YSP20_Users_K.pdf - 第82页
3-2 3 2. 각 데이 터 및 조건 의 설정 2 .1 부 자 재 • 셋업정보 부자재 ・ 셋업정보 1 2 3 4 8 q 6 [레인전환] 버튼 68 300- N 3-00 1 기판 사 이즈를 입 력 합 니다 . 인 쇄 할 기 판의 정 확한 사이즈 (X, Y 높이 ) 를 입 력합니 다 . X : 메 인 스톱 퍼 의 위치 가 설정 됩 니다 . Y : 컨베 이어 폭이 설 정 됩 니 다 . 높이 : 백…
3-1
3
1. 인쇄조건 추출의 흐름
양호한 인쇄를 실행하기 위한 조건추출 ( 데이터의 설정 ) 및 셋업작업에 관해서 플로우 형식으로 다음과 같이 표
시합니다 .
•
조건 추출을 실행하기 전에 , 기본적인 데이터의 입력 및 셋업작업이 완료되어 있어야 합니다 .
•
조건 추출로 인한 파라미터의 변경 결과는 , 솔더 / 마스크 상태에 따라서 다소 차이가 있습니다 .
•
제일 처음에는 디폴트값으로 인쇄를 하고 , 그 결과에서 서서히 조건을 추출하는 방법을 권장합니다 .
