JX-300LED_QA表.pdf - 第48页
QA表 NO. 21 (1/2) NO. 21 (2/2) 机种 检测送料器上盖是否打开松动。 检测送料器上部的贴装头动作范围内有无异物。 合准位置过高的情况:头部损坏 合准位置过低的情况:不能进行生产 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 【6】-21 确认方法及调整方法(故障处理方法) JX-300LED 装置名称 XY装置(13) 功能名称 送料器浮起传感器的高度/送料器检测传感器的高度 编制日期 质量保证…
QA表 NO. 20 (1/2) NO. 20 (2/2)
机种
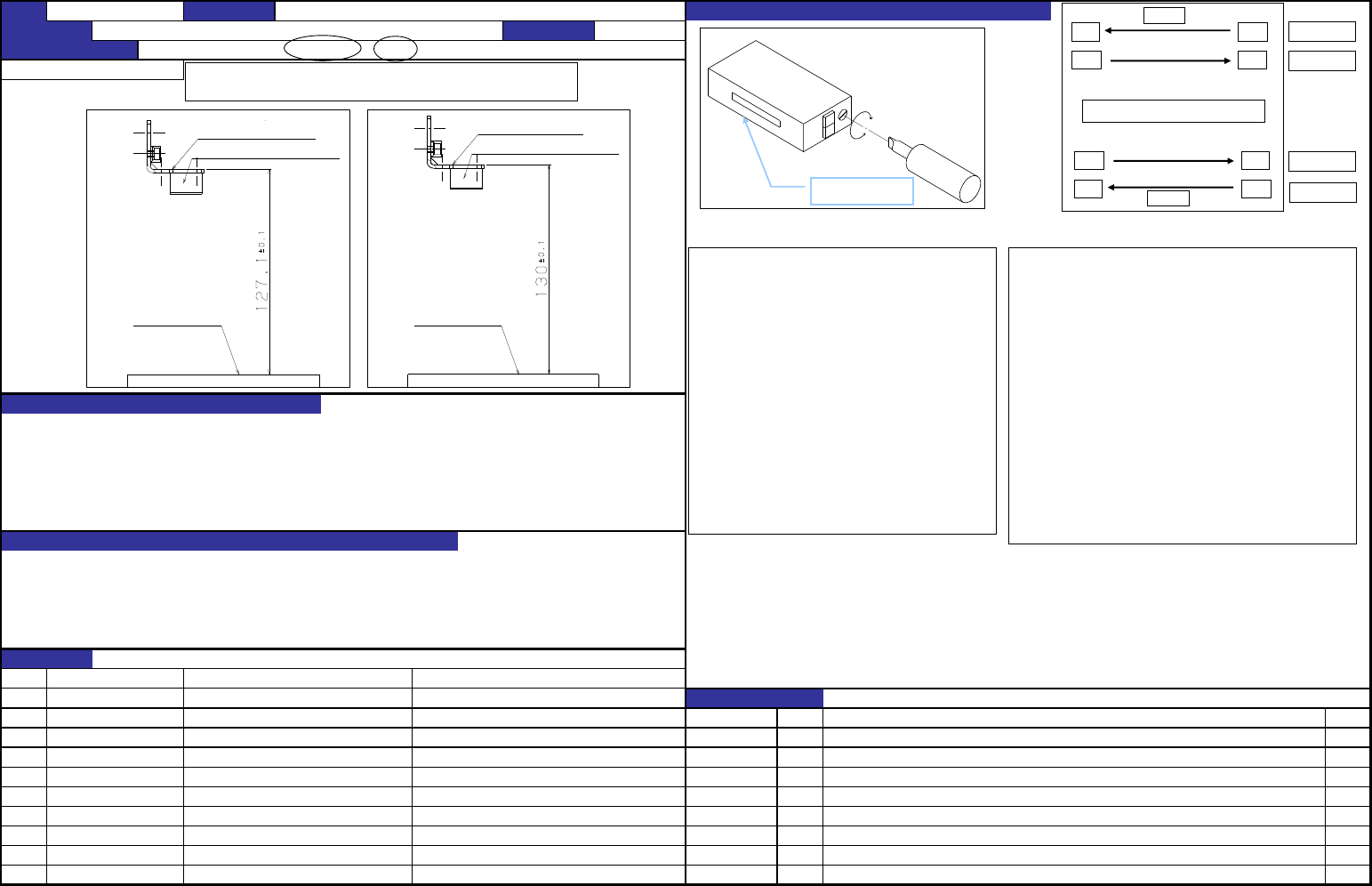
2.Y轴电磁标尺贴附方法
①Y轴电磁标尺贴附夹具(货号40008105)放到后通道Y的侧面和Y轴上面,
顶到Y轴电磁标尺贴附夹具贴上电磁标尺。
NO. 担当人
【6】-20
JX-300LED 装置名称
XY装置(12)
功能名称
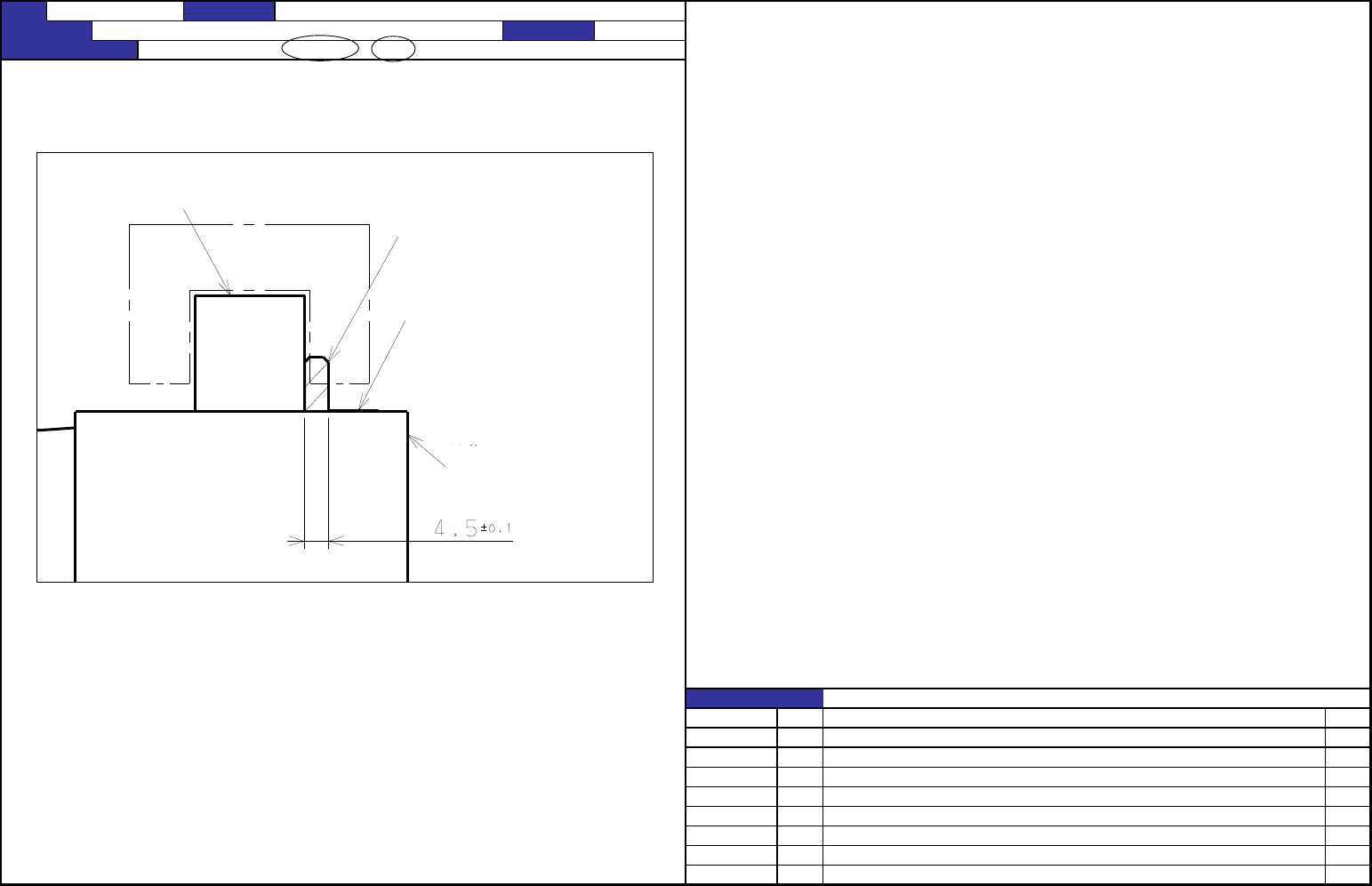
电磁标尺的贴附位置(2/2)
编制日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
变更履历
日期 内容
后通道Y
Y轴电磁标尺贴附夹具
电磁标尺
Y轴
QA表 NO. 21 (1/2) NO. 21 (2/2)
机种
检测送料器上盖是否打开松动。
检测送料器上部的贴装头动作范围内有无异物。
合准位置过高的情况:头部损坏
合准位置过低的情况:不能进行生产
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-21
确认方法及调整方法(故障处理方法)JX-300LED 装置名称
XY装置(13)
功能名称
送料器浮起传感器的高度/送料器检测传感器的高度
