2OM-1088-002.pdf - 第61页
Tg0699-PM-D2 1. Pattern Program 0509-002 Chapter 1 2-2 1. Pattern Program 1.1 Pattern Program Name When a pattern program should be saved, alphanumerics and sym- bols can be used as a pattern program name. (a) If a long …

Tg0699-PM-D2
Section 2
Pattern Program
This section describes the contents and editing of the
pattern program.
0207-001 Chapter 1 2-1
Tg0699-PM-D2
1. Pattern Program
0509-002 Chapter 1 2-2
1. Pattern Program
1.1 Pattern Program Name
When a pattern program should be saved, alphanumerics and sym-
bols can be used as a pattern program name.
(a) If a long name is set in the "Pattern Program Name"
data box, the last letters might not be displayed in the
window. Please confine the name to 24 letters or less, if
possible.
(b) The following symbols cannot be used in pattern pro-
gram names.
* (asterisk), ? (question mark), : (colon), " (double quota-
tion mark), / (slash), | (vertical line), < (smaller than), >
(larger than), , (comma), . (period)
(c) Note that "," (comma) cannot be used in "Comment"
data box either.
1.2 Operation Data
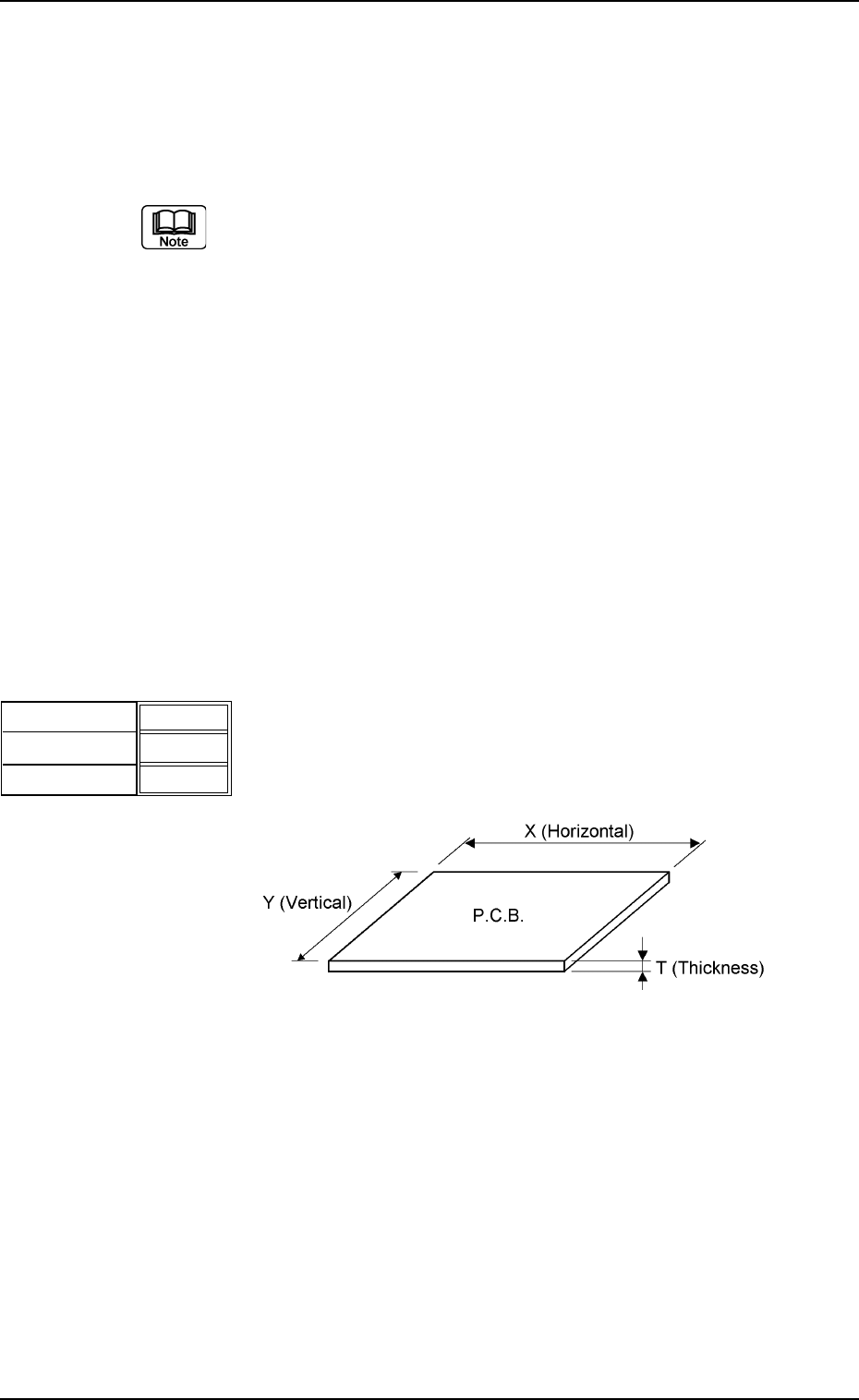
1.2.1 P.C.B. Data
(1) P.C.B. Size
X (horizontal), Y (vertical), and T (thickness)
Set the dimensions of the P.C.B. to be produced.
