GD450使用说明书 - 第9页
- 9 - 第一章 系统描述 1.5 工作原理 由以上各部组成的全自动视觉印刷机在印刷焊膏时, 锡膏受刮刀的推力产生滚动的前进, 所受到的推力可分解为水平 方向的分力和垂直 方向的分力。当 运行至模板窗口附近, 垂直方 向的分力使粘度已降低的焊膏顺利地通过窗口印刷到 PCB 焊盘上, 当平台下降后便留下精确 的焊膏图形。

- 8 -
第一章 系统描述
组成:包括网板移动装置及网板固定装置等。
功能:只需输入钢网 MARK 点位置就可以自动定位,更方便用户不同大小钢网的灵活更换.
适用的钢网夹持装置,可支持钢网最小为 420x470,370×470mm(钢网适配器),最大为 737×737mm,厚度
20~40mm.
1.4.4.2 钢网清洗系统-擦拭组件
组成:包括真空管、文丘里管、鼓风机、清洗液储存和喷洒装置、卷纸装置、升降气缸、电
磁铁等。网板清洗装置被安装在视觉系统后面,通过视觉系统拖动清洗系统移动,自
动清洗网板底面。
进行清洗时清洗卷纸上升并且贴着模板底面移动,用过的清洗纸被不断地绕到另一滚
筒上。清洗间隔时间可自由选择,清洗行程可根据印刷行程自行设定。进行湿洗时,
当储存罐中清洗液不够时,系统出现报警显示,此时应将其充满清洗液。干、湿、真
空洗周期可自由调节。
功能:
自动有效的分离式清洗结构,大功率风机加文丘里真空发生装置抽真空,喷射系统加可编程的喷洒清洗液,
干﹑湿﹑真空三种清洗方式,并可任意选择自由组合,用户可根据实际需求设定清洗周期﹑时间及速度等参
数,长短擦拭纸通用,拆卸方便,节约资源;加强型的真空栅,充分利用风机效率, 彻底清除网板孔中的残留
锡膏,保证印刷品质。
1.4.5 刮锡系统
组成:包括印刷头(刮刀升降行程自动调节装置、刮刀片安装部分)、刮刀横梁及刮刀驱动部
