SMT回流焊焊接过程确认验收报告1 - 第8页
第 7 页 共 13 页 2.1 安装查检表 2.1.1测试设备 FB-30K 推拉力计操作手册 2.1.2安装性能和查检表 回流焊安装平稳可靠。供电为 AC220±10%,供电在要求范围内,功率损耗不会对设备造成损 坏。 回流焊运行…
第 6 页 共 13 页
F负责回流焊过程的工作协调推动,确认体系符合性、确认有效性的审查落实。
第 7 页 共 13 页
2.1 安装查检表
2.1.1测试设备
FB-30K 推拉力计操作手册
2.1.2安装性能和查检表
回流焊安装平稳可靠。供电为 AC220±10%,供电在要求范围内,功率损耗不会对设备造成损
坏。
回流焊运行稳定,机械传动正常,温区加热正常。维护材料达到制造商的要求。
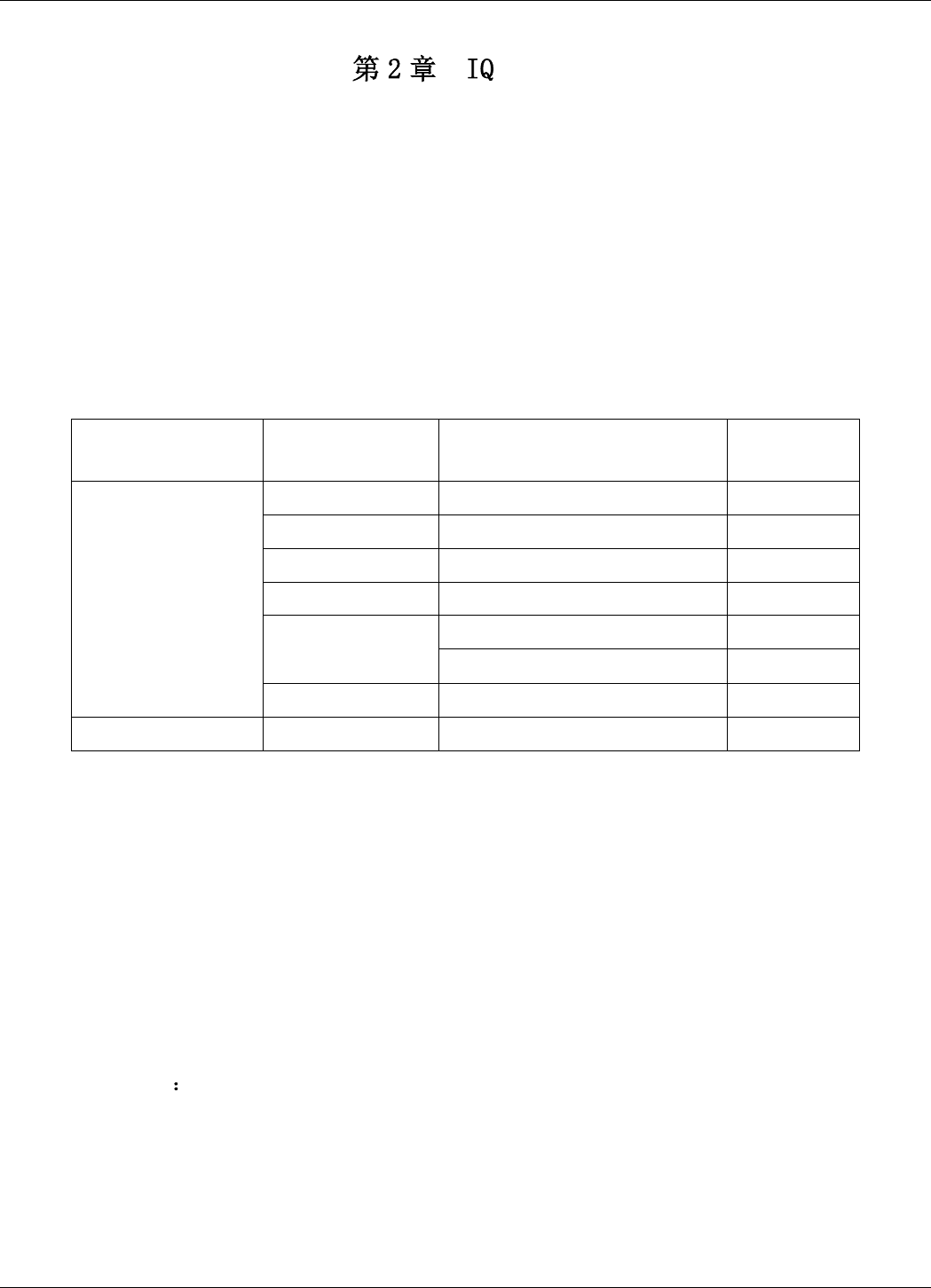
按照各设备操作手册及相关作业指导书的要求对相关设备进行了安装,详见下表:
设备名称 验证项目 验证输出 验证结果
回流焊
设计特性 回流焊操作手册
OK
安装条件 回流焊操作手册
OK
安全特性 回流焊操作手册
OK
测温特性 回流焊操作手册
OK
维护保养
《设备年度保养记录表》
OK
《设备日常保养记录表》
OK
备件 回流焊操作手册
OK
推拉力计 设计特性 推拉力计操作手册
OK
2.2 试机
2.2.1回流焊按照《SMT 回流炉设备操作程序》的要求操作.
