GD450使用说明书 - 第31页
- 31 - 第四章 操作系统说明 6 . : 运动控制。 该功能主要用在调试机器或检查机器故障上。 点击该按钮 后出现图 4-4 界面。在该界面上对应空白的格 子里填上数据,点击右边的 [I] 按钮,对应的轴 会移动到所设置的数据处。 图 4 -4 (运动控制) 4.2.2 主工具栏 2 功能解释及其操作 1 . : 新建工程。 新建一个印刷程序, 点击该按钮在图 3-6 界面上输入工程的 代号点击 [ 确定 ] 然后按第三章讲的内容…
- 30 -
第四章
操作系统说明
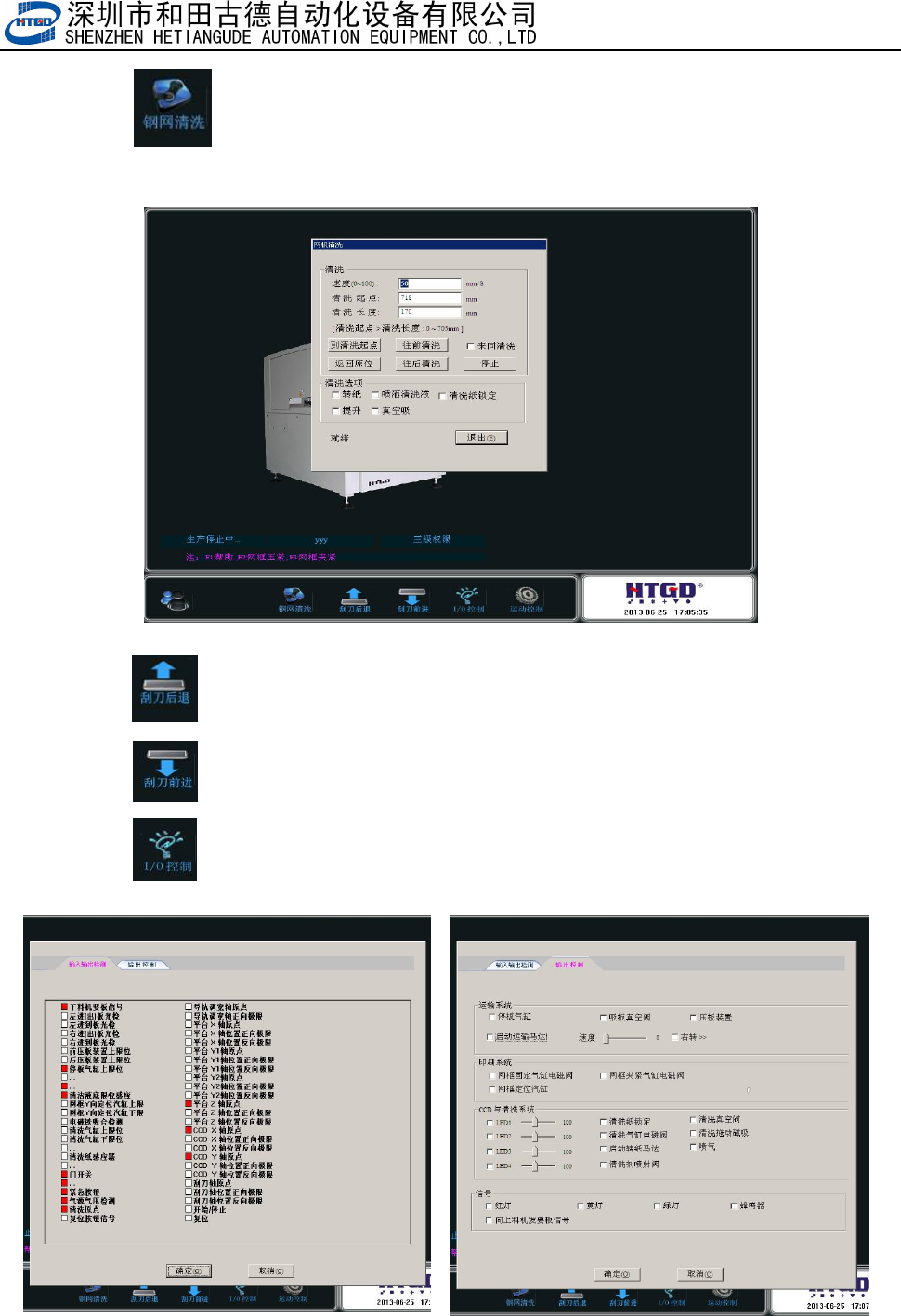
2. :钢网清洗。当机器自动清洗不能满足工艺要求的情况下,点击该按
钮可对钢网进行人工清洗。洗完后点退出回到机器主界面;
图 4-2(钢网清洗)
3. :刮刀后退。点击刮刀向后移动到印刷起点;
4. :刮刀前进。点击刮刀向前移动到印刷终点;
