YSP20_Users_K.pdf - 第193页
6-17 6 마크인 식 C T( 초 ) 이 기판의 피 듀셜 마크 등의 인 식에 걸 린 시 간 마스크 마크인 식 CT( 초 ) 이 기판을 생산하는데 마 스크의 피듀셜 마크 인식에 걸린 시 간 검사시간 ( 초 ) 이 기판의 인쇄검사에 걸 린 시간 ( 인쇄검 사기 능을 겸 비한 경우 ) 클 리닝시 간 ( 초 ) 이 기판의 생산 중에 클리 닝에 걸린 시간 마크 인식 에러횟 수 이 기 판의 생산중 에…
6-16
6
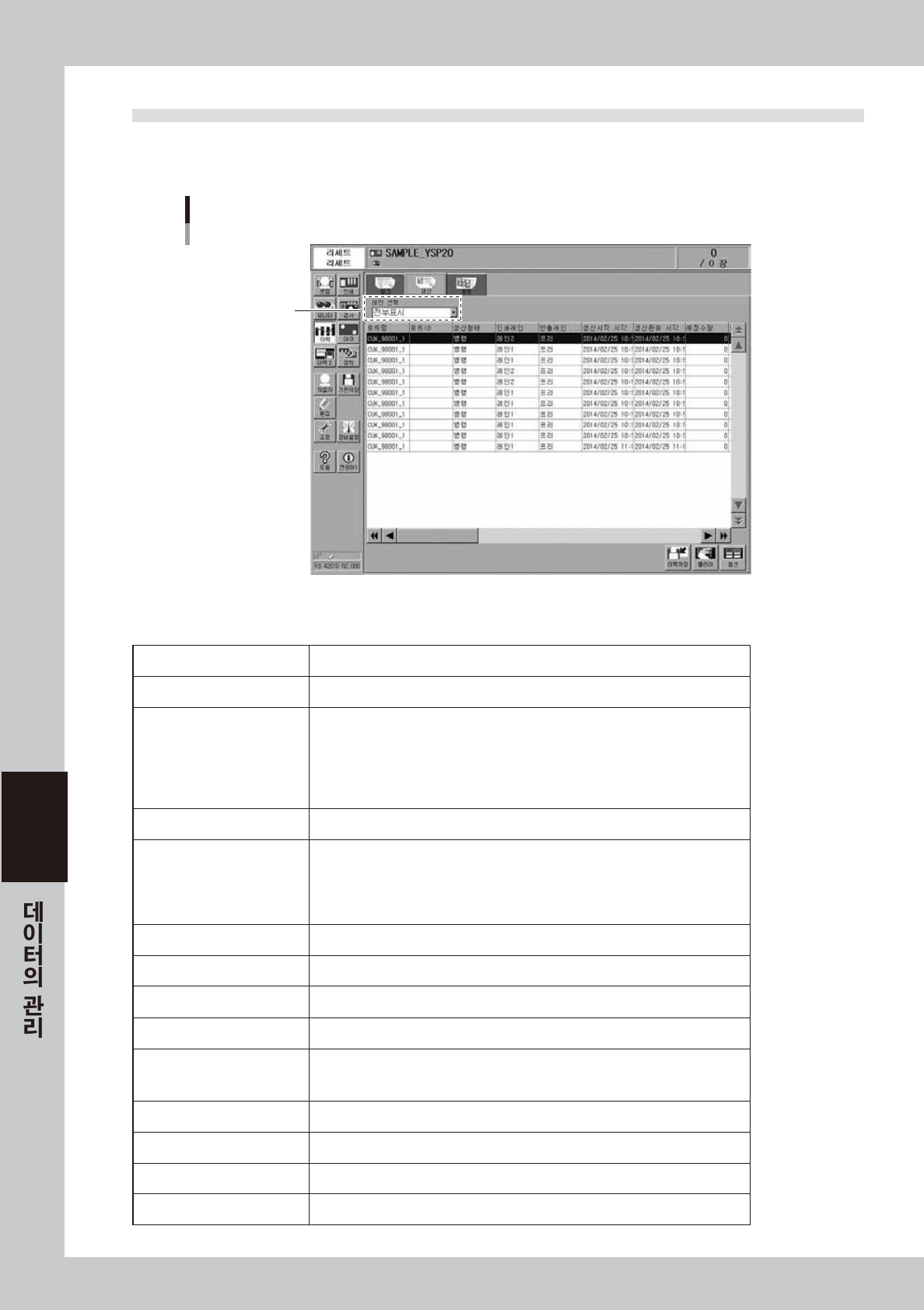
3.2 이력:생산
본 장비로 생산한 각 기판별 생산결과를 표시합니다. 1장의 기판에 대해 1행의 데이터로 되어 있습니다.
