GKG_G3印刷机操作说明书 - 第32页
凯格精密机械有限公司 - 3 2 - 第 四 章 操作系统 说明 所 示 : 显 示 当 时 和 以 往 的 报警记录。 拖 动 鼠 标左 键 选 中 某 项 报警记录, 单 击 [ 清 除 ] ,清 除 此项 报警记录 ; 单 击 [ 退出 ] , 回 到 主 窗口 画 面 。 图 4- 2 6 〈 查 看报警 记录 〉 对 话 框 对 话 框 进入 方 式 : 单 击 主工 具 栏 1 上 的 第 14 个 图 标 4.4.13 生…
凯格精密机械有限公司
- 31 -
第四章
操作系统说明
图 4-24 〈信息设置〉对话框
对话框进入方式:单击主工具栏上的第 11 个图标
在上图对话框中可进行对 PCB 的简要说明。
单击[确认],保存所设置的信息,回到主窗口画面;单击[取消],取消信息设置,回到主
窗口画面。
4.4.10 帮助
查阅帮助,将告诉您使用本机器的操作方法和有关注意事项,获得您所需要的帮助。操
作步骤如下:
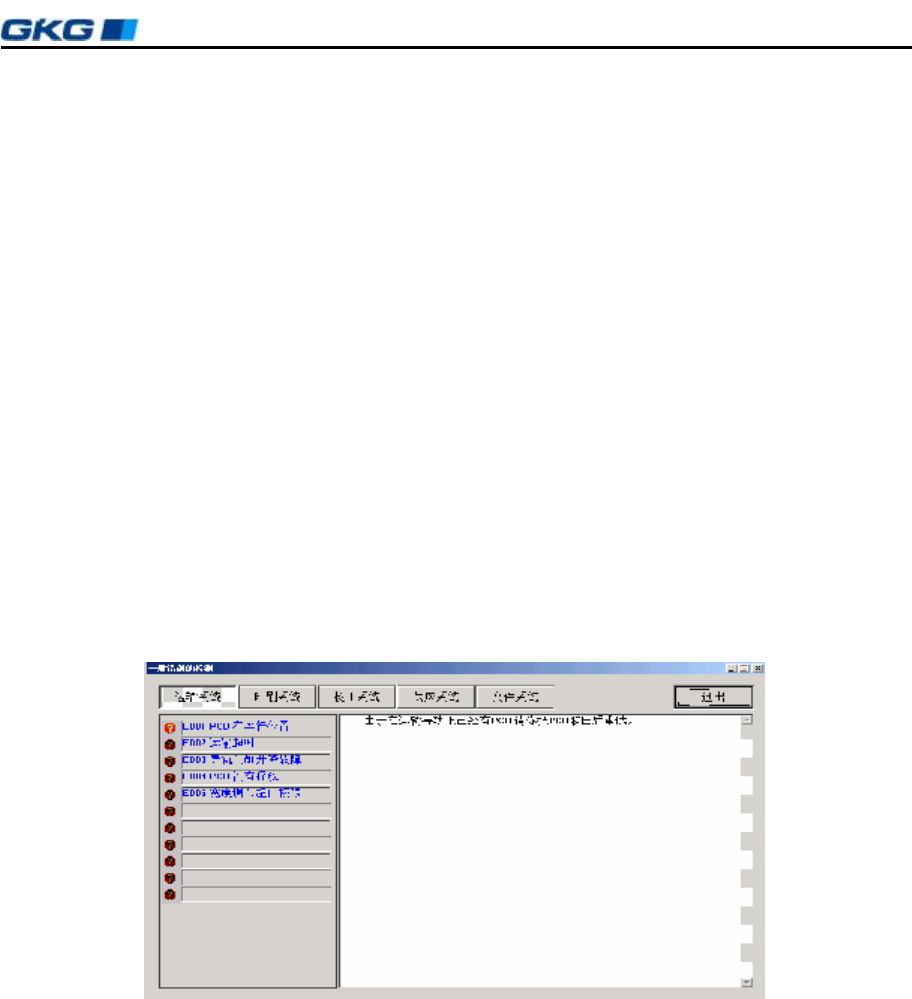
在主窗口单击主工具栏 1 中的[帮助]图标,出现[帮助]对话框。
用鼠标左键单击上图对话框左栏要获取帮助的文件名,在右栏中显示相应的帮助信息。
4.4.11 故障查询