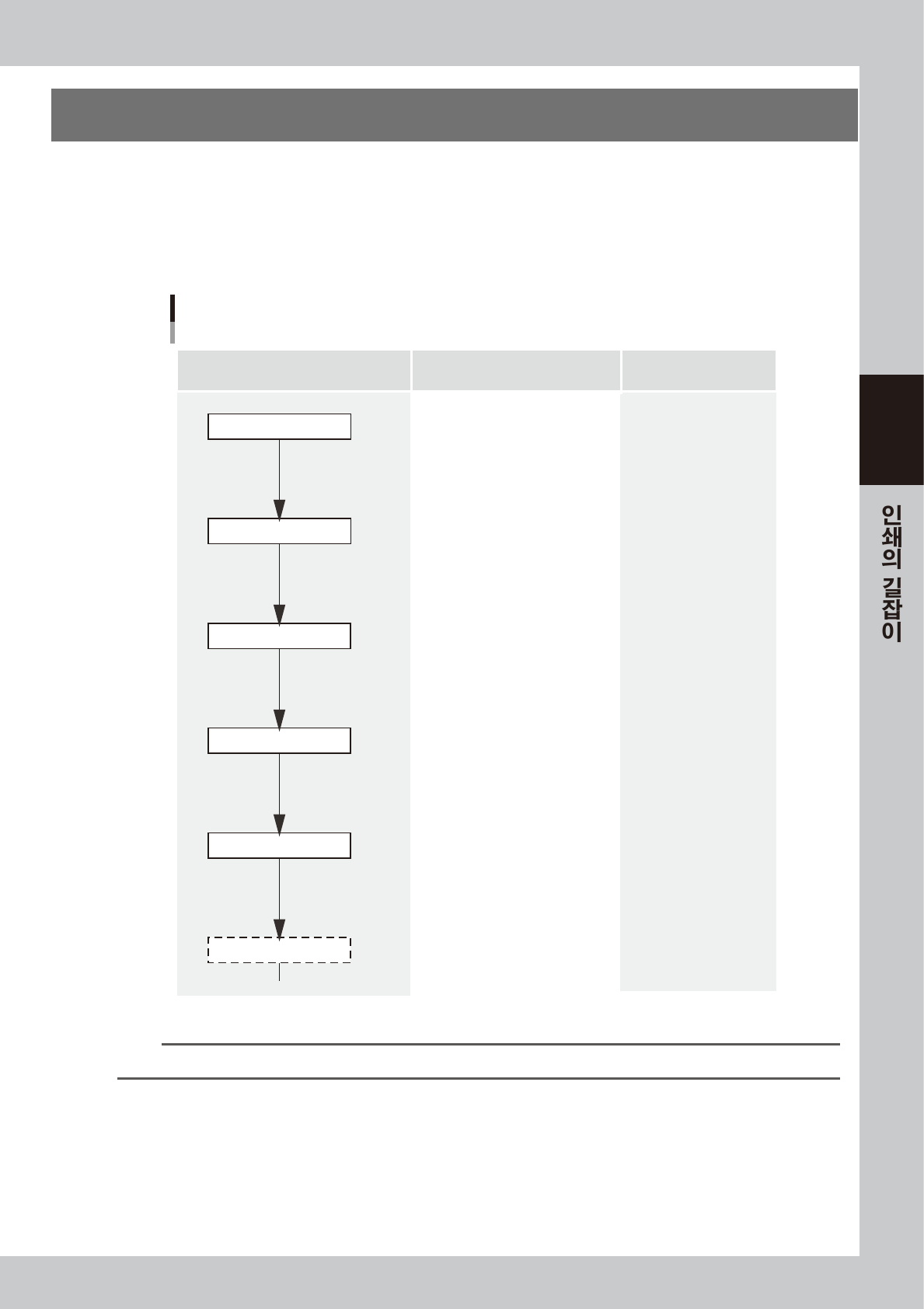
인쇄조건 추출의 흐름
작업내용 설정항목 관련 트러블
셋업작업
기판데이터의 입력
・위치맞춤 옵셋 X, Y, R
・기판 사이즈
・마스크 정보
・스퀴지 종류
・엣지클램프 프레셔
・피듀셜 위치좌표
・백업지그 세팅
・기판 고정상태 확인
・마크정보의 확인
인쇄 틀어짐
과납
브릿지
인쇄 틀어짐
솔더 늘어짐(꼬리)
솔더결함・마스크에 잔류솔더
과납・브릿지
소납
스크래핑 불량
충전부족
・인쇄압력
・스퀴지 속도
・어택각도
・판분리 속도
・판분리 거리
・위치맞춤 옵셋 Z
・솔더공급 간격
솔더결함・마스크에 잔류솔더
과납・브릿지
・클리닝 간격
・반복 횟수
・클리닝 속도
위치맞춤 옵셋
클리닝 조건
인쇄상태 확인
그래픽 위치맞춤
테스트 인쇄
롤링
67300-N3-00
n
요점
작업 순서의 상세한 내용이나 파라미터의 내용에 관해서는 , 본 장의 각 항목을 참조해 주십시오 .
3-2
3
2. 각 데이터 및 조건의 설정
2.1 부자재
•
셋업정보
