YSM20R_YSM20WR_Mainte_C.pdf - 第166页
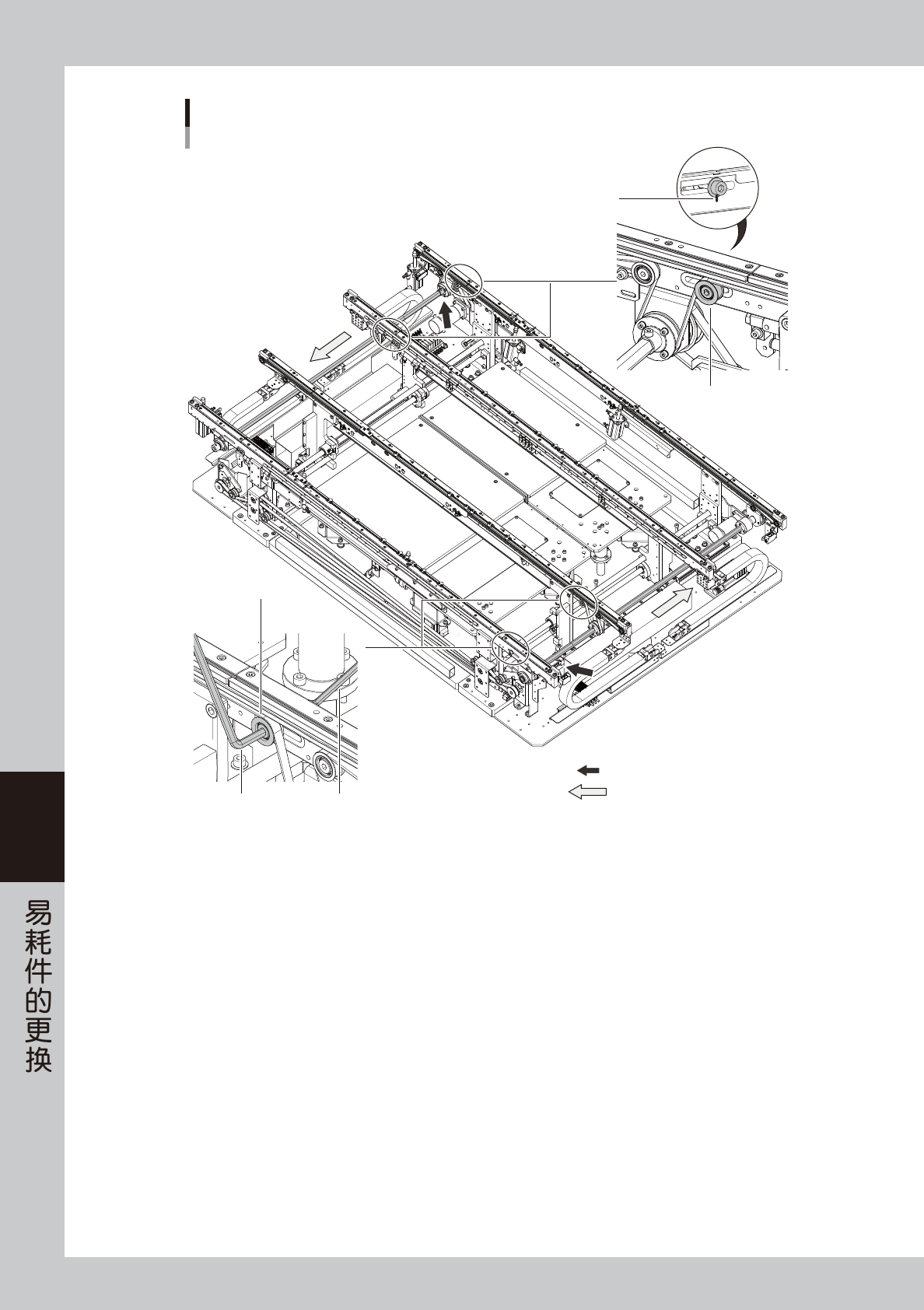
6-12 6 :分离轴与带轮的位置 :分离时拔离轴的方向 拧松此处的带轮 用油性记号笔 在带轮位置作记号 拧松此处的带轮 内六角扳手 (4) 内六角扳手 (5) 放松传送带 YSM20WR 双轨机型 55638-KMK-00
6-11
6
放松传送带
拧松此处的带轮
贴片机正面
用油性记号笔
在带轮位置作记号
内六角扳手 (5)
内六角扳手 (4)
拧松此处的带轮
用油性记号笔
在带轮位置作记号
内六角扳手 (5)
内六角扳手 (4)
贴片机正面
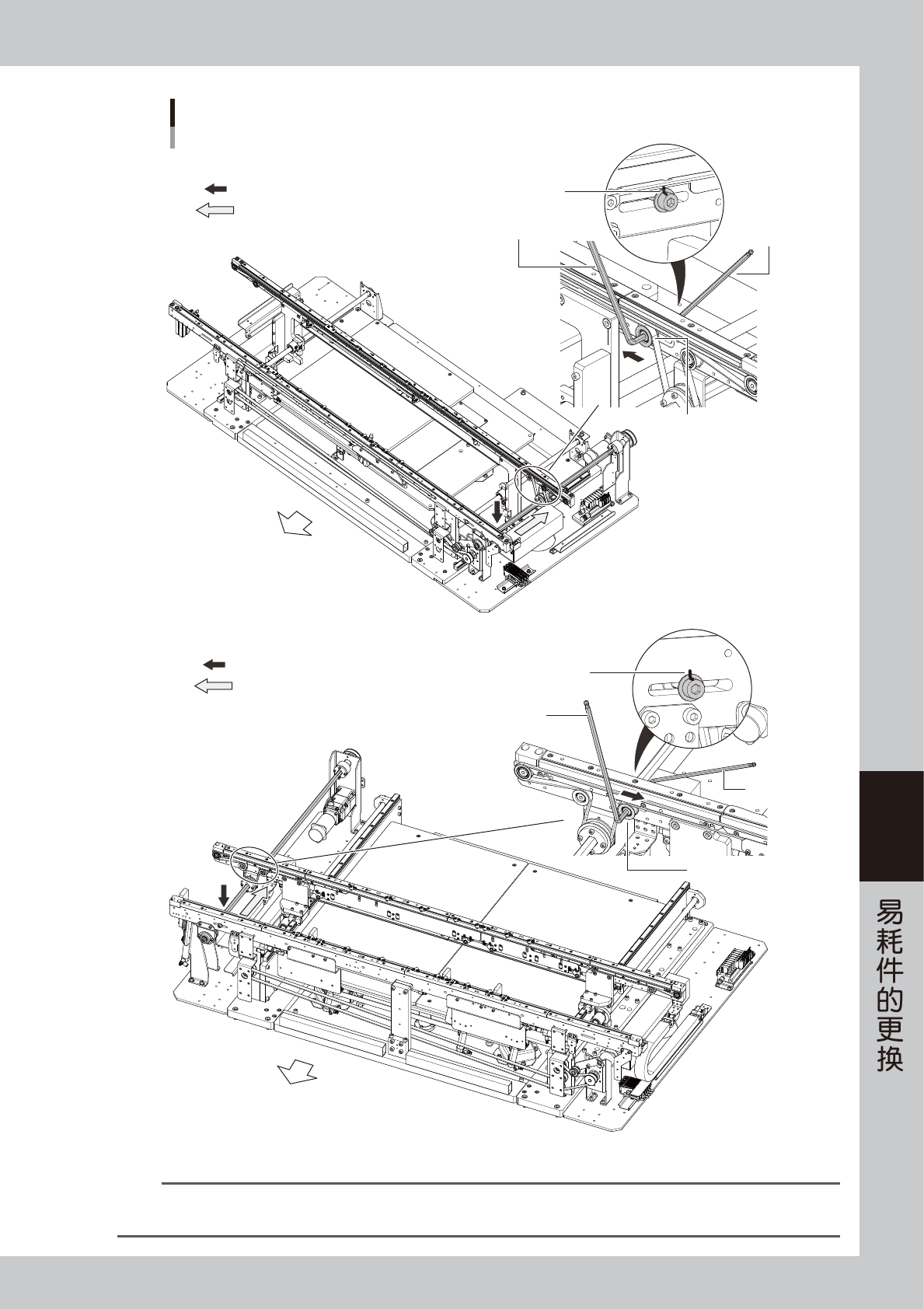
* 本图为右→左传送基板的标准机型图。
YSM20WR单轨机型的张紧器(带轮)在传送轨的下游侧。
■ YSM20R 单轨机型