최대 1000 행까지 저장됩니다. 화면 우측 하단에 있는 버튼의 기능은「로그」탭 화면과 동일합니다.
[이력] ー「생산」탭 화면
레인 선택
68615 - N3- 00
각 항목의 내용은 아래와 같습니다 .
로트명 기판을 생산한 기판데이터명
로트 ID 기판을 생산한 기판데이터의 코멘트
생산형태
이 생산에서의 생산형태입니다 .
미설정 : 설정되어 있지 않다
한쪽 : 한쪽 인쇄로 생산되었다
병행 : 병행 인쇄로 생산되었다
순차 : 순차 인쇄로 생산되었다
교호 : 교호 인쇄로 생산되었다
인쇄레인 이 생산 로그를 출력한 레인번호입니다 .
반출레인 설정
이 생산에서의 반출레인 설정입니다 .
프리 : 기판 데이터를 읽어들인 레인으로 반출되었다
레인 1: 레인 1 로 반출되었다
레인 2: 레인 2 로 반출되었다
하류측 요구 : 하류측으로부터 요구된 레인으로 반출되었다
생산시작 시각 기판의 생산을 시작한 시각
생산완료 시각 기판의 생산을 완료한 시각
예정수량 이 기판의 생산시에 설정되어 있던 생산예정 수량
로트내 연번 로트 내에서 이 기판이 생산된 순서
완료 플래그
0: 기판생산이 완료되었다
1: 도중에 리셋 등을 실행해서 기판생산이 완료되지 않았다
2: 인쇄후에 리셋 등을 실행해서 기판의 생산이 완료되지 않았다
인쇄시간 ( 초 ) 이 기판 인쇄에 걸린 시간
반송 CT( 초 ) 이 기판 반송에 걸린 시간
상류대기 CT( 초 ) 이 기판의 생산중에 상류기에 의해 대기상태로 되었던 시간
하류대기 CT( 초 ) 이 기판의 생산중에 하류기에 의해 대기상태로 되었던 시간
6-17
6
마크인식 CT( 초 ) 이 기판의 피듀셜 마크 등의 인식에 걸린 시간
마스크 마크인식 CT( 초 ) 이 기판을 생산하는데 마스크의 피듀셜 마크 인식에 걸린 시간
검사시간 ( 초 ) 이 기판의 인쇄검사에 걸린 시간 ( 인쇄검사기능을 겸비한 경우 )
클리닝시간 ( 초 ) 이 기판의 생산중에 클리닝에 걸린 시간
마크인식 에러횟수 이 기판의 생산중에 마크인식 에러가 발생한 횟수 ( 재실행을 포함 )
반송 에러횟수 이 기판의 생산중에 반송에러가 발생한 횟수
그 밖의 에러횟수 이 기판의 생산중에 발생한 기타 에러횟수
에러정지 횟수 이 기판의 생산중에 에러가 발생해서 장비가 정지한 횟수
에러정지 시간 ( 초 ) 이 기판의 생산중에 에러가 발생하고 클리어 될 때까지 장비가 정지되었던 시간
에러복구 시간 ( 초 ) 이 기판의 생산중에 에러표시가 클리어되고 장비가 가동할 때까지 걸린 시간
작업자 정지시간 ( 초 ) 생산중에 장비가 작업자의 작업에 의해 정지한 시간
다른레인 대기시간 ( 초 ) 생산중에 해당 레인이 다른 레인의 동작에 의해 대기되었던 시간
인쇄검사
인쇄검사 기능을 갖춘 장비의 경우는 아래의 이력을 기록합니다 .