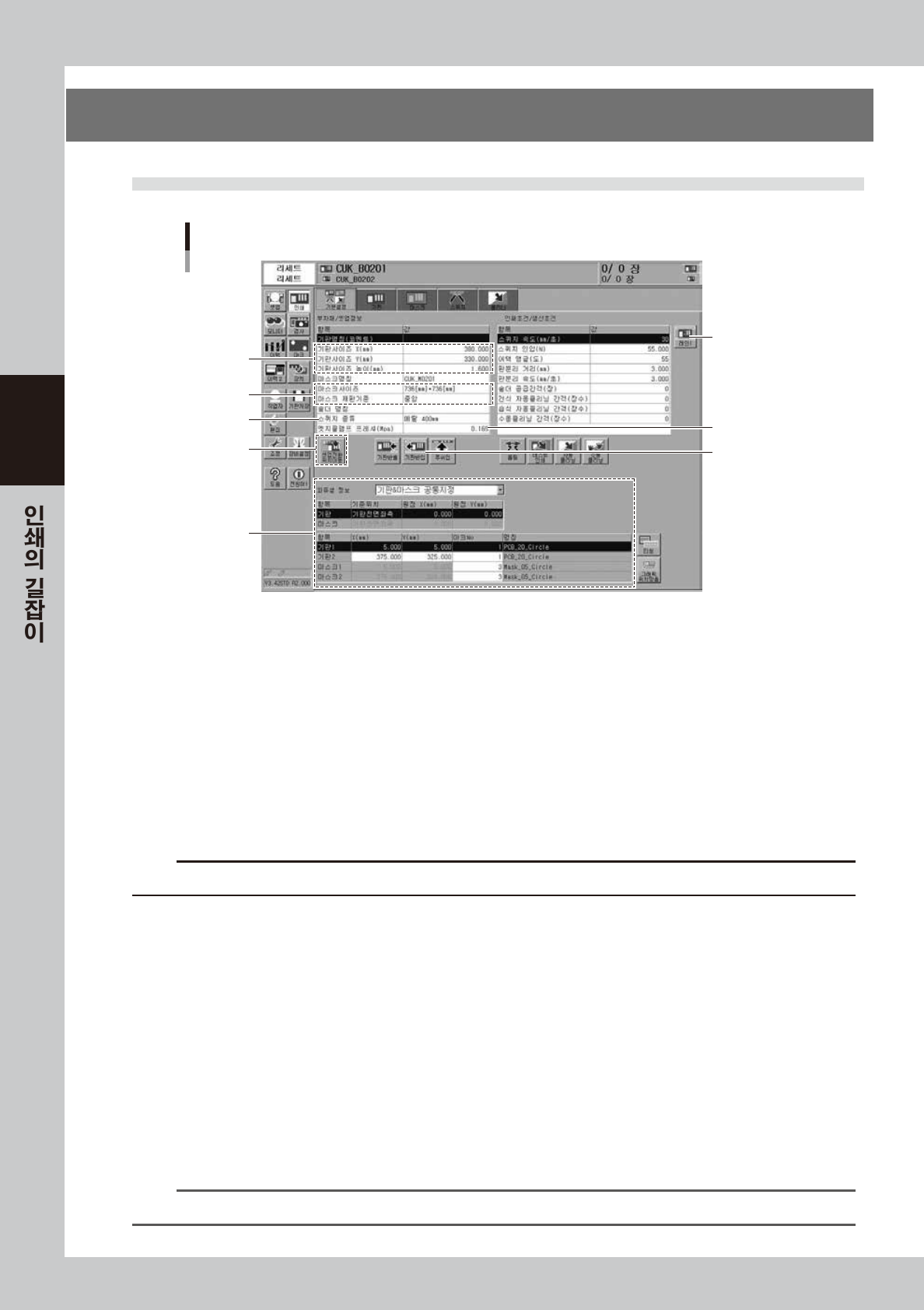
부자재・셋업정보
1
2
3
4
8
q
6
[레인전환] 버튼
68300-N3-00
1
기판사이즈를 입력합니다 .
인쇄할 기판의 정확한 사이즈 (X, Y 높이 ) 를 입력합니다 .
X : 메인 스톱퍼의 위치가 설정됩니다 .
Y : 컨베이어 폭이 설정됩니다 .
높이 : 백업 높이가 설정됩니다 .
2
마스크 정보를 입력합니다 .
1. 사용할 마스크의 사이즈를 선택합니다 .
2. 마스크 제판기준 ( 마스크 가공시의 기준위치 ) 을 선택합니다 .
c
주의
마스크 제판기준에는 특별한 제한은 없습니다 . 기판사이즈와 데이터를 선택한 레인에 따라서 택타임이 늘어날 경우가 있습니다 .
3
스퀴지 종류를 선택합니다 .
사용할 스퀴지의 종류와 사이즈를 선택합니다 . 각 스퀴지 타입에는 다음과 같은 특징이 있습니다 .
우레탄 스퀴지 : 인쇄압력이 너무 높으면 스퀴지가 변형되므로 , 패임이 발생한다 .
메탈 스퀴지 : 인쇄압력에 의해 스퀴지가 변형되지 않으므로 , 인쇄압력의 영향은 받지 않는다 .