编制日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号 品名 有关质量特性
内容日期
1.按左尺寸组装。但是,左右的差为0.1mm以下。
2.调整各传感器的灵敏度。(参照右图)
投光侧传感器
受 投
受投
受 投
受投
FRONT
REAR
贴片机上面图
贴片机外侧
传送通道侧
传送通道侧
贴片机外侧
(贴片机外侧传感器的调整顺序)
①向min侧(左侧)转动投光侧的旋钮,设定为遮断传感器的状态。
②慢慢地向max侧(右侧)转动旋钮,停止在受光侧指示灯的红灯绿
灯都点亮的位置。
③把散件送料器设定在送料器的左·中·右,确认传感器不OFF。
※传感器ON(绿灯正常地亮灯)时,转动旋钮,让绿灯亮灯。
④把NF32送料器设定导与③同样的位置,打开上盖,在10mm以内
的位置确认传感器是否为OFF。
※③的时候,旋钮过大的话,传感器对NF32护盖开放不反应。
⑤把NF16送料器(有锁定·改造版)设定到与③同样的位置,用
拨杆打开上盖,确认传感器是否OFF。
⑥以上的操作之后,如果确认了散件·・NF32·NF16,则操作结
束。
(传送通道侧传感器的调整顺序)
①向min侧(左侧)转动投光侧的旋钮,设定为遮断传感器的状态。
②慢慢地向max侧(右侧)转动旋钮,停止在受光侧指示灯的红灯绿灯都点
亮的位置。
③把NF12(无锁定)设定在送料器的左·中·右,打开前盖,确认传感器
OFF。※打开前盖传感器也不OFF时,线安装位置的Y方向偏斜,请拧松传
感器的安装螺丝,前后移动调整。
④③的操作时,变更了传感器安装位置后,请重新调整光轴(从①)(移动
传感器位置,变化旋钮调整量。)
⑤把NF16送料器(有锁定·改造版)设定到与③同样的位置,进行与③同
样的操作,确认窗阿尼OFF。※前盖打开,传感器也不OFF时,线安装位置
的Y方向偏斜,请拧松传感器安装螺丝,前后移动进行调整。调整了位置
