GD450使用说明书 - 第32页
- 32 - 第四章 操作系统说明 3 . :数据录入按钮。该按钮在两种状态下使用。 一.打开工程或新建工程时 该状态下单击该按钮出现图 3-7 所示的界面。该界面下的设置请参照第三章 。 二.在生产过程中按机器外壳上的“ S tart/S top ”按钮后 该状态下单击该按钮出现图 3 -7 界面,相关设置请参考第三章。 4. :生产设置按钮。点击该按钮后出现图 3- 18 界面。在该界面下可设置的 项目有: 生产设置:有很多选项,勾…
- 31 -
第四章
操作系统说明
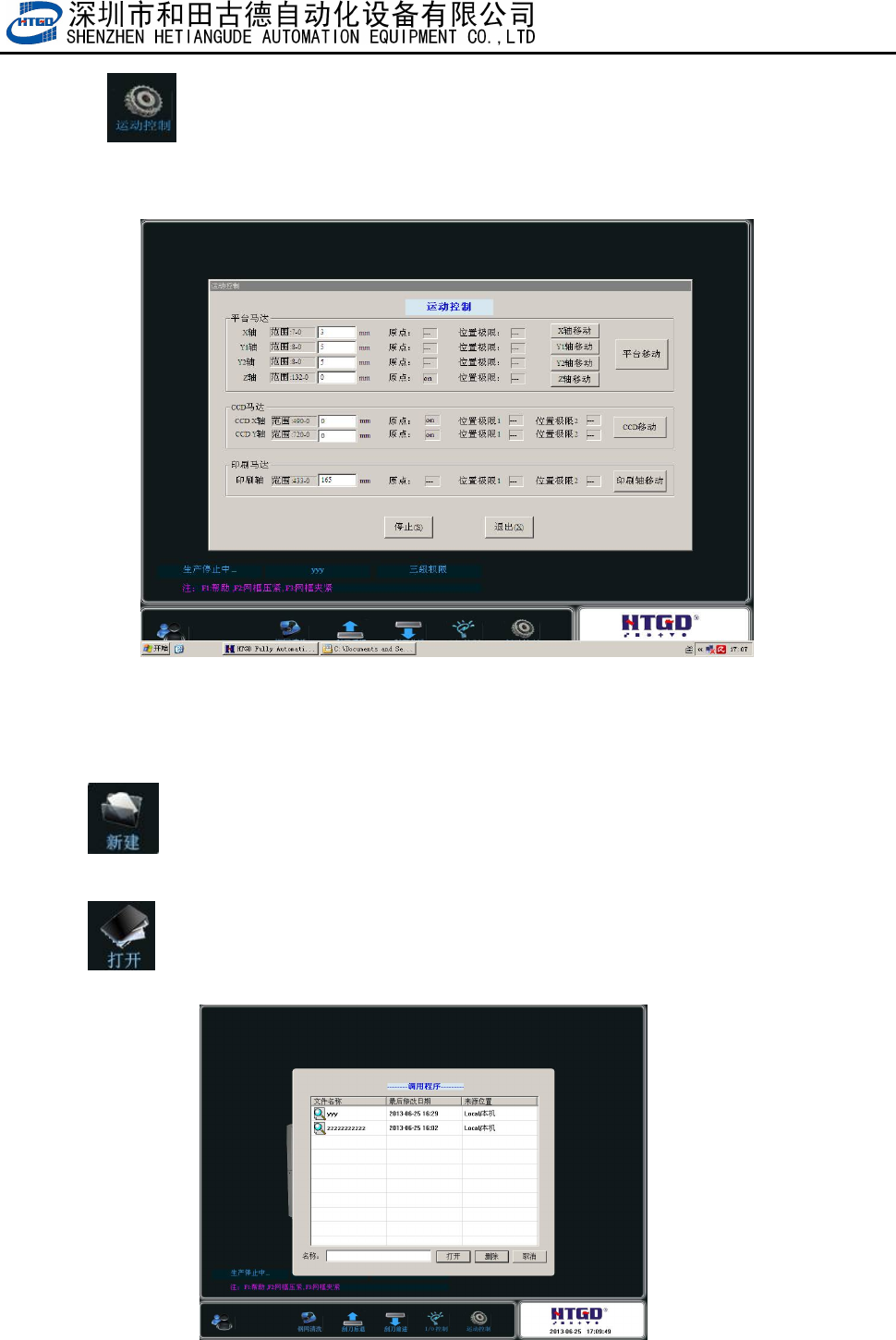
6. :运动控制。该功能主要用在调试机器或检查机器故障上。点击该按钮
后出现图 4-4 界面。在该界面上对应空白的格子里填上数据,点击右边的[I]按钮,对应的轴
会移动到所设置的数据处。
图 4-4(运动控制)
4.2.2 主工具栏 2 功能解释及其操作
1. :新建工程。新建一个印刷程序,点击该按钮在图 3-6 界面上输入工程的
代号点击[确定]然后按第三章讲的内容做程序即可;
