SMT回流焊焊接过程确认验收报告1 - 第13页
第 12 页 共 13 页 当回流焊过程的设备、操作程序等因素发生变更时,应由 PCBA 产线对这些变更的影响程度进 行评估,确定是否对回流焊过程是否进行再确认。 以下变更发生时,必须进行再确认: 1、生产场所变化,设备经过重新安装后。 2、…
第 11 页 共 13 页
26
5.3
4.8
4.7
4.7
5.1
3.2
3.2
27
5.3
5.0
5.1
5.0
4.9
3.5
3.6
28
4.7
5.0
5.2
4.5
4.5
3.8
3.2
29
5.1
4.4
5.14
5.1
4.4
3.0
3.5
30
4.7
4.5
4.2
4.4
4.6
3.8
3.6
31
4.2
4.8
4.6
4.3
5.7
4.1
3.4
32
4.9
3.9
4.8
4.8
4.7
3.3
3.4
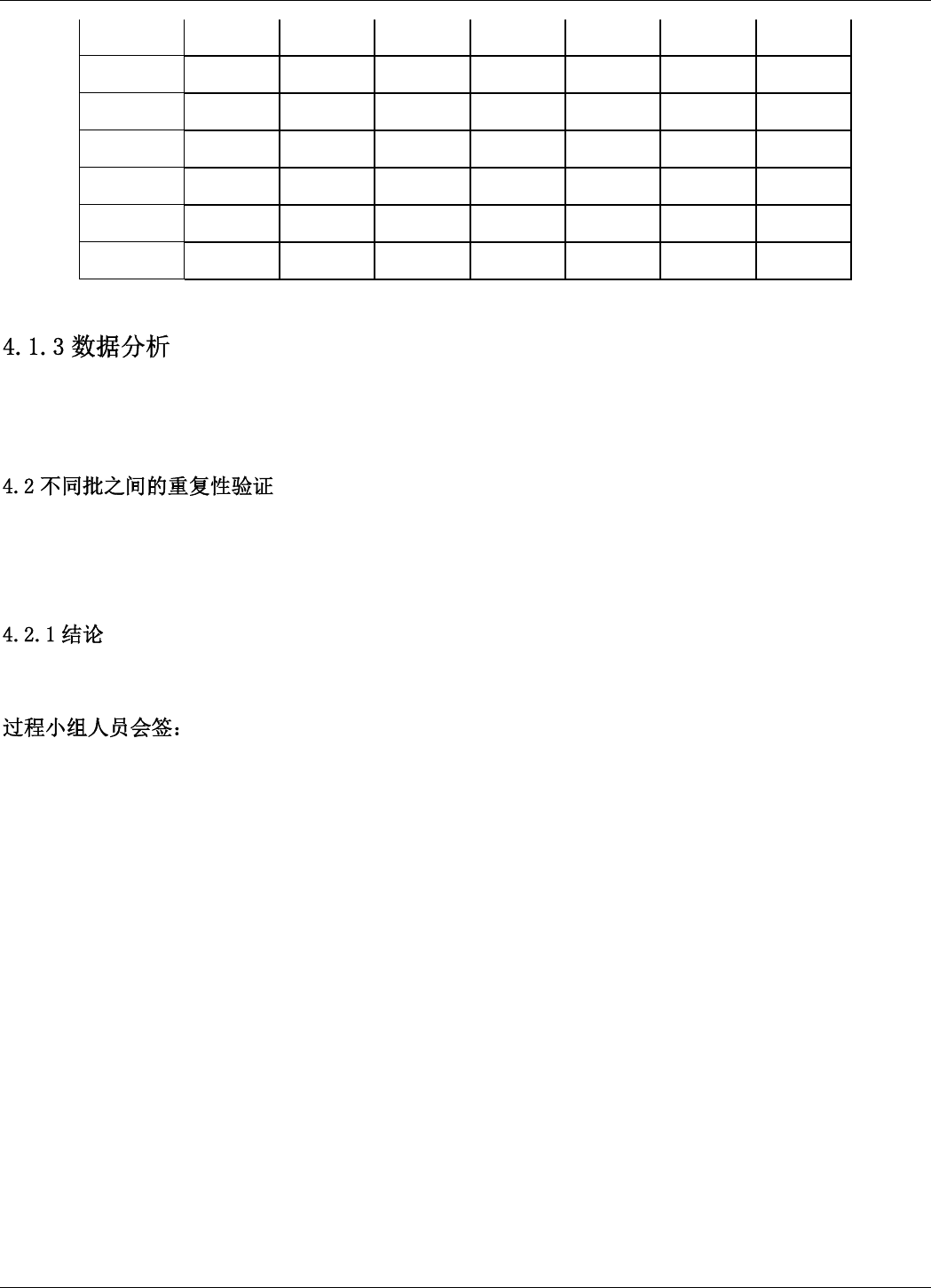
(表一)
最低推力大于设计要求的 1.5KgF,通过数据分析,可以看出,同一批的焊点强度完全符合对焊点
强度的要求及外观要求。
不同批之间的重复性的验证。考虑到公司产品的生产特点,如果要进行多批次的重复性验证,
会把整个过程确认的验证周期拉长。为了解决这个问题,结合回流焊的特点,进行 32 个点的验证,
说明回流焊有较高的稳定性。即在同一批次是稳定的条件下,要验证不同批次生产是否稳定,只所
有的点测试推力大于 1.5kg 即可。
1)在最佳曲线条件下同一批次的最低推力大于设计要求的 1.5KgF 及外观检查符合标准要求,
说明同一批次之间的生产是稳定的而且有能力的。
第 12 页 共 13 页
当回流焊过程的设备、操作程序等因素发生变更时,应由 PCBA 产线对这些变更的影响程度进
行评估,确定是否对回流焊过程是否进行再确认。
以下变更发生时,必须进行再确认:
1、生产场所变化,设备经过重新安装后。
2、锡膏的技术指标或生产商有重大变化时。
3、回流焊切换无铅工艺时。
4、回流焊过程输出引起质量事故时。
第 13 页 共 13 页
7.1炉温曲线图及数据。
7.1.1最佳炉温曲线图。
7.1.2同一批推力数据记录。
7.2相关设备/工艺文件
7.2.1《通用 PCB 板检验规范》
7.2.2《通用电子元器件检验规范》
7.2.3《SMT 焊接检查作业指导书》
7.2.4《回流焊炉温测试及校准》
7.2.4《锡膏产品说明书》
7.2.4《设备日常保养记录表》
7.3人员培训记录表
7.3.1《推拉力计操作培训记录表》
7.3.2《回流焊设备操作和注意事项、维护保养、温度曲线设定测量的讲解与实操培训记录》
回流焊过程确认报告
单纯的课本内容,并不能满足学生的需要,通过补充,达到内容的完善