之后,请重新调整光轴(从①)。
⑥以上的操作之后,如果确认了散件·NF32·NF16,则操作结束。
送料器上面
送料器上面
FSD
支架
FS支架
送料器检测传感器
送料器浮起传感器
QA表 NO. 22 (1/2) NO. 22 (2/2)
机种
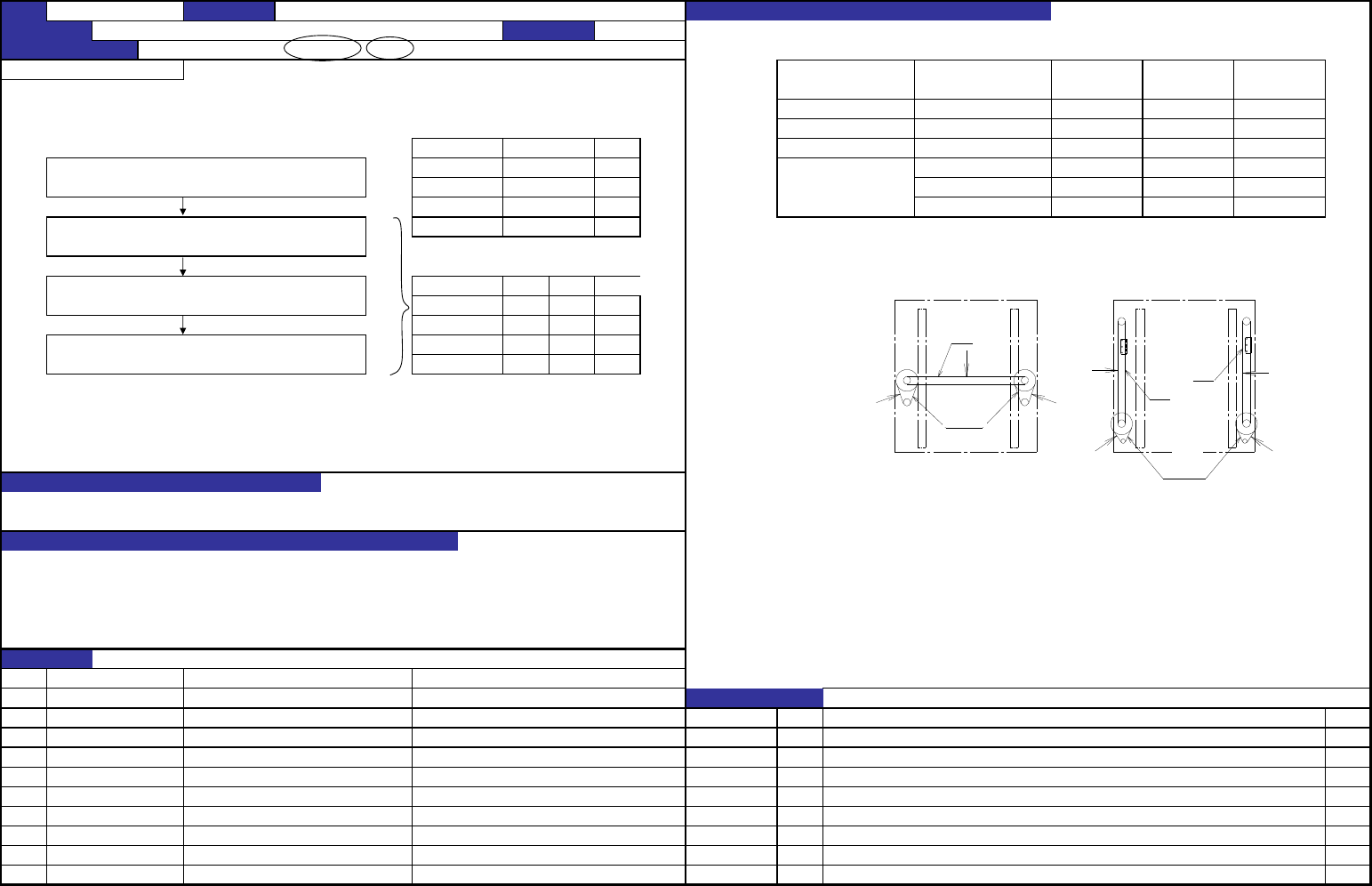
1.确认方法 用由尼塔公司生产的张力记测定下图的箭头部分。
张力输入项目(仅适用于机外定形时,以外请参照QA表No.1)
通过下列的操作进行同步皮带的定形操作。
机外定形条件
【皮带定形操作】 小时[H]
用皮带定形机进行定形(机外定形) 4
(定形条件请参照右表。) 4
24
机外定形结束后,从定形机取下皮带,在72~240小时之间 24 (注2)因为机外定形的皮带跨度与机内定形的皮带跨度不同,请加以注意。
(注1)
用「组装」到贴片机主机的张力值组装。 (注3)2050C时,L尺寸机也与M尺寸机进行同样的调整。
用贴片机主机通过暖机动作(高速)进行24小时的定形
安装时 判断值
重
新设定值
(机内定形) (注4) 175±20 130 145~175
325±20
250 260~310
机内定形结束后,皮带张力在「规格值」范围内则调整结束。 1070±50 880 950~1020
(注1) 如果在「规格值」外,请重新调整。(注6) 1230±50 1080 1120~1190
(注1)设定张力时的注意事项和机外定形后的定形规格请参照本QA表No.1。
(注5)测量皮带张力时,应满足以下2个条件。①皮带、皮带轮为常温。②在皮带张紧边测量。
(注6)当重新调整了皮带张力时,为了使皮带、皮带轮很好磨合,要进行5分钟的老化动作再转入下一工序。
与贴片·吸附位置的整顿时间(卸载特性)有关,直接影响贴片精度。
1.贴片精度的恶化
2.发生吸附异常
3.因吸附不良造成芯片跳起,发生激光异常
4.动作时和停止时原因调查