Unit : mm
2.00
X
Y
000.00
000.00
T
Fig.3B1
Fig. 3B2
Data Input Range
X : 50 to 460 Y : 50 to 381 T : 0.5 to 5.0
Tg0699-PM-D2
1.2 Operation Data
0207-001 Chapter 1 2-3
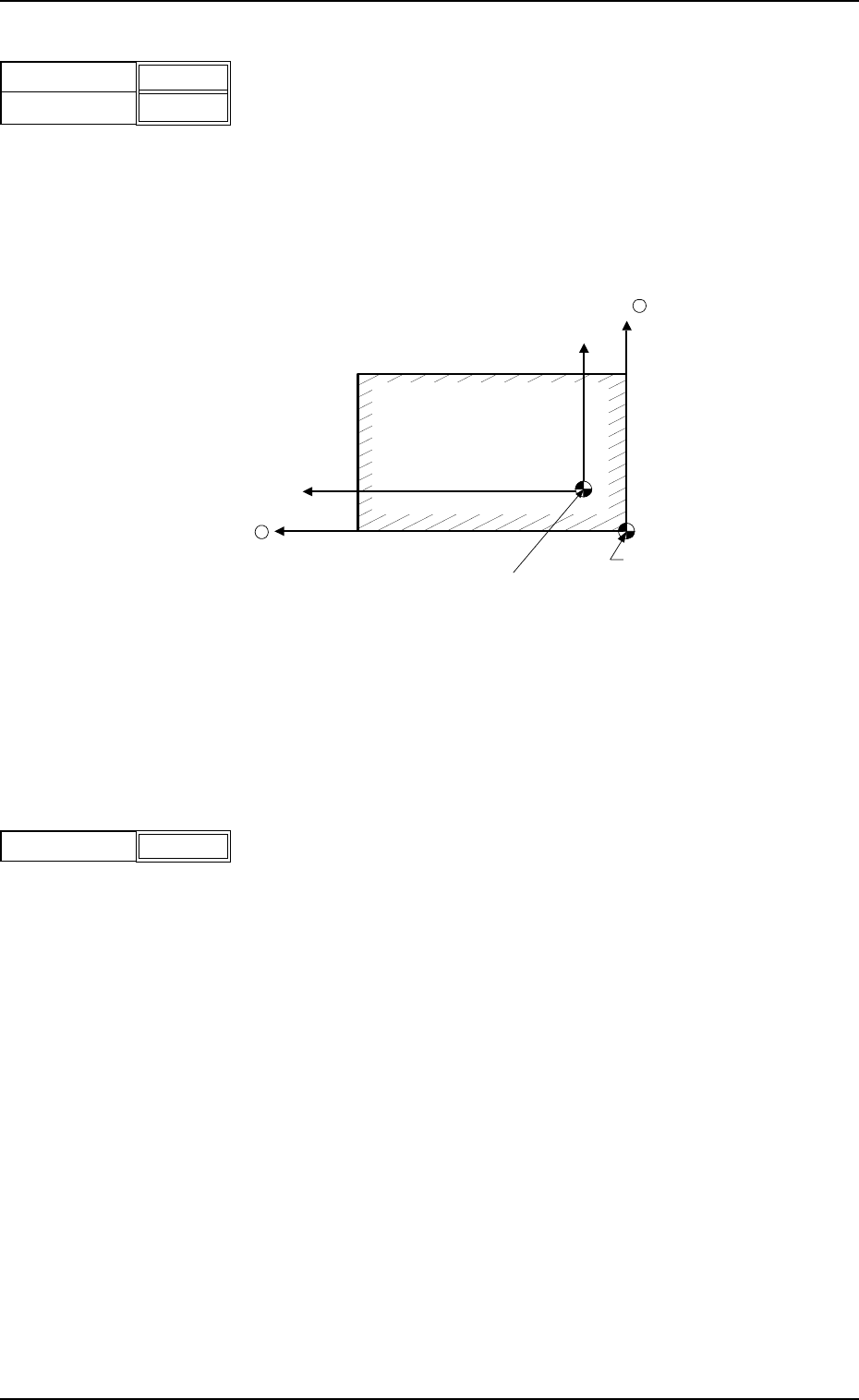
(2) P.C.B. Origin Offset
X (horizontal) and Y (vertical)
Set the offset values to correct the difference between the
reference point (N
0
) of the pattern program and the P.C.B.
origin (P
0
) .
Unit : mm
"Plus" and "Minus" offset values can be set for correction on
both the X and Y coordinates.
Fig. 3B4 Example of Correction in "+" (plus) Direction
Data Input Range
X : -99.999 to +99.999 Y : -99.999 to +99.999
(3) Operation Mode
It can be selected whether or not solder paste should be
printed on the P.C.B. to be produced.
PRINT : The machine prints solder paste during automatic
operation.
PASS : The machine performs only P.C.B. transfer during
automatic operation.
X
Y
+00.000
+00.000
Fig.3B3
P
0
(P.C.B. Origin)
Y +
X +
P.C.B.
N
0
(Printing Coordinates Reference)
Operation Mode Print
Fig.3B5