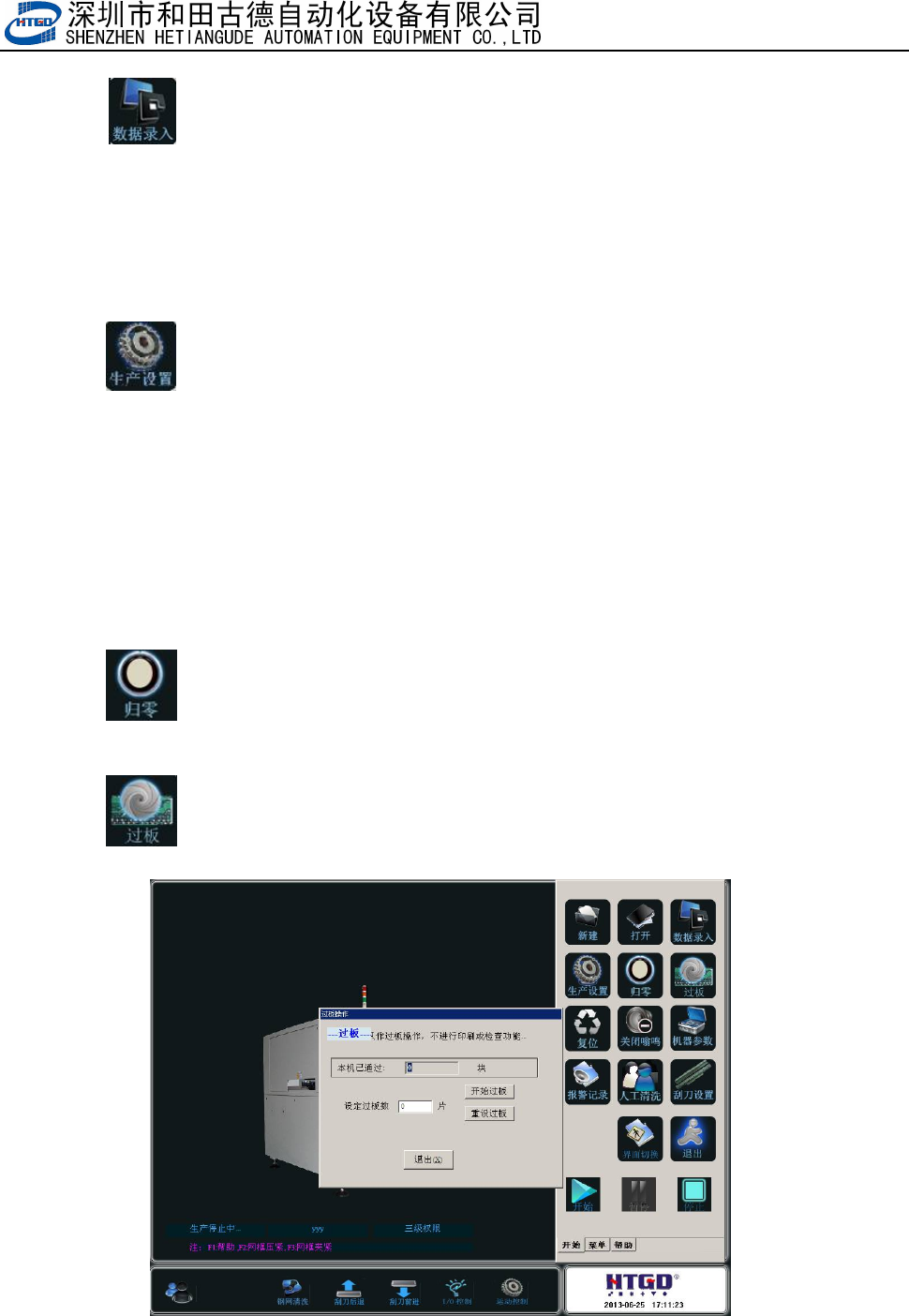
2. :打开工程文件按钮。打开一个之前建立好的程序。如图 4-5,选择要打开
的工程,点击[打开]即可;
图 4-5(打开工程)
- 32 -
第四章
操作系统说明
3. :数据录入按钮。该按钮在两种状态下使用。
一.打开工程或新建工程时
该状态下单击该按钮出现图 3-7 所示的界面。该界面下的设置请参照第三章。
二.在生产过程中按机器外壳上的“Start/Stop”按钮后
该状态下单击该按钮出现图 3-7 界面,相关设置请参考第三章。
4. :生产设置按钮。点击该按钮后出现图 3-18 界面。在该界面下可设置的
项目有:
生产设置:有很多选项,勾选后执行,反之不执行;
平台补偿:输入平台补偿值;
刮刀 Y 向补偿:当机器对位精度达到要求时,印出来的锡膏是偏的,这时就要根据偏移
的数值输入相应的补偿。前后刮刀均不一样。
其他设置:同样有很多选项,勾选后执行,反之不执行;
5. :归零按钮。单击该按钮后按软件提示操作机器将执行归零动作。如图
3-2,3-3,3-4 所示。