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-22
同步皮带YB(Y皮带)
1070M/1070CM/2070M/2080M
同步皮带XM(X马达皮带)
同步皮带YM(Y马达皮带)
同步皮带XB(X皮带)
全机种
全机种
全机种
功能名称
XY皮带张力定形
编制日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
皮带单位质量
皮带种类 机种
皮带宽度 皮带跨度
(g/m・mm) (mm) (mm)(注2)
200
2.5 40 203
2.5 20
3.8 60 1122
3.8 70 1122
70 1270
70 1402
同步皮带YM 260±20
3.8
3.8
同步皮带XB 900±50
1070L/1070CL/1080L/2070L/2080L
1080E/2080E
同步皮带YB 1100±50
同步皮带XB
(注4)24小时内实施其他调整工作而要一时停止定形作业时,需要确认(调整)皮带张力是否符合规格。
但是机内定形开始后8小时以内请勿进行其他调整作业。
机内老化条件(张力值:N)(注5)
皮带种类
同步皮带XM
同步皮带YM
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
内容日期
品名 有关质量特性
变更履历
40000732 同步皮带YB
40000717 同步皮带YM
40000733 同步皮带YB(L)
JX-300LED 装置名称
XY装置(14)
确认方法及调整方法(故障处理方法)
40000688 同步皮带XB
40000675 同步皮带XM
40016697 同步皮带YB(E)
皮带种类 规格张力值[N]
同步皮带XM 140±20
同步皮带YB
X
轴
后部
X
皮带
X
马达皮带
前部
前部
Y马达皮带
Y皮带
Y皮带
后部
Y
轴