00193470-01.pdf - 第40页
1 Введение и техни ческие данные Р уководство по эксплуатации SIPLAC E S-25 HM 1.13 Узл ы автомата . Монтажные голо вки ПО - в ерсия SR.503.xx Изд ание 04/2002 RU 40 1.13 Уз л ы ав том ата . Монтажные голов к и 1.13. 1 У…
Руководство по эксплуатации SIPLACE S-25 HM 1 Введение и технические данные
ПО-версия SR.503.xx Издание 04/2002 RU 1.12 Узлы автомата. Порталы
39
1.12.3 Технические данные оси Х
1
1.12.4 Устройство оси Y
Ось Y по существу состоит из следующих узлов:
– серводвигатель переменного тока оси Y,
– зубчатый ремень оси Y,
– направляющая система оси Y,
– измерительная система оси Y.
Каждая ось Y приводится в действие серводвигателем переменного тока. Защитный
выключатель ограничивает движение порталов навстречу друг другу.
1.12.5 Технические данные оси Y
1
Привод Серводвигатель переменного тока / зубчатый ремень
Макс. скорость 2,5 м/сек.
Перемещение 620 мм
Система измерения перемещения Металлическая масштабная линейка
Длина линейки 646 мм
Разрешение 2,5 мк
Привод Серводвигатель переменного тока / зубчатый ремень
Макс. скорость 2,5 м/сек.
Перемещение 910 мм
Система измерения перемещения Металлическая масштабная линейка
Длина линейки 970 мм
Разрешение 2,5 мк
1 Введение и технические данные Руководство по эксплуатации SIPLACE S-25 HM
1.13 Узлы автомата. Монтажные головки ПО-версия SR.503.xx Издание 04/2002 RU
40
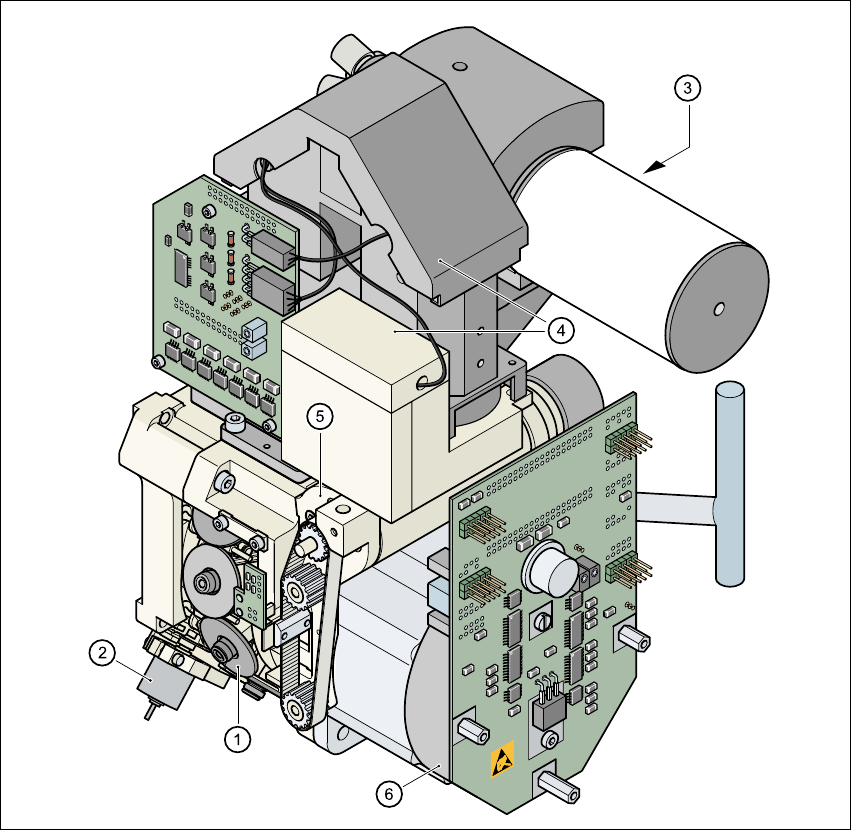
1.13 Узлы автомата. Монтажные головки
1.13.1 Устройство 12-сегментной Collect&Place-головки со стандартным
модулем СТЗ для компонентов
1
P
ис
. 1.13 - 1
Устройство
12-
сегментной
Collect&Place-
головки
со
стандартным
модулем
СТЗ
для
компонентов
Все компоненты монтируются с одинаковой длительностью шага. Перед монтажом
компонента проводится оптоэлектронное центрирование компонента с помощью модуля
СТЗ.
(1) Звезда с 12 пинолями (2) Двигатель, сервопривод клапана "Сброс"
(3) Поворотный узел (4) Модуль СТЗ для компонентов
(5) Привод оси Z(6)Двигатель звезды
Руководство по эксплуатации SIPLACE S-25 HM 1 Введение и технические данные
ПО-версия SR.503.xx Издание 04/2002 RU 1.13 Узлы автомата. Монтажные головки
41
– Камера технического зрения для компонентов создает изображение захваченного
компонента.
– Определяется точное положение этого компонента.
– Форма корпуса захваченного компонента сравнивается с запрограммированной формой
корпуса для идентификации. Если идентификация компонентов не дала положительных
результатов, то эти компоненты отбраковываются.
– Поворотный узел поворачивает компонент в нужное монтажное положение.
1.13.2 Описание 12-сегментной Collect&Place-головки
–12-сегментная Collect&Place-головка работает по принципу Collect&Place ("собрать и
поместить"), т.е. компоненты захватываются с помощью вакуум-присосов и после
полного цикла захвата с помощью струи воздуха мягко сажаются на печатную плату
точно в заданном месте. Одновременно проводится многократный контроль вакуума в
присосах для оценки точности захвата и посадки компонентов.
–"Изучающий" режим
сенсорного останова оси Z позволяет компенсировать неровности
печатной платы при посадке компонентов.
– Дефектные компоненты отбраковываются, и собранные платы с недостающими
компонентами доукомлектовываются в ремонтном прогоне.
1.13.3 Технические данные 12-сегментной Collect&Place-головки со
стандартным модулем СТЗ для компонентов
1
Спектр компонентов От 0201 до PLCC44, включая BGA, µBGA,
перевернутый кристалл,
TSOP, QFP, PLCC, SO до SO32, DRAM
Спецификация компонентов:
Макс. высота
Мин. шаг выводов
Мин. шаг столбиковых выводов
Мин. диаметр шарика/столб. вывода
Мин. размеры
Макс. размеры
Макс. вес
6 мм
0,5 мм
0,35 мм
0,2 мм
0,6 мм x 0,3 мм
18,7 мм x 18,7 мм
2 г
Макс. ход оси Z 16 мм
Программируемая сила посадки От 2,4 до 5,0 н
Макс. производительность монтажа 12.500 компонентов/час
Типы присосов 9xx
Угловая
точность ± 0,70° / 4 σ
Точность монтажа ± 90 мк / 4 σ