分(步进马达、联轴器)等。
功能:悬浮式能平衡自重的自适应刮刀,刮刀 Y 方向驱动使用随动结构,双滑块线性导轨,印刷平稳,动
作敏捷,独立直联式步进马达控制,内置精确压力控制系统,能精确的测定刮刀原始压力值,无需顾及刮刀
片类型,长度,重量或者厚度的变化.可编程实现印刷工艺灵活多变。
1.4.6 电控系统
组成:
Windows XP 操作系统,集成电路,智能化的先进软件控制。
特点:安全,维修方便,极大地方便了用户的使用。

- 9 -
第一章 系统描述
1.5 工作原理
由以上各部组成的全自动视觉印刷机在印刷焊膏时,锡膏受刮刀的推力产生滚动的前进,
所受到的推力可分解为水平方向的分力和垂直方向的分力。当运行至模板窗口附近,垂直方
向的分力使粘度已降低的焊膏顺利地通过窗口印刷到 PCB 焊盘上,当平台下降后便留下精确
的焊膏图形。
- 10 -
第二章 设备安装与调试
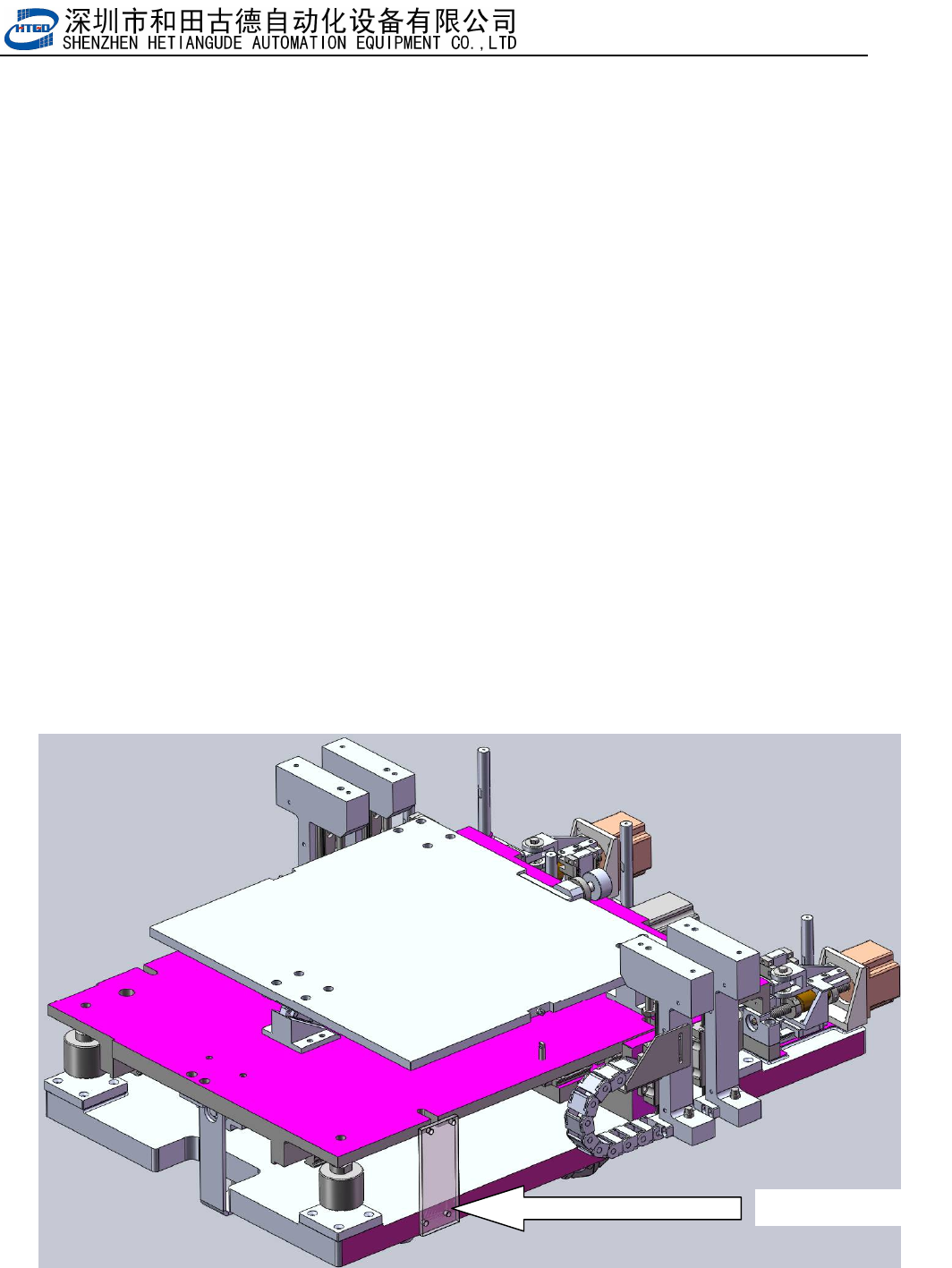
工作台固定板(红色)
第二章 设备安装与调试
2.1 开箱
开箱后,请您首先做好以下工作:
1. 对照《装箱清单》所列各项进行查验。
2. 检查机器各部分是否有损坏,包括另箱包装的显示器、键盘、鼠标、三色灯及刮刀板
等,并将它们重新安装到印刷机上。
3. 将运输导轨上的固定扎带剪开。
4. 刮刀横梁固定在网框横杆上的,请将固定带剪开。
5. 请将网框横杆上的固定套松开,使网框支板能左右移动。
6. 将运输时安装的工作台固定板取下(如图 2 –1 示)。
7. 检查各联接处是否有松动脱落,各运动部分传输皮带有无脱落。
8. 检查各直线导轨上的滑块有无滑脱。
9. 检查电气元件是否固定、接触是否良好。
10. 开机前请务必详细阅读本《操作说明书》。
图 2-1(松开工作台固定板)