0: 인쇄검사 OK
1: 인쇄검사 NG
기판 틀어짐 체크
0: 기판틀어짐 체크 OK
1: 기판틀어짐 체크 NG
기판반출
0: 기판을 꺼내지 않음
1: 기판을 꺼냄
기판투입
0: 기판을 투입하지 않음
1: 기판을 투입함
이중인쇄 피드백
0: 이중인쇄 피드백을 실행하지 않음
1: 이중인쇄 피드백을 실행함
클리닝 피드백
0: 클리닝 피드백을 실행하지 않음
1: 클리닝 피드백을 실행함
롤링 폭
이 기판의 인쇄후의 롤링 폭의 측정결과
PSC 기능을 사용하고 있을 때만 출력됩니다 .
에러가 발생했을 경우는 , 초기값을 출력합니다 .
솔더 공급량
이 기판의 인쇄후의 솔더 공급량
PSC 기능을 사용하고 있을 때만 출력됩니다 .
에러가 발생했을 경우는 , 초기값을 출력합니다 .
기판 ID 생산한 1 장의 기판마다의 개별번호 ( 기판 ID)
6-18
6
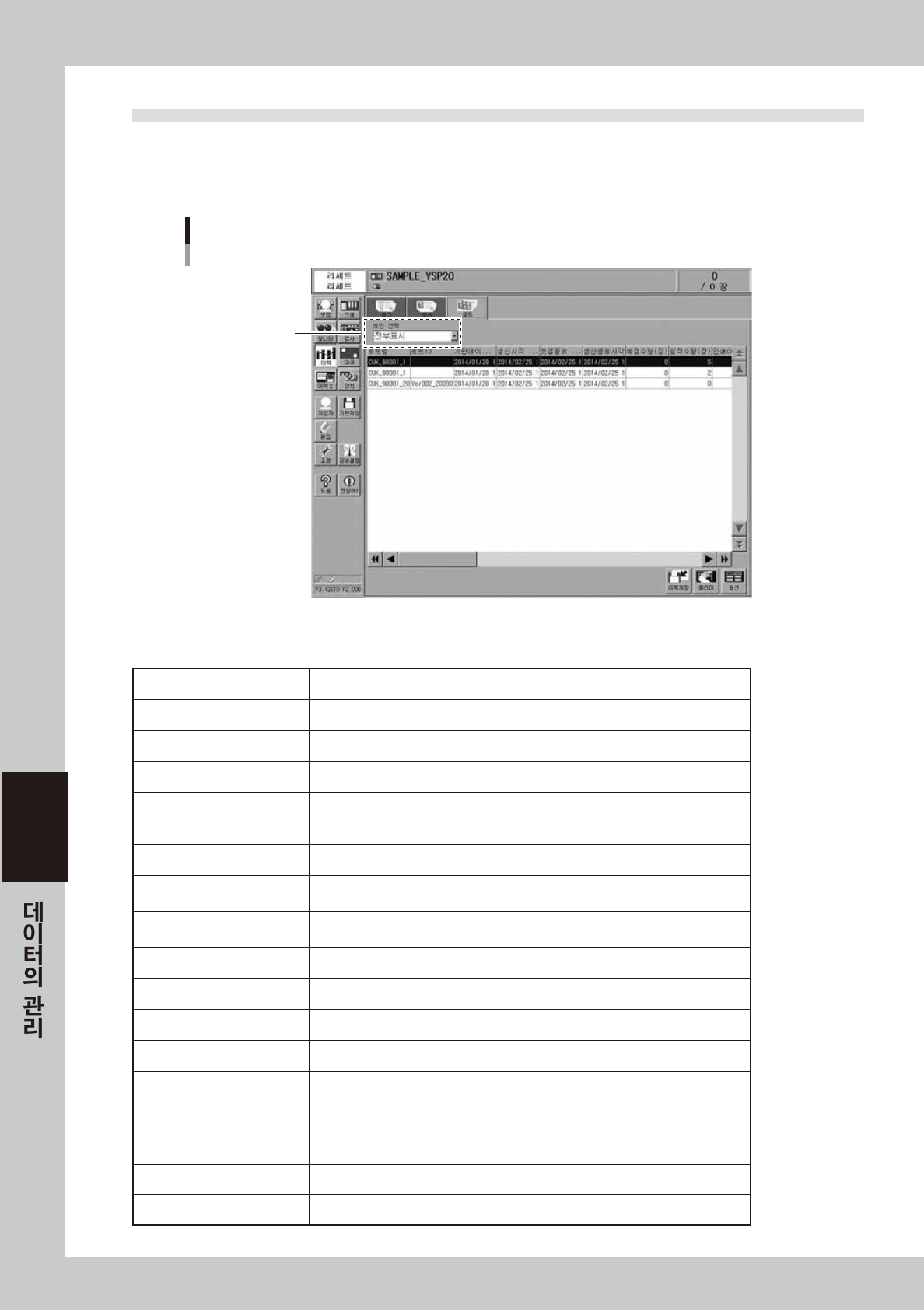
3.3 이력:로 트
기판데이터를 로드한 후, 다음 생산 기판데이터로 전환할 때까지를 1 로트로서, 각 로트마다 생산결과를
집계한 정보를 표시합니다. 1 로트에 대해 1데이터 행으로 되어 있습니다. 최대 1000 행까지 저장됩니다.
화면 우측 하단에 있는 버튼의 기능은「로그」 탭 화면과 동일합니다.
[이력] ー「로트」탭 화면
레인 선택
68616 -N3- 00
각 항목의 내용은 다음과 같습니다 .
로트명 로트를 생산한 기판데이터명
