JX-300LED_QA表.pdf - 第35页
QA表 NO. 8 (1/2) NO. 8 (2/2) 机种 2.左右后通道的平行度 2-1.确认方法 ①把上图的夹具固定到左侧的2个后通道部。 ②把测定仪器安装到夹具右端,顶到右侧的后通道内侧面。 ③在全行程移动夹具,确认平行度为20μm以下。 2-2.调整方法 ①在后通道的前后两端附近,上图表示的底架Y轴部侧面的加工面和后通道的 NO. 担当人 距离调整为14.5mm。 ②拧松平行度规格外的右侧后通道螺丝,调整轨道位置,把平行度重新…
QA表 NO. 7 (1/2) NO. 7 (2/2)
机种
1.左测的后t通道真直度
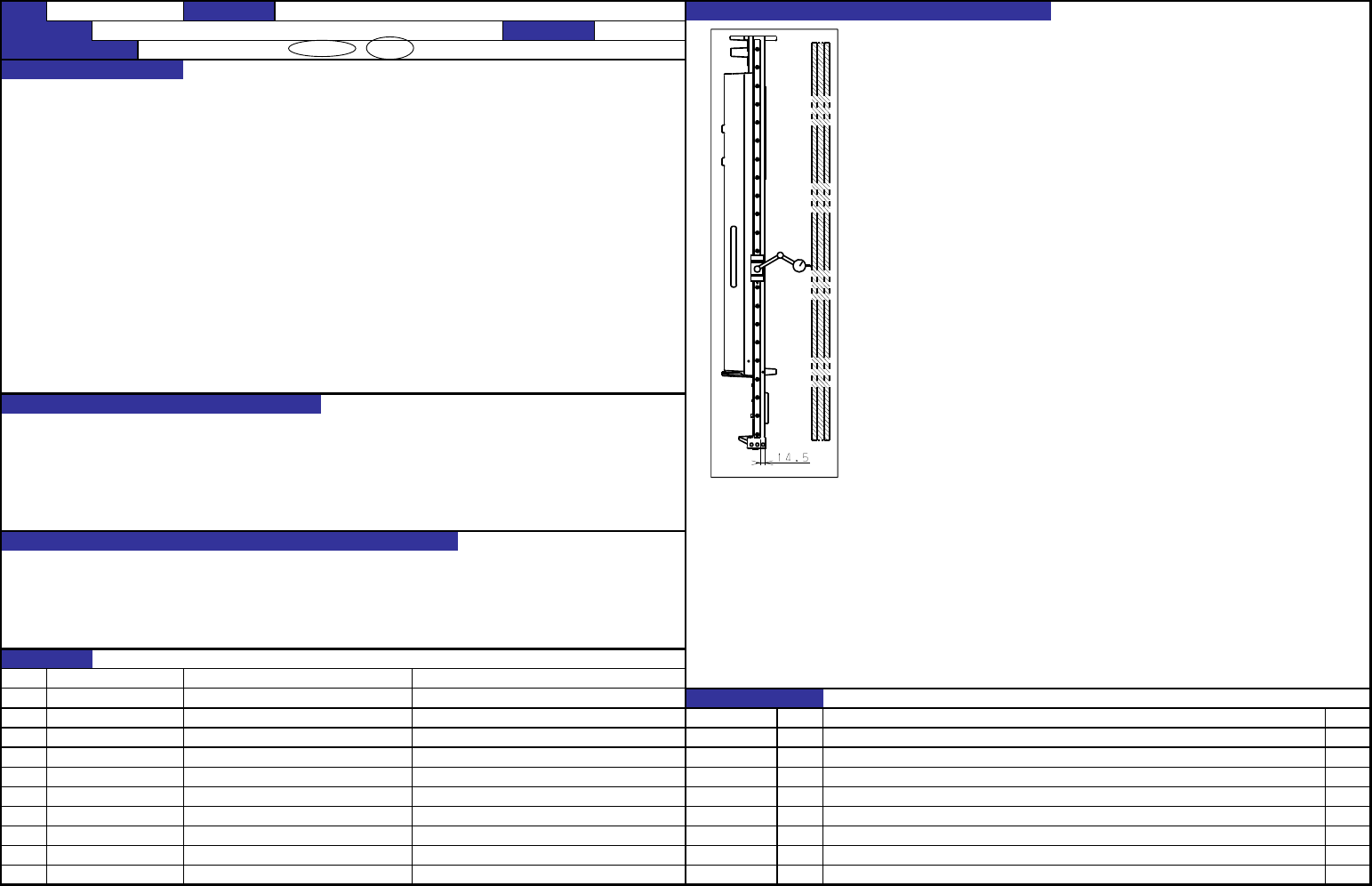
1-1.确认方法
①安装为了设置I型伸缩的夹具。
左侧的Y轴后通道的真直度 :20μm以下 ②把拨盘表安装到后通道块,在导向器的两端调整I型伸缩位置
左右的Y轴右t通道平行度 :20μm以下 让拨盘表的直为”0”。
③在后通道的全行程,确认真直度为20μm以下。
1-2.调整方法
①左图所示的底座的Y轴部的侧面加工面和后通道的距离在后通
