ASM贴片机 SIPLACE SX1SX2使用手册.pdf - 第143页
使用手册 SIPLACE SX1/SX2 V2 和 V3 版 3 技术数据和组件 使用软件版本 SC.713.1 或更新 版本 04/2020 3.9 PCB 传送导轨系统 143 3.9.5 PCB 翘曲度的定义 3.9.5.1 传送导轨上 PCB 的翘曲度 横跨行程方向的 PCB 翘曲度最 大为 PCB 对角线的 1 %,但不超过 2 mm。 3 传送方向的 PCB 翘曲度 + PCB 的厚度 < 5. 5 mm 。印制电 路…
3 技术数据和组件 使用手册 SIPLACE SX1/SX2 V2 和 V3 版
3.9 PCB 传送导轨系统 使用软件版本 SC.713.1 或更新 版本 04/2020
142
3.9.3.4 “ 同步传送 ” 模式
在同步模式下,具有相同尺寸的两个 PCB 将同时移动至贴片位置。必须将它们视为相同的电路板
进行处理。
这样,就可以在一条生产线中处理印制电路板的顶部和底部。由于总是会同时传送两块印制电路
板,因此可以缩短传送印制电路板所需的时间。此外,这种模式还能够确保更好地利用吸嘴配
置。
1 号和 2 号传送轨道上的 PCB 将同步移动到传送导轨的各个部分中(即两条传送导轨受到同步控
制,但又彼此独立)。要在 1 号和 2 号传送轨道上贴装的元件必须通过两个子面板排放到一个面
板上。
如果在开始贴片时只占用了一条传送轨道,则这条独用的传送轨道将被认定为 “ 将不进行贴片 ”。
如在 “ 同步 ” 模式中操作双传送导轨,“PCB 生产线向下传讯 (PCB whispering down the line)”
选项将被禁用。“ 全局坏基准点 (Global bad fiducial)” 选项不能使用。
3.9.3.5 I- 贴片
除同步传送导轨和异步传送导轨模式外,现在还引入了 “I- 贴片 ” 的贴片概念。在这种情况下,两
个贴片头可以同时在同一贴片区域进行贴片操作,互不影响。在正常模式下,贴片头以交替贴片
的模式进行贴片:当贴片头在一贴片区域对一印制电路板进行贴片时,另一贴片头从供料器模块
