YSP20_Users_K.pdf - 第88页
3-8 3 3 .2 기 판 & 마 스 크 마크 인식 ( 마크 위치 ) █ 기능 기 판과 마 스크의 피듀셜 마크의 위 치 좌표 입니 다 . 이 마크 위 치 에 카 메 라 가 이 동해서 , 인식 하여 기 판 과 마스크의 위치 를 맞춥니 다 . █ 설 정방법 기 판과 마 스크의 CA D 데 이 터 로 부터 정확한 좌표 를 입 력 합니 다 . 3 .3 위 치 맞춤 옵 셋 █ 기능 기 판 및 …
3-7
3
3. 각 설정항목의 상세
양호한 인쇄품질로 생산하기 위해서는 , 전술의 인쇄 동작별로 조건을 올바르게 설정할 필요가 있습니다 .
다음에서는 , 각 동작별 조건에 대해 인쇄품질에 어떻게 영향을 주는지에 관해서 설명합니다 .
각 설정항목
3.1.1 엣지 클램프 프레셔
3.2. 기판&마스크 마크 인식 3.3 위치맞춤 옵셋
3.4 스퀴징
3.6 판분리
3.7.1 클리닝 간격
3.5 솔더공급 간격
[레인전환] 버튼
68305-N3-00
3.1 기판고정
3.1.1 엣지클램프 프레셔
█
기능
기판을 끼워서 고정할 경우에 사용하는 실린더로의 공급에어 압력입니다 .
█
설정범위와 초기값 :
0.05~0.225Mpa 의 범위에서 설정할 수 있습니다 .
초기값은 0.225Mpa
█
설정방법
기판이 움직이지 않고 , 변형되지 않도록 설정합니다 .
압력은 프로그램상에서 설정하면 , 레귤레이터에서 자동적으로 조정됩니다 .
3.1.2 백업 지그
█
기능