道的前后两端距离,调整为14.5mm。
②拧松真直度为规格外的后通道螺丝,把轨道位置的真直度重新
调整到为20μm以下,拧紧螺丝。
Y坐标有关X坐标位置的偏斜,影响X方向的贴装精度。
会给Y轴后通道增加负荷,Y轴后通道损坏,降低寿命。
1.贴装精度(X方向)的恶化
2.Y方向移动时发生异常声音
3.Y轴后通道损坏,降低寿命。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-7
JX-300LED 装置名称
XY装置(5)
确认方法及调整方法(故障处理方法)
功能名称
Y轴后通道的真直·平行(1/2)
编制日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
40000700 后通道Y
变更履历
货号 品名 有关质量特性
内容
40016696 后通道Y(E)
40000703 后通道Y(L)
日期
QA表 NO. 8 (1/2) NO. 8 (2/2)
机种
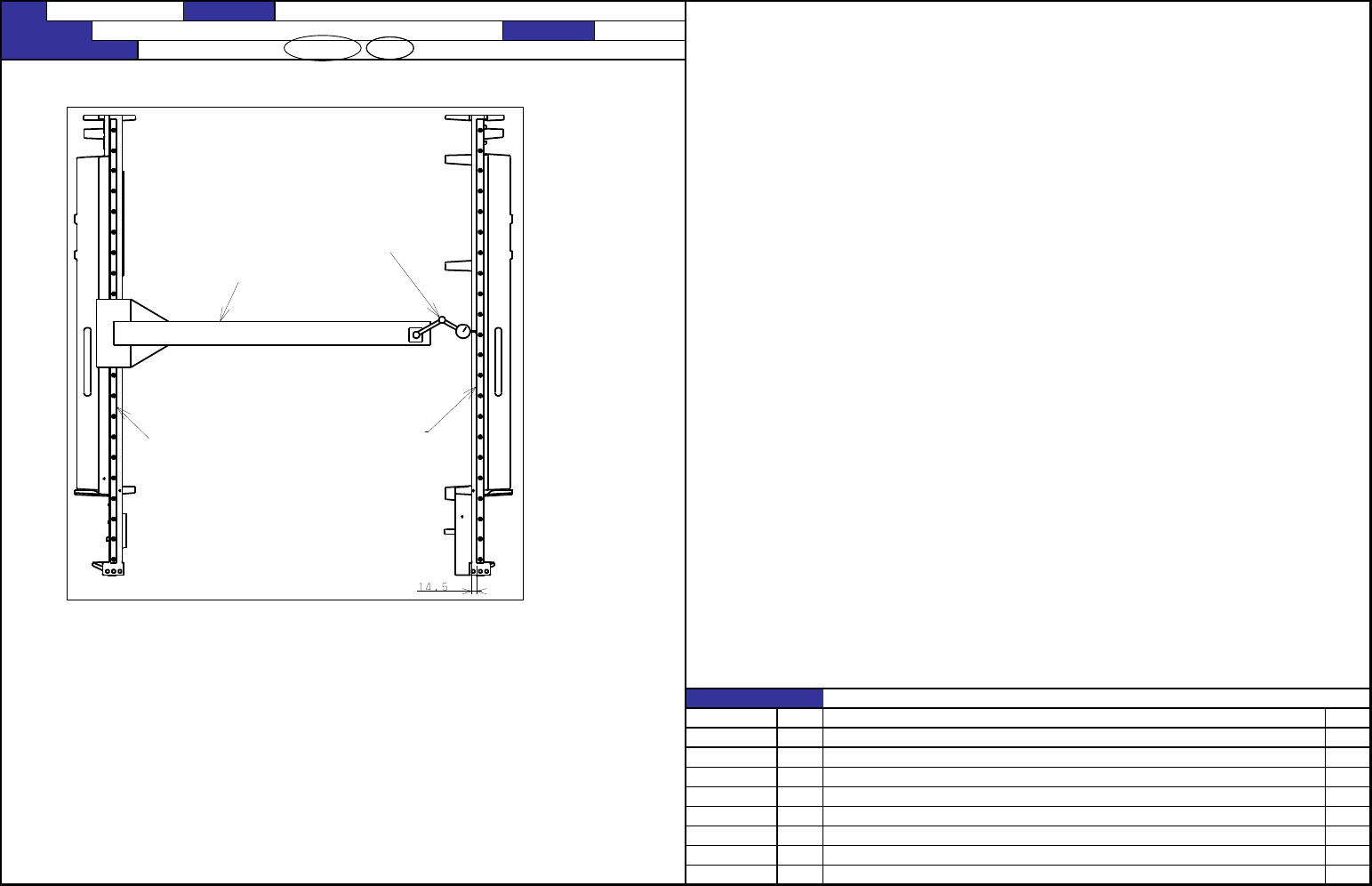
2.左右后通道的平行度
2-1.确认方法
①把上图的夹具固定到左侧的2个后通道部。