4
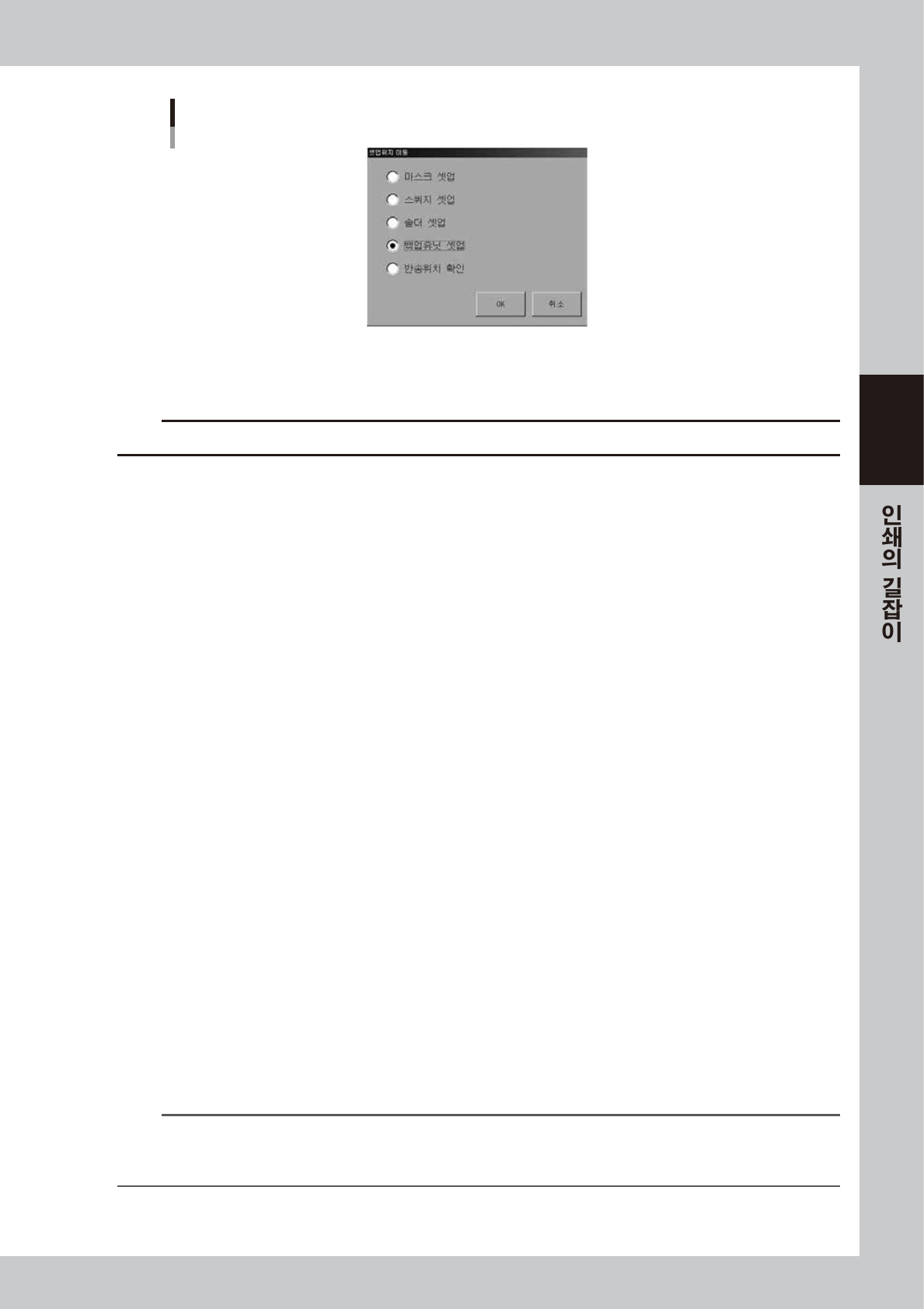
백업 지그를 세팅합니다 .