기판 고정시에 기판을 밑에서 지탱하는 지그입니다 .
█
설정방법
백업지그에는 다음의 3 종류가 있습니다 .
•
매트릭스 핀 : 매트릭스 플레이트에 핀을 꽂아서 사용 .( 양면 실장기판의 B 면 인쇄 등 )
•
평면 백업 : 매트릭스 플레이트에 블록을 배치해서 사용 .( 한쪽면이 평평한 실장기판 )
•
흡착 백업 : 기판사이즈 높이가 0.5mm 이하일 경우에 사용 .(「기판」탭 내에서 설정 )
n
요점
매트릭스 핀과 평면 백업은 병용해서 사용할 수도 있습니다.
3-8
3
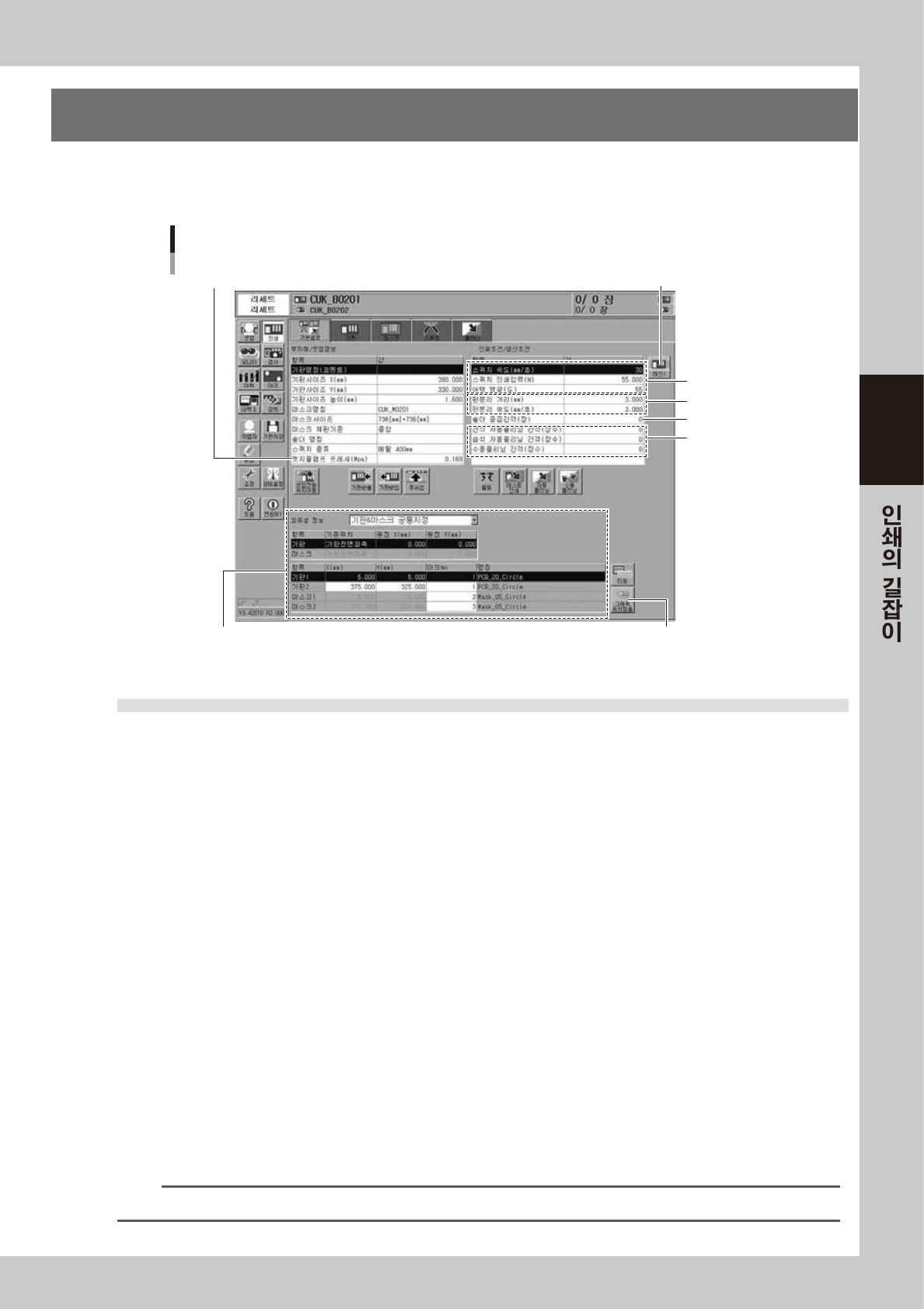
3.2 기판 & 마스크 마크인식 ( 마크위치 )
█
기능
기판과 마스크의 피듀셜 마크의 위치좌표입니다 .
이 마크위치에 카메라가 이동해서 , 인식하여 기판과 마스크의 위치를 맞춥니다 .
█
설정방법
기판과 마스크의 CAD 데이터로부터 정확한 좌표를 입력합니다 .
3.3 위치맞춤 옵셋
█
기능
기판 및 마스크는 보통 CAD 데이터로 형성되어 있으므로 , 각각의 마크인식을 실행하면 기판의 패턴과 마스크의 개구부가
일치하도록 되어 있습니다 . 그러나 , 기판이 늘어나거나 어떠한 원인으로 인해 틀어짐이 발생할 경우 , 이 틀어짐을 보정하
기 위한 옵셋값입니다 .
█
설정방법
옵셋값은 X, Y, Z, R 방향을 설정할 수 있습니다 .
X, Y, R 방향의 설정은「기본설정」탭 내의「그래픽 위치맞춤」버튼을 눌러서 실행해 주십시오 .
n
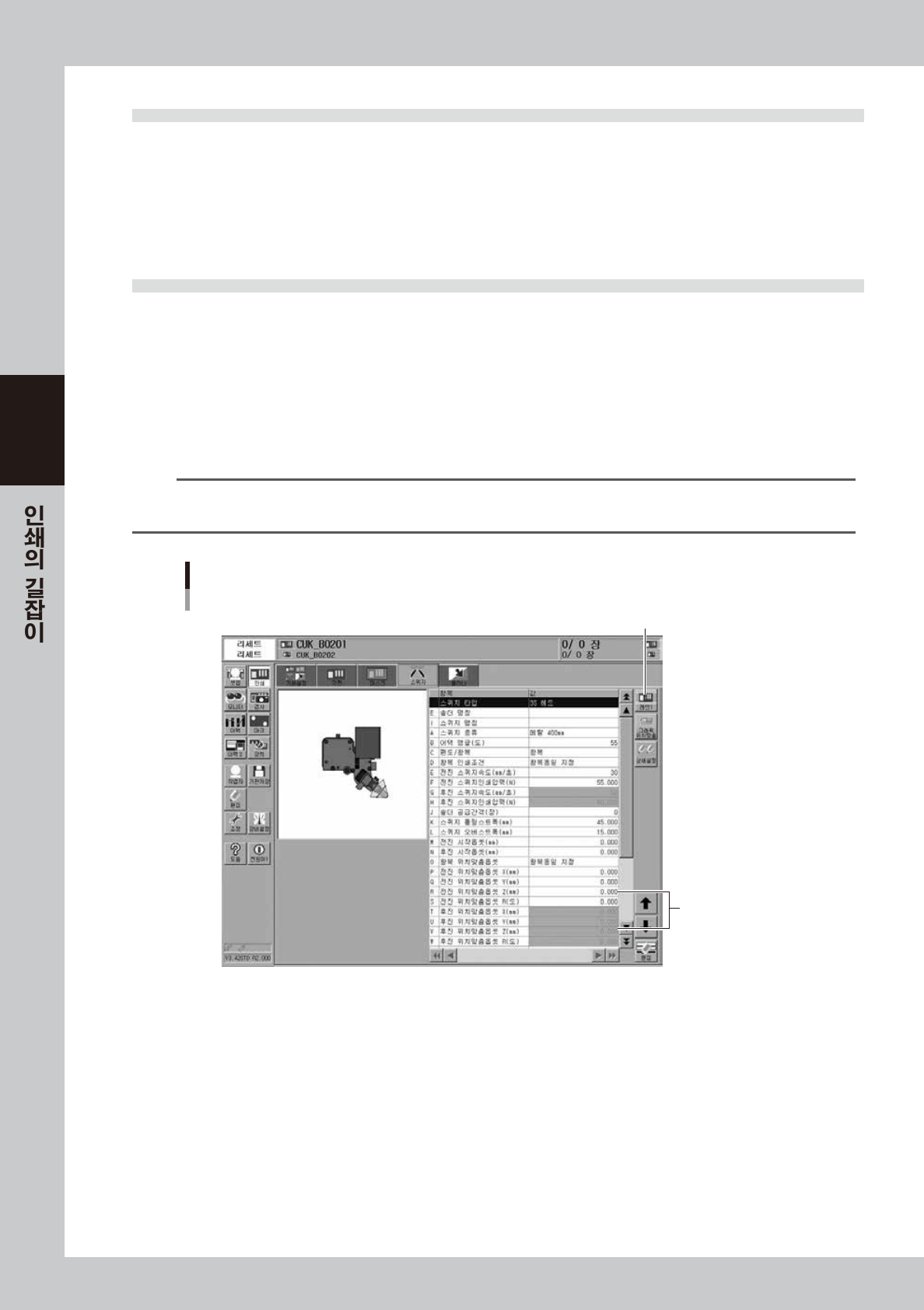