当机器发生故障时,可打开此对话框查找故障原因并排除。操作步骤如下:
在主窗口画面单击主工具栏 1 中的[故障查询]图标,出现[一般错误的检测]对话框。如图
4–25 所示:
图 4-25 〈故障查询〉对话框
对话框进入方式:单击主工具栏 1 上的第 13 个图标
在对话框中单击“运输系统”、“印刷系统”、“校正系统”、“供应系统”、“文件系统”按
钮,可分别查询以上各系统的常见故障。
单击[退出]回到主窗口画面。
4.4.12 查看报警记录
当机器出现故障发出声、光报警时,系统将自动诊断故障原因并记录下报警时间和故障
原因。操作步骤如下:
在主窗口画面单击主工具栏 1中的[查看报警记录]图标,出 现 [ 报警记录]对话框。如图 4-26
凯格精密机械有限公司
- 32 -
第四章
操作系统说明
所示:显示当时和以往的报警记录。
拖动鼠标左键选中某项报警记录,单击[清除],清除此项报警记录;单击[退出],回到主
窗口画面。
图 4-26 〈查看报警记录〉对话框
对话框进入方式:单击主工具栏 1 上的第 14 个图标
4.4.13 生产记录
显示已进行的有关生产记录并可记录下相应产品的概况。操作步骤如下:
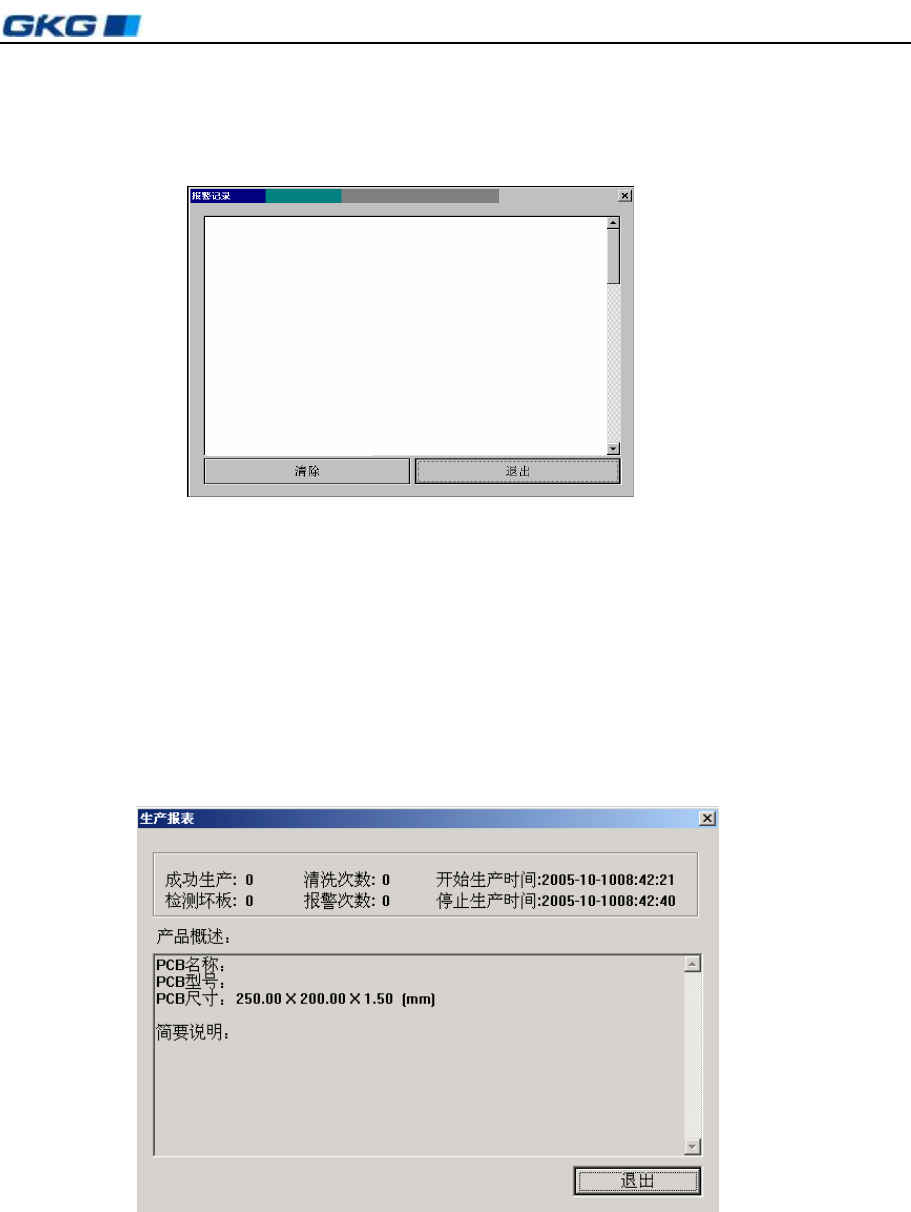