1. [ 셋업전환 위치이동 ] 버튼을 누릅니다 . 셋업할 항목을 선택해 주십시오 .
2. 백업핀을 배치할 경우는 ,「반송확인 위치」를 선택합니다 . 셋업위치로 이동해서 컨베이어 폭이 기판
사이즈에 대응해서 자동적으로 변경됩니다 .
3. 매트릭스 플레이트채 셋업전환할 경우는 ,「백업유닛 셋업」을 선택합니다 . 셋업위치로 이동해서 컨베
이어 폭이 최대폭으로 되므로 , 매트릭스 플레이트를 탈착할 수가 있습니다 .
n
요점
매트릭스 플레이트를 탈착할 경우는 , 안전을 확인하고 양손으로 단단히 잡아서 똑바로 탈착해 주십시오 .
3-3
3
「셋업위치 이동」대화창
68301-N3-00
4. DOOR LOCK 램프가 소등된 것을 확인하고 , 커버를 열어서 매트릭스 플레이트상에 백업지그를 세팅
합니다 .
c
주의
비상정지 버튼은 , 비상시에 장비를 즉시 정지시킬 때 사용합니다 . 평상시에는 사용하지 말아 주십시오 .
5
커버를 닫고 ,「READY」버튼을 누릅니다 .
6
[ 기판반입 ] 버튼을 눌러서 , 기판을 반입합니다 .
화면의 지시에 따라 기판을 컨베이어에 반입하면 , 자동적으로 기판이 인쇄위치에 고정됩니다 .
7
기판고정 상태를 확인합니다 .
1. 셋업화면의 [ 셋업전환 위치이동 ]-「반송위치 확인」을 선택합니다 .
2. DOOR LOCK 램크가 소등되면 , 커버를 열고 컨베이어상에 고정되어 있는 기판을 손으로 만져봐서
틀어짐이나 반동이 없는지 확인합니다 .
8
엣지클램프 프레셔를 변경합니다 .
Step7 에서 기판고정에 문제가 있을 경우에는 , 엣지클램프 프레셔를 변경합니다 .
일반적으로 , 기판에 대해서 엣지클램프 프레셔가 너무 강하면 휘어짐이 발생하고 , 너무 약하면 반동이
발생하게 됩니다 .
9
마스크를 세팅합니다 .
마스크를 세팅위치에 밀어 대면서 클램프 스위치를 ON 해서 마스크를 클램프해 주십시오 .
세팅위치에 대해서는 , 제 4 장「7.1 마스크 사이즈와 스톱퍼 핀 위치」또는 본체의 커버를 열어서 좌측에
부착되어 있는 라벨을 참조해 주십시오 .
0
커버를 닫고 ,「READY」버튼을 누릅니다 .
q
피듀셜 마크 정보를 설정합니다 .
1. 각 피듀셜 마크의 기준위치 / 위치좌표 / 마크타입이 , 기판과 마스크에서 [ 공통지정 ] 또는 [ 개별지정 ]
으로 할 것인지 선택합니다 .
2. 기판과 마스크의 기준위치를 선택하고 , 기준위치에서의 원점 옵셋량을 입력합니다 .
3. 기판과 마스크의 피듀셜 마크의 정확한 위치와 인식할 마크 No. 를 입력합니다 .
4. [ 마크 ] 버튼을 눌러서 마크정보를 작성합니다 .
n
요점
이미 마크정보가 작성 완료되어 있을 경우는 , [ 티칭] 버튼을 눌러서 피듀셜 마크 위치가 정확한지 확인해 주십시오 . 확인할
때에는 , 기판피듀셜의 경우는「기판 1」또는「기판 2」, 마스크 피듀셜의 경우는「마스크 1」또는「마스크 2」를 선택해서 [ 티
칭 ] 버튼을 눌러 주십시오 .