요점
Z 방향에 관해서는 , 그래픽 위치맞춤으로 실행할 수가 없습니다. 롤링 테스트 실행시에 마스크와 기판의 밀착정도를 확인하고
「스퀴지」탭 내에「위치맞춤 옵셋 Z」의 항목에 직접 입력하여 주십시오 .
위치맞춤 Z
여기에 입력한다
[레인전환] 버튼
68306-N3-00
3-9
3
3.4 스퀴징 ( 롤링 )
3.4.1 스퀴지 속도
█
기능
스퀴지의 이동속도 파라미터입니다 .
█
설정범위와 초기값
1~200mm/sec 의 범위에서 설정할 수 있습니다 . 초기값은 50mm/sec 입니다 .
█
설정방법
롤링 상태를 보고 마스크상에서 솔더가 미끄러지지 않는 속도로 설정합니다 .
속도를 빠르게 하면 솔더 충전량은 적어지고 , 속도를 느리게 하면 충전량은 많아집니다 .
마스크상의 솔더의 롤링 부족 ( 소납 ) 등이 발생할 경우는 속도를 낮춥니다 .
3.4.2 스퀴지 인압
█
기능
스퀴지의 인쇄압력 파라미터입니다 .
█
설정범위와 초기값
1~200N 의 범위에서 설정할 수 있습니다 . 초기값은 50N 입니다 .
█
설정방법
마스크상의 스크랩 상태에 맞춰서 설정합니다 .
인쇄압력이 너무 높으면 특히 우레탄 스퀴지의 경우 , 패임이 발생해서 솔더 충전량이 적어집니다 . 또 , 인쇄압력이 너무 낮
으면 우레탄 / 메탈 스퀴지 모두 스크랩 불량이 발생해서 과납이나 납 빠짐 불량 등이 발생합니다 .
n
요점
솔더 스크랩은「스퀴지 속도」와「스퀴지 인압」의 양쪽에서 조정합니다 .