②把测定仪器安装到夹具右端,顶到右侧的后通道内侧面。
③在全行程移动夹具,确认平行度为20μm以下。
2-2.调整方法
①在后通道的前后两端附近,上图表示的底架Y轴部侧面的加工面和后通道的
NO. 担当人
距离调整为14.5mm。
②拧松平行度规格外的右侧后通道螺丝,调整轨道位置,把平行度重新调整
为20μm以下,然后拧紧螺丝。
【6】-8
JX-300LED 装置名称
XY装置(5)
功能名称
Y轴后通道的真直·平行(2/2)
编制日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
变更履历
日期 内容
测定仪器
夹具
后通道(左侧)
后通道(右侧)
QA表 NO. 9 (1/2) NO. 9 (2/2)
机种
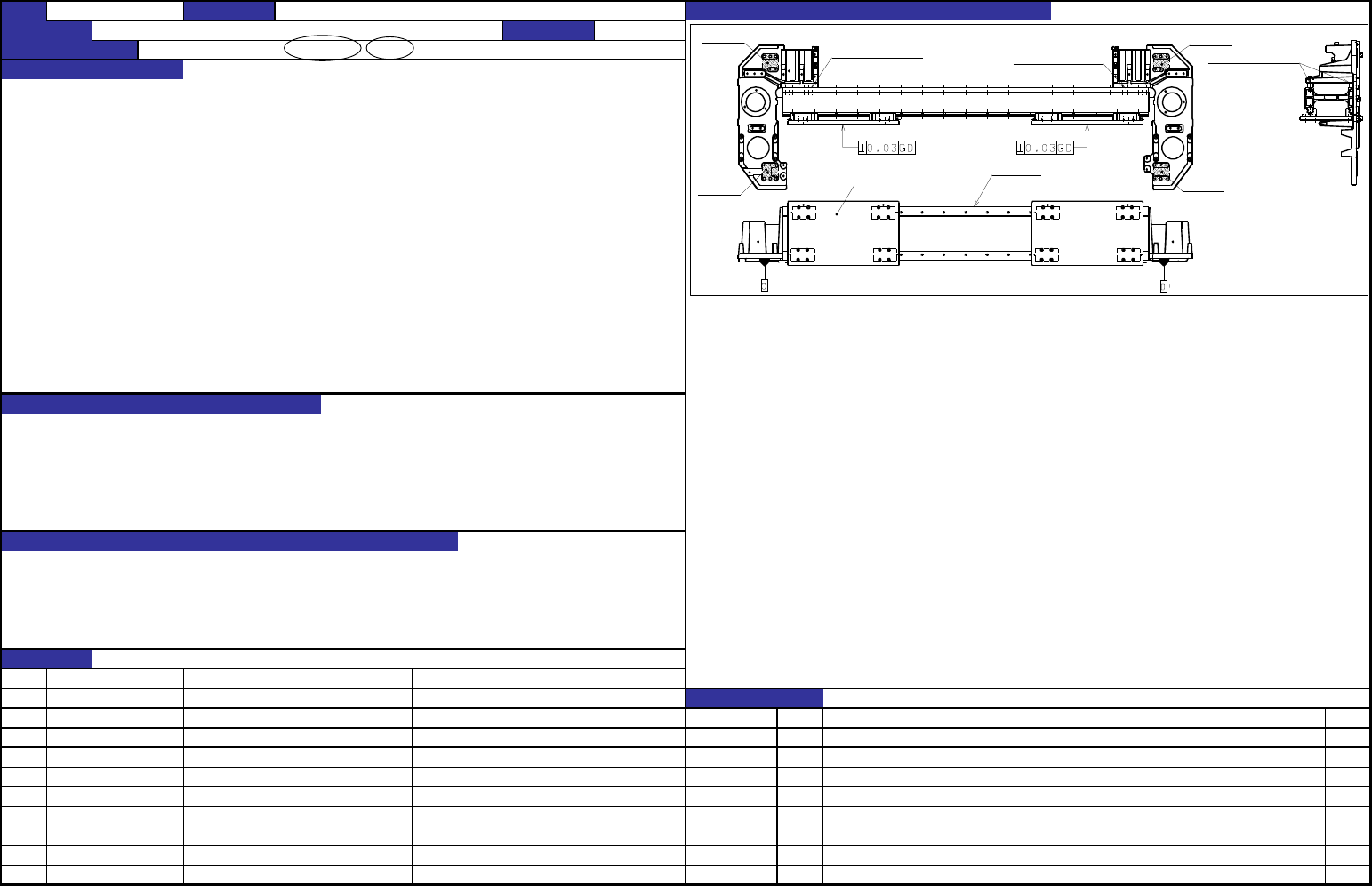
X机架端L、R的基准面与贴装板的直角度 :0.03mm以下
1.确认方法
以X架端L、R的Y轴后通道安装面为基准,使用测方仪测定夹具贴装头板的直角度,
确认应为0.03以下。
此时,夹具贴装头板的位置,应在X轴架左右两端的2处测定。
另外,测方仪的放置位置应在夹具贴装头板的中央。
2.调整方法
基板传送面和贴装头的直角度非常重要。 在X架端和X轴架的安装面,组合X端调整间隙片A(t0.1)、X端调整间隙片B(t0.05)、
X端调整间隙片C(t0.03),调整直角度。
1.贴装精度恶化
2.吸附不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-9
JX-300LED 装置名称
XY装置(6)
确认方法及调整方法(故障处理方法)
功能名称
贴装头板的直角
编制日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
40000656 X轴机架
变更履历
货号 品名 有关质量特性
内容
40000658 X机架端R
40000657 X机架端L
日期
40000663 X端部调节间隙B
40000662 X端部调节间隙A
40000664 X端部调节间隙C
X架端R
X架端R
F面(里侧)
Y轴L M导向器安装面 Y轴L M导向器安装面
面(里侧)
夹具用贴装头板
X轴架
E面(里侧)
X
端轴缝
X
端轴缝
面(里侧)
X端轴缝
+0.5
0