00191369-01.pdf - 第198页
6 Vision functions User Manual HS-50 6.3 Component Vision System Software-Version 5.01 Edition 01/99 196 Each 12x revolver placem ent hea d is equippe d with i ts own compo nent posi tion rec ogniti on sys- tem in star s…

User Manual HS-50 6 Vision functions
Software-Version 5.01Edition 01/99 6.3 Component Vision System
195
– Correction with two fiducials x-position
y-position
PCB skew
– Correction with three fiducials: ideally, the straight lines which each pass through the cen-
ters of two fiducial will be parallel with the x and y axes
x-position
y-position
PCB skew
Shear
Warpage of PCB in the x direction
Warpage of PCB in the y direction
NOTE
You should never position 3 fiducials so that they are located on a straight line.
– 6SDFLQJEHWZHHQWKHILGXFLDOV
You may locate the fiducials at any point on the board. However, it is a good idea to space the
fiducials as far apart as possible on the two axes. The further apart the fiducials are from one
another, the more accurate optical position and angle recognition will be.
&RPSRQHQW9LVLRQ6\ VWHP
The component vision system determines the precise location and orientation of a component rel-
ative to the nozzle that picks it up so that it can be placed accurately on the PCB. The two impor-
tant parameters in this process are the displacement of the center of the component from the
nozzle’s axis of symmetry, and the component’s rotational orientation on the nozzle relative to the
PCB. The locational and rotational deviations are taken into account and corrections are made
prior to placement so that accuracy can be achieved. Another important role of the component vi-
sion system is to detect and reject incorrect or physically damaged components before they are
placed on the PCB.
&RPSRQHQW9LVLRQ6\VWHPRIWKH3ODFHPHQW0DFKLQH
'HVFULSWLRQRIWKH6\VWHP
The component vision system consists of the optical sensor system for component position rec-
ognition and the vision analysis unit.

6 Vision functions User Manual HS-50
6.3 Component Vision System Software-Version 5.01 Edition 01/99
196
Each 12x revolver placement head is equipped with its own component position recognition sys-
tem in star station 7 (see Fig. 6.1 - 2 on page 6 - 181). Each machine is equipped with an analysis
unit for PCB and component position recognition which is located in the control unit
(see Fig. 6.1 - 4 on page 6 - 184).
The optical component position recognition system (camera) consists of an LED lighting system,
deflection mirror, imaging lens, and CCD chip which acts like the retina in a human eye. LEDs ar-
ranged in three rows illuminate the component being tested, and the reflected light is directed
through a focusing lens onto the surface of the CCD chip. Using the HALE process (High Accuracy
Lead Extraction), the image is digitally processed to determine the parameters for position, skew,
and lead condition.
The vision analysis unit (MVS) has already been described in Section 6.1.3 on page 6 - 183 since
it performs the two functions of PCB and component analysis.
7HFKQLFDO'DWD
Camera type: SONY XC75
Number of pixels: 484 x 484
Field of view: 24 mm x 24 mm
Method of illumination: Reflected light process (red light), 3 LED levels
Image processing: HALE gray scale process (H
igh Accuracy Lead Extraction)
Screen: RGB monitor (VGA mode) 640 x 484 pixels
Component sizes: 0.5 mm x 0.5 mm to 18.7 mm x 18.7 mm
Range of recognizable components : TSOP, LCC, PLCC, QFP, SO series through SO28
basically all components with J and
gull-wing leads,
µ
BGAs
Minimum lead pitch: 0.3 mm
Minimum ball diameter with
µ
BGAs: 250 µm
'HVFULSWLRQRI)XQFWLRQ
One segment of the 12x placement head picks up a component at star station 1. As the star ad-
vances, additional components are picked up. Once a componentz reaches star station 7 where
the component vision system is located, LED lights, as described earlier, illuminate the component
so that the CCD sensor can process the image. The lens will allow components with a height up
to 5 mm to be sharply focused and recognized by the camera’s CCD chip.
The digitally processed image is then transmitted to the vision analysis unit. Using the HALE pro-
cess, the analysis unit compares the image of the component with a synthetic model previously
generated in the GF editor (the package form editor). The parameters obtained through this pro-
User Manual HS-50 6 Vision functions
Software-Version 5.01Edition 01/99 6.3 Component Vision System
197
cess yield information on positional deviations, lead condition and component identification. The
HALE process has proved to be highly resistant to interference factors such as unwanted reflec-
tions, diffused light influences , etc. and it is faster and more accurate than the matching method.
Once measurement has been completed, the star advances to station 9 where the segment ro-
tates the component into the correct orientation for placement. Finally, in star station 1, the com-
ponent is placed in its correct position on the board.
&ULWHULDIRU5HFRJQLWLRQRI&RPSRQHQWV
6KDSHRIWKH&RPSRQHQWV
Optical component centering allows both regular and irregular components to be centered. The
maximum number of leads, horizontally and vertically, is 99 in each case.
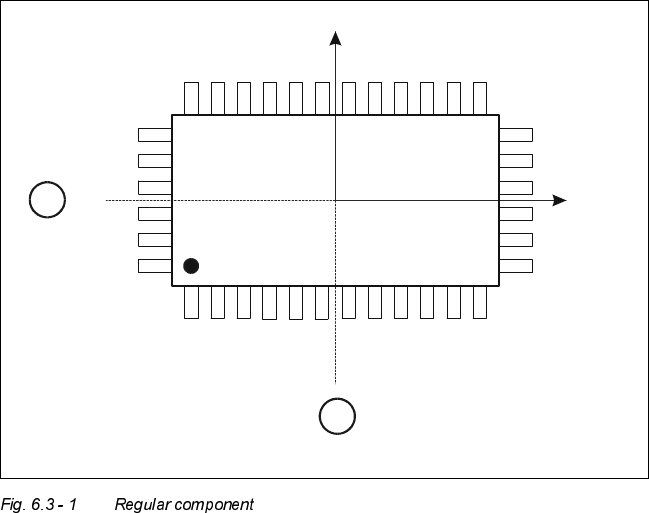
&ULWHULDIRUUHJXODUFRPSRQHQWV
Definition:
A component is deemed to be regular when it satisfies the following four conditions:
– rectangular package shapes (special case: square shape)
– only one lead type per side
– only one lead group per side
– opposite lead groups located symmetrically with respect to the two main axes
(x and y axes).
Y
X
Pin 1
1
1