中拾取元件。如果为 “I- 贴片 ”,贴片头就无需等待,这就增强了贴片性能。
3.9.4 控制和宽度调整
3.9.4.1 使用 “Single Functions (单项功能)” 菜单进行控制
联机帮助中包括 PCB 传送导轨控制和 “Single Functions (单项功能)” 菜单的有关信息。
3.9.4.2 自动宽度调整
当接到命令时,传送带将被设置为所需的宽度。双传送导轨可以使用不同的宽度。
有关更改传送轨道宽度的详情,请参见联机帮助。
使用手册 SIPLACE SX1/SX2 V2 和 V3 版 3 技术数据和组件
使用软件版本 SC.713.1 或更新 版本 04/2020 3.9 PCB 传送导轨系统
143
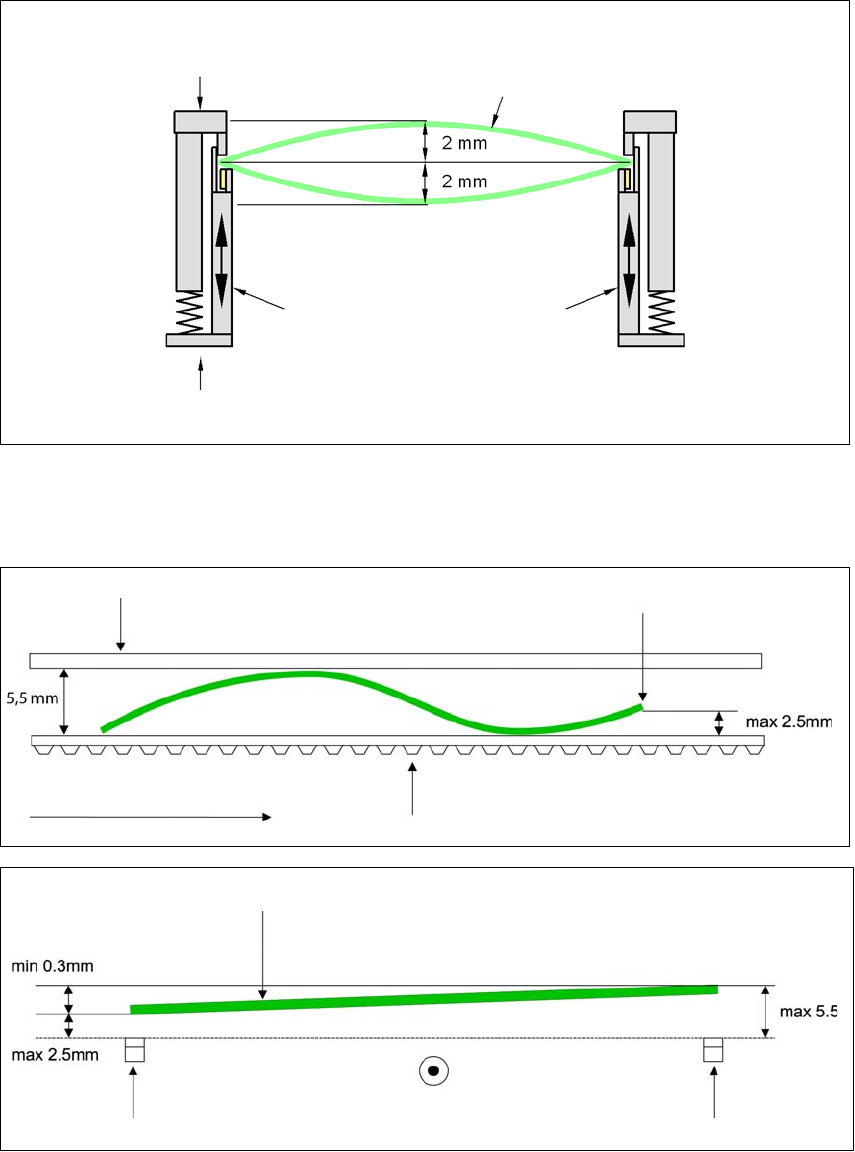
3.9.5 PCB 翘曲度的定义
3.9.5.1 传送导轨上 PCB 的翘曲度
横跨行程方向的 PCB 翘曲度最大为 PCB 对角线的 1 %,但不超过 2 mm。
3
传送方向的 PCB 翘曲度 + PCB 的厚度 < 5.5 mm 。印制电路板边缘的弯曲
最大为
2.5 mm。
3
3
固定的夹持边缘
可移动的夹持器件
印制电路板
传送导轨侧壁
固定的夹持边缘
传送带
PCB 传送方向
印制电路板前边缘
印制电路板前边缘
右传送带
左传送带
PCB 传送方向
3 技术数据和组件 使用手册 SIPLACE SX1/SX2 V2 和 V3 版
3.9 PCB 传送导轨系统 使用软件版本 SC.713.1 或更新 版本 04/2020
144
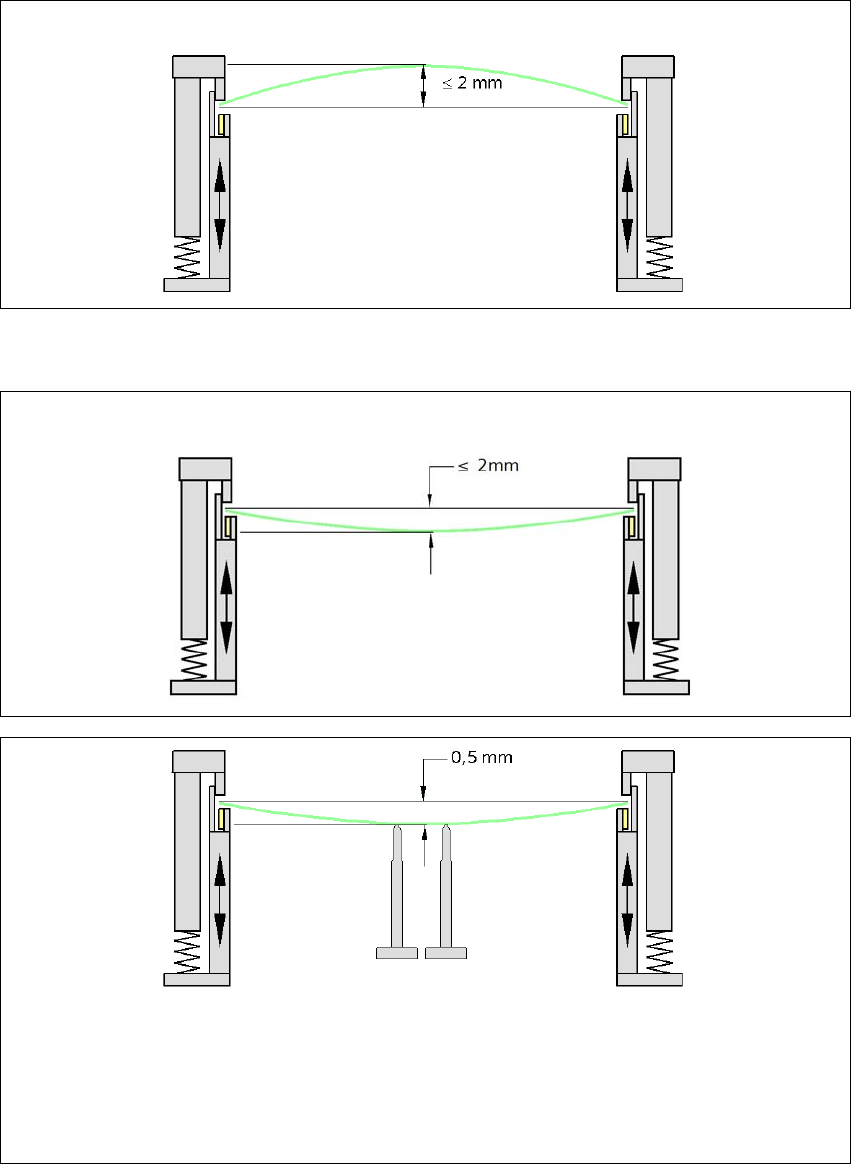
3.9.5.2 贴片时的 PCB 翘曲度
3
3
表面位置的变化情况将会由学习高度功能自动应用。
3
3
PCB 翘曲向下,最大 2.5 mm
PCB 翘曲向下,最大 2.5 mm
PCB 支撑件
为了避免对贴片质量和速度造成影响,建议您使用 PCB 支撑件,例如 智能顶针支撑以使 PCB 向下
翘曲度不超过 0.5 mm。