■ YSM20WR 单轨机型 (传送重型基板规格)
:分离轴与带轮的位置
:分离时拔离轴的方向
:分离轴与带轮的位置
:分离时拔离轴的方向
55619-KMK-10
参考
YSM20WR 单轨机型的张紧器 ( 带轮 ) 安装在传送轨的下游侧。因此,根据传送基板的方向不同,张紧器 ( 带轮 ) 的安装位置也会
有所不同。
6-12
6
:分离轴与带轮的位置
:分离时拔离轴的方向
拧松此处的带轮
用油性记号笔
在带轮位置作记号
拧松此处的带轮
内六角扳手 (4)内六角扳手 (5)
放松传送带
YSM20WR 双轨机型
55638-KMK-00
6-13
6
n
要点
YSM20R 双段输送台机型的 W2、W3 的传送带更换方法与其它位置的传送带更换方法不同。更换除 YSM20R 双段输送台机型的
W1、W4 以外的传送带时,请参照后述“■ 更换除 YSM20R 双段输送台机型以外的传送带时”。
■ 更换 YSM20R 双段输送台机型 W2、W3 的传送带时
5
读入任意的基板程序。
1. 读入任意的基板程序。
2. 确认 [ 基板 ] -“基板”画面的“基板尺寸 Y”
的值是否在 380mm 以上。若在,需输入比
380mm 小的值。
6
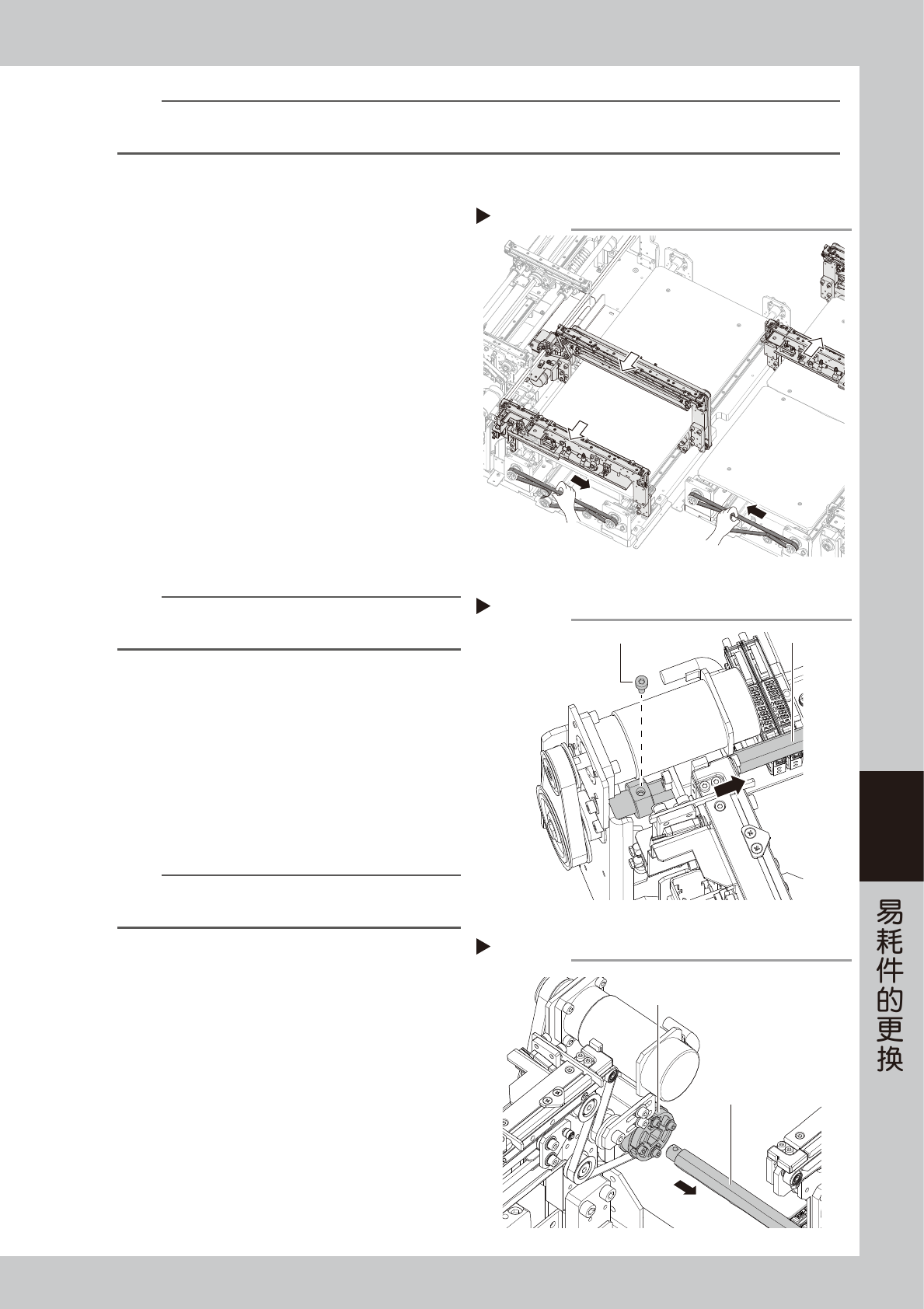
使 W2、W3 传送段的传送轨 (U 轴 ) 移动。
1. 关闭贴片机的正面安全机盖,解除紧急停机状
态。使用一次性换料车的机型,需将料车安装
在贴片机上。
2. 按“生产设计”画面的 [ 移至贴装位置 ] 按钮,
使传送轨移到贴装位置。
e
3. 按急停按钮,打开贴片机的正面安全机盖。
4. 使用一次性换料车的机型,还需在按下急停按
钮之后拆下料车。
5. 用手将 U 轴传送带向右图中箭头所示方向拉动,
使 W2 传送段的传送轨移到最里侧,W3 传送段
的传送轨移到最前侧。
参考
若基板尺寸 Y 小于 380mm 时,只要按 [ 移至贴装位置 ] 按钮,
输送台 2 (W2 轴 ) 与输送台 1 (W3 轴 ) 就会前后移动。
7
拆卸固定轴的螺栓。
用内六角扳手 (3) 拆卸固定轴的螺栓。拆卸位置如
Step4 的图所示,W2 的在后侧 ;W3 在前侧。
8
将轴从传送带的驱动带轮中抽出。
边用手按住右图中所示驱动带轮,边向箭头所示方
向 (W2 向前侧,W3 向后侧 ) 抽动轴,直到将轴完
全从驱动带轮中抽出,使轴与驱动带轮之间空出空
隙。
n
要点
抽轴时驱动带轮可能会脱落,建议边用手按住驱动带轮边抽
轴。
W2 轴
W3 轴
使W2、W3传送段的传送轨(U轴)移动
Step 6
55620-KMK-00
拆卸固定轴的螺栓
Step 7
轴
螺栓
55621-KMK-00
驱动带轮
轴
将轴从驱动带轮中抽出
Step 8
55622-KMK-00