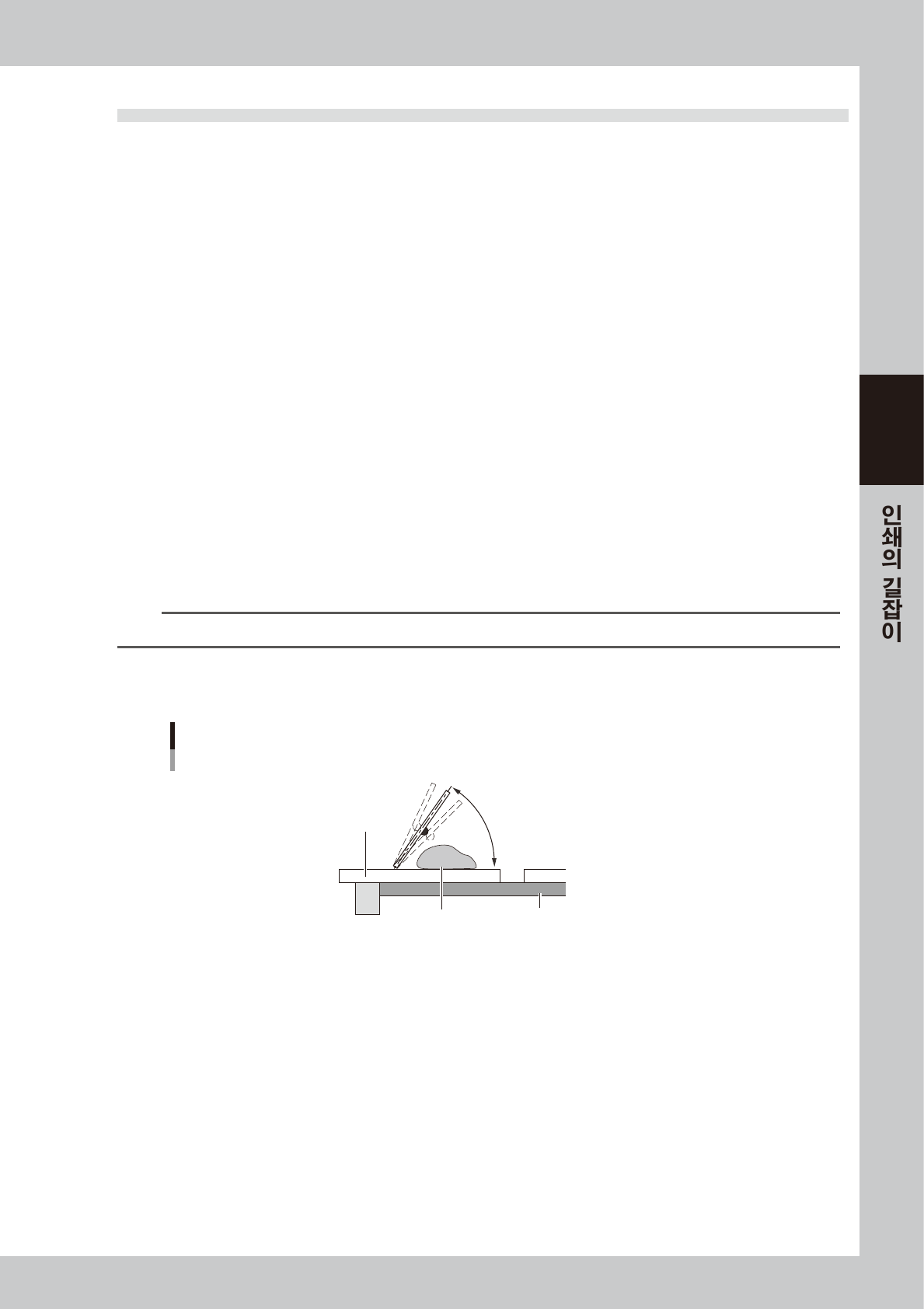
3.4.3 어택 앵글 ( 도 )
어택 앵글
솔더
어택 앵글
기판
마스크
55°(초기값)
67301-N3-00
█
기능
어택 앵글 ( 스퀴지와 마스크 사이의 각도 ) 파라미터입니다 .
█
설정범위와 초기값
45~65 도의 범위에서 설정할 수 있습니다 . 초기값은 55 도 입니다 .
█
설정방법
앵글 ( 각도 ) 을 크게하면 솔더 충전량은 적어지고 , 앵글을 작게하면 충전량은 많아집니다 .
어택 앵글에 관해서
특별한 경우 ( 다음과 같은 예 ) 를 제외하고는 초기값으로 사용해 주십시오 .
•
솔더의 점성도 대책을 위해 , 점성도가 높을 경우에는 어택앵글을 크게하고 , 점성도가 낮을 경우에는 , 어택 앵글을 작게
할 경우 .
•
고속으로 인쇄할 때 , 충전량 조정을 할 경우 .
•
메탈 스퀴지 사용시 , 충전량의 미세조정을 할 경우 .
•
충전압력이 필요할 때 , 어택 앵들을 작게해서 , 충전압력을 크게할 경우 .