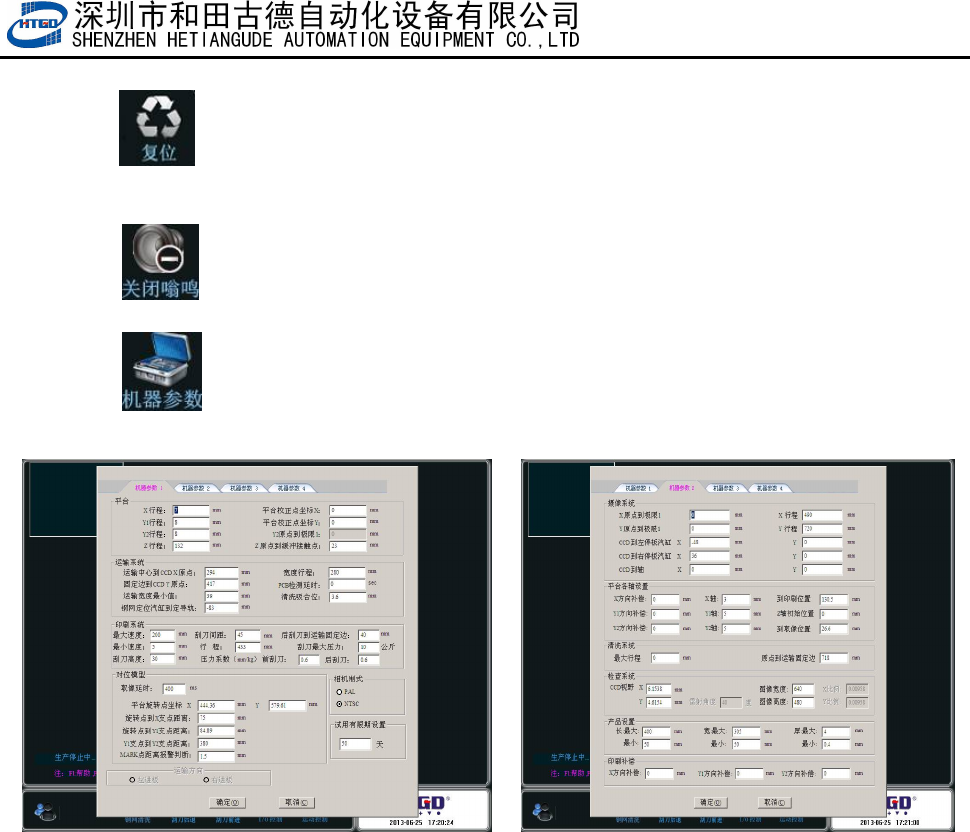
6. :过板功能。点击该按钮后出现图 4 - 6 界面。机器只执行过板功能,
相当于过板机使用。
图 4-6(过板界面)
- 33 -
第四章
操作系统说明
7: :复位按钮。单击该按钮后机器各信号复位。单击该按钮不会出现任何
界面。
8: :关闭蜂鸣按钮。单击该按钮后报警声音关闭。单击该按钮不会出现任
何界面。
9. :机器参数设置。点击该按钮可以对机器个参数进行设置。如图 4-7,
4-8,4-9,4-10。
图 4-7(机器参数 1) 图 4-8(机器参数 2)
机器参数一:如图 4-7
A.平台
主要进行平台各轴行程的设置;
B.运输系统
设置运势导轨的最大/最小宽度、运输导轨固定边到 CCD 原点的距离、PCB 到位延时
及运输导轨中心到 CCD X 原点的距离等;
C.印刷系统
设置刮刀横梁的行程、前刮刀到运输固定边的距离、刮刀移动的最大/最小速度及刮刀的
最大压力;
D.对位模型
设置平台调整数学模型基本参数,此处参数为机器精准度基准,非原厂专业人员不得
随意更改。