2.2.2推拉力计按照《推拉力机操作手册》的要求操作。
2.3 校准
2.3.1推拉力计按照推拉力计操作手册要求送计量单位成功校准
2.4 结论
设备安装符合要求。
过程小组人员会签
第 8 页 共 13 页
3.1 验证说明
1﹑评价回流焊接好坏主要从以下 2 个方面进行评价:
1)外观——不能有虚焊、冷焊、锡珠等不良现象,并有较好的光泽度。
2)焊点强度——推力>1.5KgF。
2﹑因外观可以通过外观检查及时检出,而焊点强度是通过做破坏实验检出。做破坏实验会增加制
造成本且不方便实际操作。因此做回流焊接过程确认主要确认焊点强度是否能在控制范围内稳定
输出。
3﹑回流焊接影响因子很多,如:PCB 可焊性、元器件可焊性、锡膏特性、预热斜率、保温时间、
回流时间、温度峰值、冷却斜率等,影响焊接质量的主要因子为保温时间和温度峰值。因此为了简
化操作并让验证达到我们预期的效果,在原材料质量得到保证又不影响焊接外观的条件下进行实验,
通过分析寻找最佳炉温曲线、上下限炉温曲线及推力上下限曲线,然后通过实验验证曲线从而验证
过程控制是符合要求的。
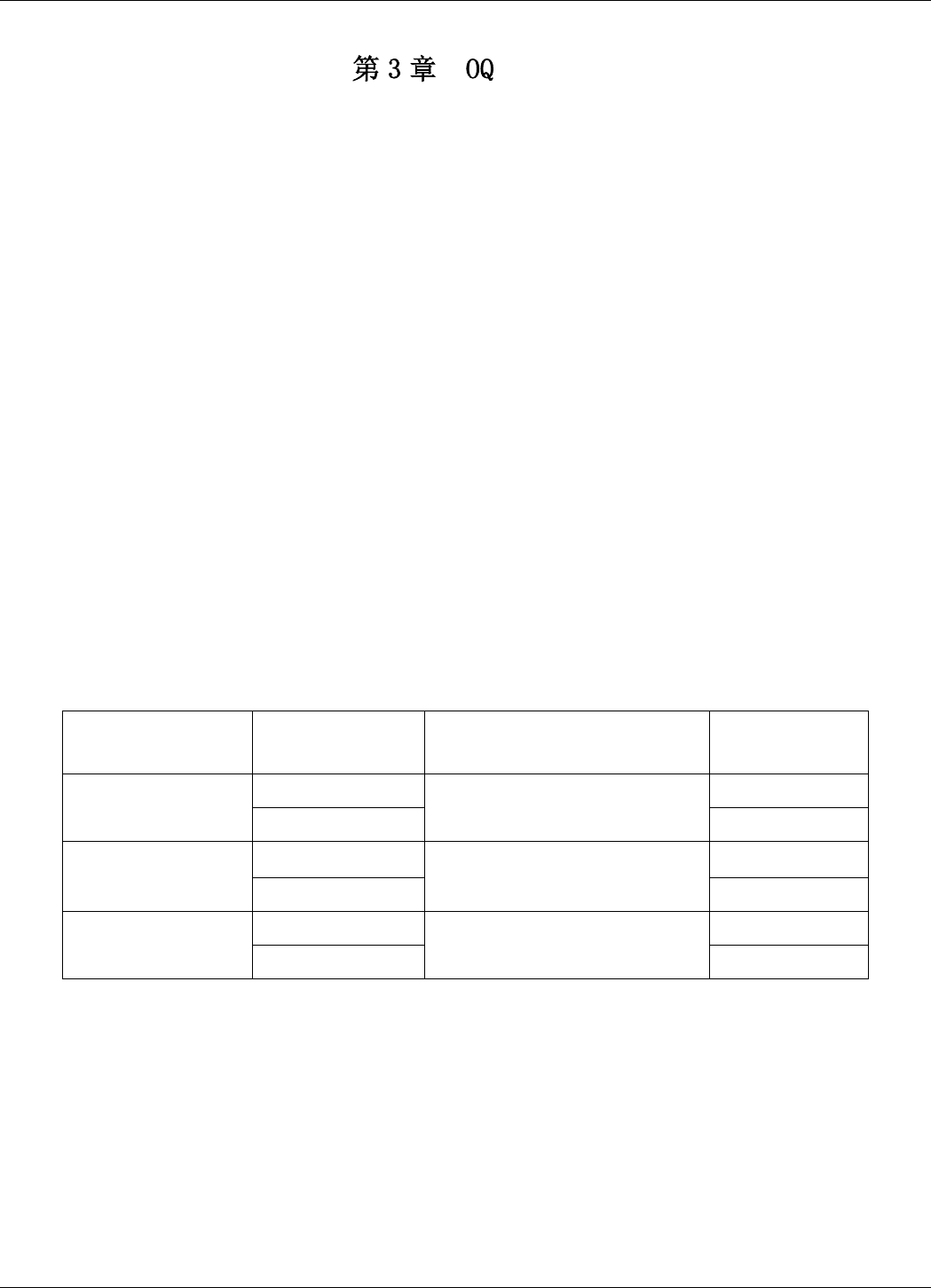
3.2 原材料合格验证
回流焊接过程涉及的物料主要从供应商和来料检验两个方面来控制,物料进厂后都有相关的检
验标准执行,具体见下表:
物料名称 验证项目 验证输出 验证结果
PCB
外观
来料检验标准B9
OK
可焊性 OK
SMD 元件
外观
来料检验标准B9
OK
可焊性 OK
锡膏
外观
《锡膏产品说明书》
OK
可焊性 OK
3.3 炉温曲线验证
本次过程确认,我们通过实验验证曲线是最优应用的,并验证上下限曲线和设定值。
1、实验工具
1)回流焊:FL-VP1060
2)推力器:FB-30K
2﹑实验材料
1)锡膏:FLY905-1合金:Sn96.5-Ag3.0-Cu0.5
2)PCB:JXB-190VER5;