로트 ID 로트를 생산한 기판데이터의 코멘트
기판데이터 갱신 일시 로트의 생산에서 사용한 기판데이터를 마지막에 변경하고 저장한 일시
생산시작 시각 생산 전환을 실시하고 생산을 시작한 시각
셋업종료 시각
셋업을 종료하고 제일 처음「START」버튼을 눌러서 자동운전을 시작한 시각
( 단 , 데이터 에러 등으로 운전 시작이 안될 경우는「START」버튼을 눌러도 셋업
종료 시각으로 되지 않습니다 .)
생산종료 시각 그 다음 생산 기판데이터로 전환한 시각 , 또는 전원 종료처리를 한 시각
예정수량 ( 장 )
로트에 지정되어 있던 생산 예정수량
( 생산 도중에 예정수량를 변경한 경우는 변경한 수량이 표시됩니다 .)
실적수량 ( 장 )
생산 종료시간까지 실제로 생산을 완료한 기판수량
( 생산 미완료 기판은 카운트되지 않습니다 .)
인쇄 CT/ 장 MAX 로트 중 가장 긴 기판 인쇄시간
인쇄 CT/ 장 MIN 로트 중 가장 짧은 기판 인쇄시간
인쇄 CT/ 장 AVE 로트의 기판 1 장당 평균 인쇄시간
반송 CT/ 장 MAX 로트 중 가장 길었던 기판 반송시간
반송 CT/ 장 MIN 로트 중 가장 짧았던 기판 반송시간
반송 CT/ 장 AVE 로트의 기판 1 장당 평균 반송시간
상류대기 CT/ MAX 로트 중 가장 길었던 상류측에 의한 대기시간
상류대기 CT/ MIN 로트 중 가장 짧았던 상류측에 의한 대기시간
상류대기 CT/ AVE 로트의 기판 1 장당의 상류측에 의한 평균 대기시간