在主窗口画面单击主工具栏 1 中的[生产记录]图标,出现[生产报表]对话框。显示成功生
产数量、检测坏板数量、清洗次数、报警次数、开始生产和停止生产的时间等。还可对产品
概况进行描述。如图 4 –27 所示:
图 4-27 〈生产记录〉对话框
对话框进入方式:单击工具栏 1 上的第 15 个图标
单击[退出]回到主窗口画面。
凯格精密机械有限公司
- 33 -
第四章
操作系统说明
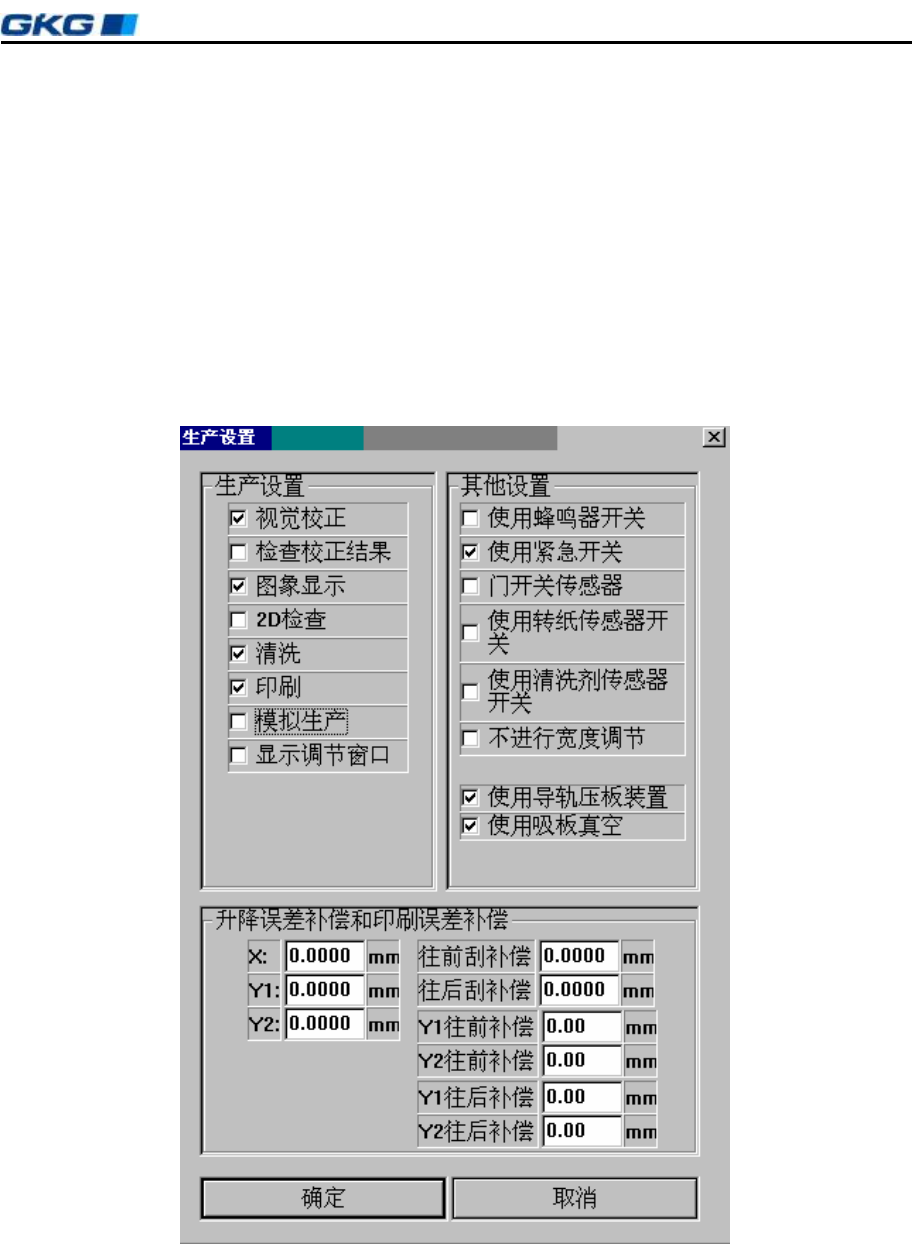
4.4.14 生产设置
功能设置选项,可通过图 4–28[生产设置]对话框来快速改变运输、视觉检查、清洗、印
刷、检测等生产设置及其他如图所示的设置(如门开关感应器的设置等)。同时可对工作台升
降误差及刮刀行程误差进行补偿。
l ”显示调节窗口”指机器在做完自动校位后准备刮锡,可暂停等人为再做确认.
l “使用蜂鸣器开关”选择即报警时会有声音报警.
l “门开关传感器”选择开门机器会自动停止,起保护作用.
l “使用转纸传感器开关”表示纸用完会出现报警; “使用清洗剂传感器开关”表示纸用完会出
现报警;”不进行宽度调节”选择表示生产前不需导轨宽度调节,反之需要调节导轨宽度;
图 4-28 〈生产设置〉对话框
对话框进入方式:单击主工具栏 1 中的第 4 个图标