 어긋날 때는 플러스치 , 마이너스 방향으로 어긋날 때는 마이너스치를 입력해 주십시오 .
Q. 전진 위치맞춤 옵셋 Y
장비의 앞쪽에서 안쪽으로 인쇄할 때 랜드패턴에 대해 Y 방향의 어긋남이 발생할 경우 이 옵셋치를 입력합니다 . 플러스방
향으로 어긋날 때는 플러스치 , 마이너스 방향으로 어긋날 때는 마이너스치를 입력해 주십시오 .
R. 전진 위치맞춤 옵셋 Z
장비의 앞쪽에서 안쪽으로 인쇄할 때 Z 방향의 보정을 할 경우 이 옵셋치를 입력합니다 . 보통 이 옵셋 Z 는 “0.000”으로
합니다 .
S. 전진 위치맞춤 옵셋 R (도 )
장비의 앞쪽에서 안쪽으로 인쇄할 때 랜드패턴에 대해 R 방향의 어긋남이 발생할 경우 이 옵셋치를 입력합니다 . 시계 반대
방향으로 어긋날 때는 플러스치 , 시계방향으로 어긋날 때는 마이너스치를 입력하십시오 .
T. 후진 위치맞춤 옵셋 X
장비의 안쪽에서 앞쪽으로 인쇄할 때 랜드패턴에 대해 X 방향의 위치 어긋남이 발생할 경우 이 옵셋치를 입력합니다 . 플러
스 방향으로 어긋날 때는 플러스치 , 마이너스 방향으로 어긋날 때는 마이너스치를 입력하십시오 .「왕복 위치맞춤 옵셋」
을 「왕복 동일」로 설정하면 이 옵셋은 무효입니다 .
U. 후진 위치맞춤 옵셋 Y
장비의 안쪽에서 앞쪽으로 인쇄할 때 랜드패턴에 대해 Y 방향의 위치 어긋남이 발생할 경우 이 옵셋치를 입력합니다 . 플러
스방향으로 어긋날 때는 플러스치 , 마이너스 방향으로 어긋날 때는 마이너스치를 입력해 주십시오 .
「왕복 위치맞춤 옵셋」을「왕복동일 지정」으로 설정하면 이 옵셋은 무효입니다 .
V. 후진 위치맞춤 옵셋 Z
장비의 안쪽에서 앞쪽으로 인쇄할 때 Z 방향의 보정을 할 경우 이 옵셋치를 입력합니다 . 보통 이 옵셋 Z 는 “0.000”으로
합니다 .「왕복 위치맞춤 옵셋」을「왕복동일 지정」으로 지정하면 이 옵셋은 무효입니다 .
W. 후진 위치맞춤 옵셋 R
장비의 안쪽에서 앞쪽으로 인쇄할 때 랜드패턴에 대해 R 방향의 위치 어긋남이 발생할 경우 이 옵셋치를 입력합니다 . 시계
반대방향으로 틀어질 때는 플러스치 , 시계방향으로 틀어질 때는 마이너스치를 입력해 주십시오 .「왕복 위치맞춤 옵셋」을
「왕복동일 지정」으로 지정하면 이 옵셋은 무효입니다 .
w. 스퀴지 상승속도 (%)
일반적으로「표준」으로 설정합니다 . 스퀴지의 상승속도를 변경할 경우는 , 솔더의 형상을 확인한 후에 설정해 주십시오 .
X. 퇴피위치 지정
스퀴지 헤드의 퇴피위치를 지정합니다 . 보통「표준위치 지정」으로 합니다 . 생산기판에 따라 스퀴지 헤드의 대기위치를
변경할 때는 「기판별 지정」으로 하고 「퇴피위치 SY, SZ」를 지정합니다 .
Y,Z. 퇴피위치 SY, SZ
스퀴지 헤드의 퇴피위치를「기판별 지정」으로 할 경우 그 위치 (SY) 와 높이 (SZ) 를 지정합니다 .
f. 탈착위치 지정
스퀴지 헤드의 탈착위치를 지정합니다 . 일반적으로「표준위치 지정」으로 합니다 . 생산기판에 따라 스퀴지 헤드의 탈착위
치를 변경할 때에는「기판별 지정」으로 해서 ,「탈착위치 SY, SZ」를 지정합니다 .
g,h. 탈착위치 SY, SZ
스퀴지 헤드의 탈착위치를「기판별 지정」으로 했을 경우 , 그 위치 (SY) 와 높이 (SZ) 를 지정합니다 .
참고
위치맞춤 옵셋량의 해석 방법에 대해서는 본 장「9. 테스트 인쇄를 한다」를 참조해 주십시오 .