5. :I/O 控制。点击该按钮出现图 4-3 界面,该功能主要用在检测机器的
I/O 是否正常上;
图 4-3(I/O 检测)
- 31 -
第四章
操作系统说明
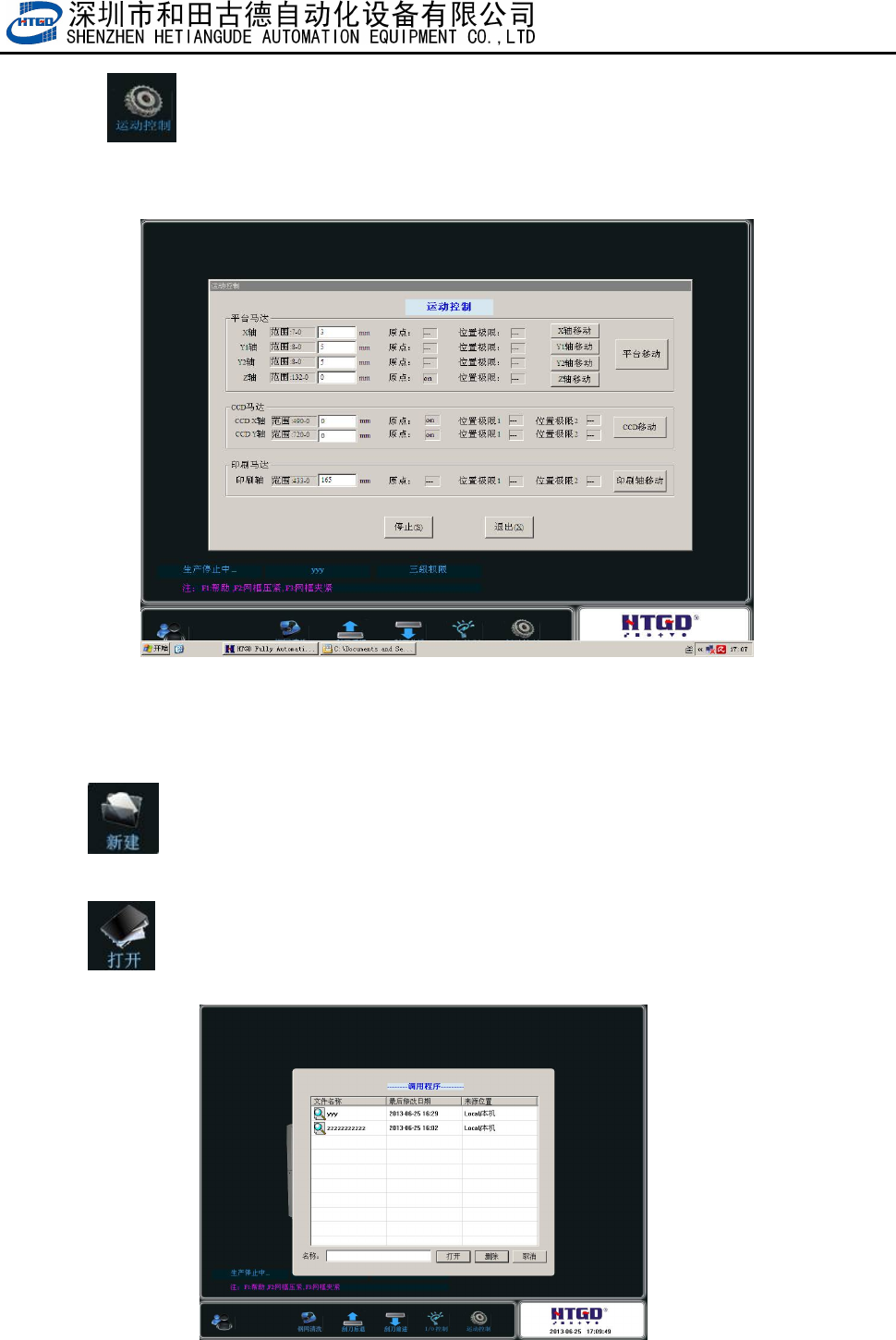
6. :运动控制。该功能主要用在调试机器或检查机器故障上。点击该按钮
后出现图 4-4 界面。在该界面上对应空白的格子里填上数据,点击右边的[I]按钮,对应的轴
会移动到所设置的数据处。
图 4-4(运动控制)
4.2.2 主工具栏 2 功能解释及其操作
1. :新建工程。新建一个印刷程序,点击该按钮在图 3-6 界面上输入工程的
代号点击[确定]然后按第三章讲的内容做程序即可;
2. :打开工程文件按钮。打开一个之前建立好的程序。如图 4-5,选择要打开
的工程,点击[打开]即可;
图 4-5(打开工程)
- 32 -
第四章
操作系统说明
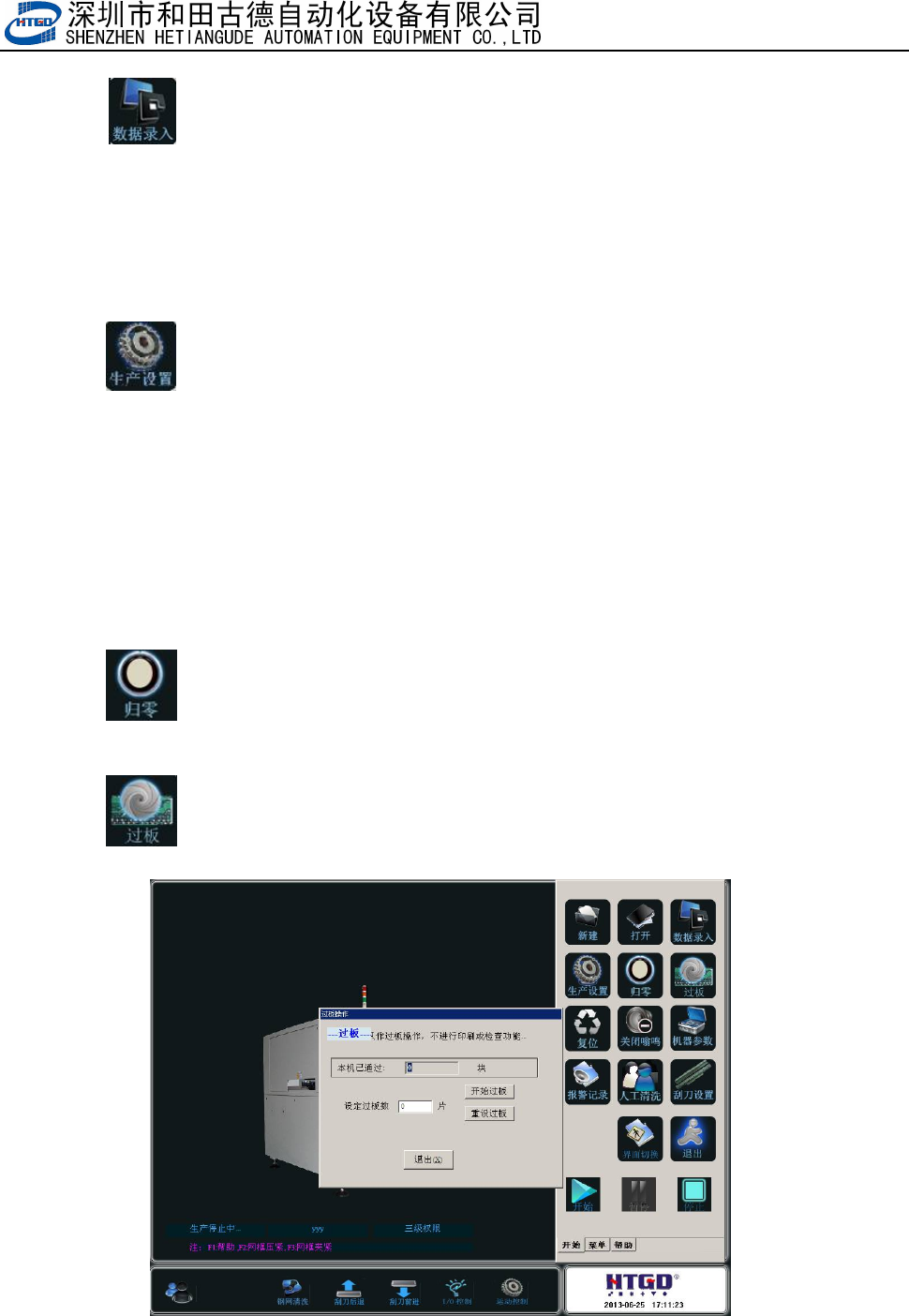
3. :数据录入按钮。该按钮在两种状态下使用。
一.打开工程或新建工程时
该状态下单击该按钮出现图 3-7 所示的界面。该界面下的设置请参照第三章。
二.在生产过程中按机器外壳上的“Start/Stop”按钮后
该状态下单击该按钮出现图 3-7 界面,相关设置请参考第三章。
4. :生产设置按钮。点击该按钮后出现图 3-18 界面。在该界面下可设置的
项目有:
生产设置:有很多选项,勾选后执行,反之不执行;
平台补偿:输入平台补偿值;
刮刀 Y 向补偿:当机器对位精度达到要求时,印出来的锡膏是偏的,这时就要根据偏移
的数值输入相应的补偿。前后刮刀均不一样。
其他设置:同样有很多选项,勾选后执行,反之不执行;
5. :归零按钮。单击该按钮后按软件提示操作机器将执行归零动作。如图
3-2,3-3,3-4 所示。
6. :过板功能。点击该按钮后出现图 4 - 6 界面。机器只执行过板功能,
相当于过板机使用。
图 4-6(过板界面)