00197787-02_SI_SIPLACE_HeadVerification_EN.pdf - 第51页
6 Description of the test results 6.9 Dp- / Z-Positioning Software Manual SIPLACE Head Verification 03/2018 51 6.9.3 Interpretation of the results obtained ‘ZVariation’ and ‘CSVariation’ error for all segments Cause So…
6 Description of the test results
6.9 Dp- / Z-Positioning
50 Software Manual SIPLACE Head Verification 03/2018
6.9 Dp- / Z-Positioning
6.9.1 Measurement principle
The Dp-/Z-Positioning measurement checks the deviation between the Z-axis down light barrier
and the component sensor, in accordance with the angle setting of the segment. Each segment is
moved down and moved to an angle of 0°, 60°, 120°, 180°, 240° and 300°. For each angle, the
position is determined where the nozzle interrupts the beam of the component sensor and when
the light barrier is activated.
6.9.2 Measurement result
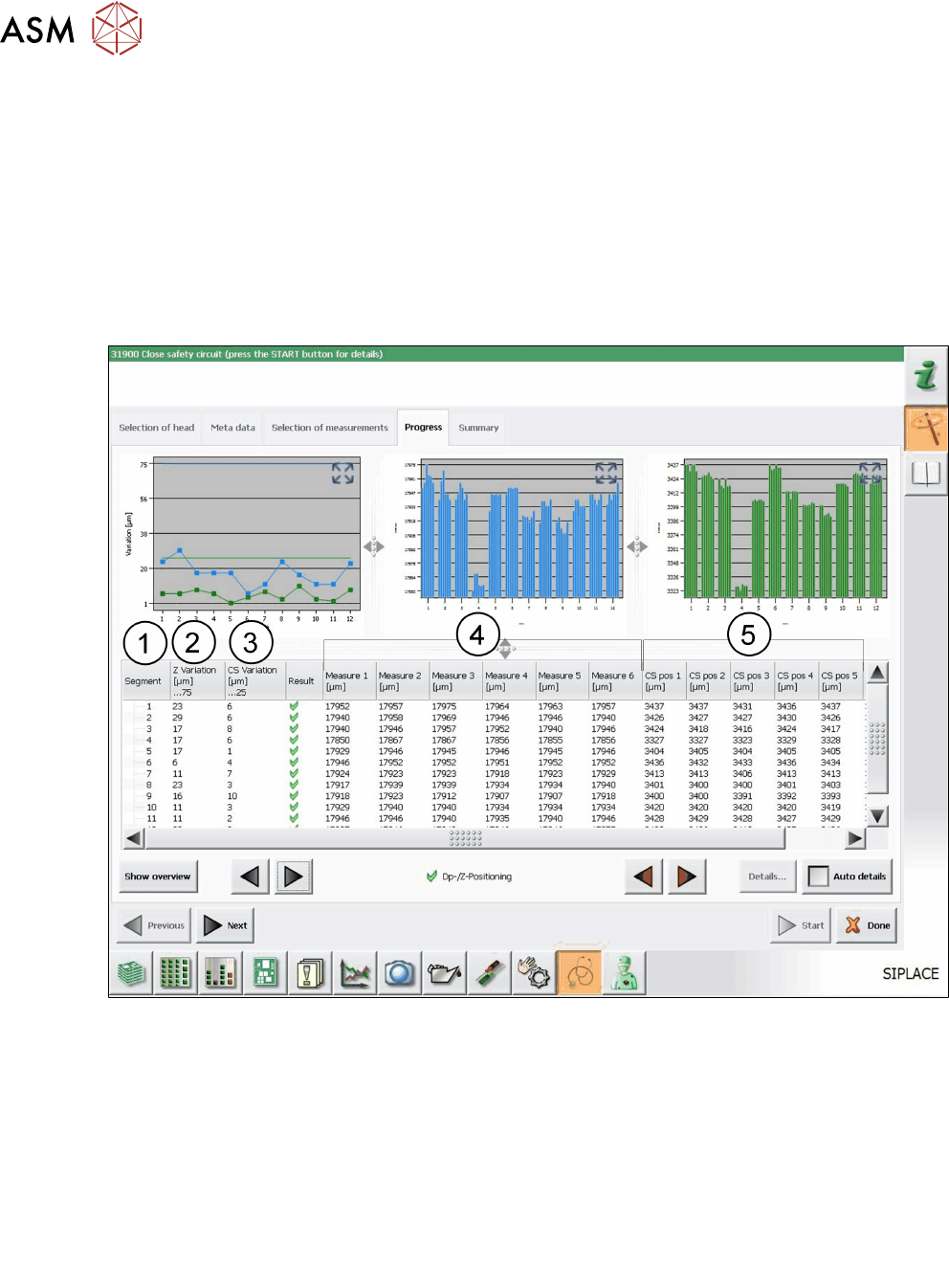
Fig.41: Result view – Dp-/Z-Positioning test
1 Measured Segment
2 Z Variation shows the difference between smallest and biggest value measured for Meas-
ure 1-6:
ZVariation = Measure
1-6max
- Measure
1-6min
3 CS Variation shows the difference between smallest and biggest value measured for
CSpos1-6:
CS Variation = CS
pos1-6max
- CS
pos1-6min
4 Measure 1-6 show the values measured when the Z-axis light barrier was interrupted.
5 CS pos 1-6 show the values measured when the component sensor was interrupted.
6 Description of the test results
6.9 Dp- / Z-Positioning
Software Manual SIPLACE Head Verification 03/2018 51
6.9.3 Interpretation of the results obtained
‘ZVariation’ and ‘CSVariation’ error for all segments
Cause Solution
Mechanical damage to Z-axis linear guide ► Replace the Z-axis drive.
Z-axis read unit dirty ► Clean the Z-axis read unit.
‘ZVariation’ error for individual segments
Cause Solution
Mechanical damage to Z-axis linear guide ► Replace the Z-axis drive.
Z-axis read unit dirty ► Clean the Z-axis read unit.
Linear guide of segment damaged ► Replace the linear guide of this segment.
Z-axis down light barrier of this segment pol-
luted
► Clean the light barrier and switching ring
through service gap.
‘CSVariation’ error for all segments
Cause Solution
Component sensor polluted ► Clean the prism at the component sensor.
Component sensor damaged ► Replace the component sensor.
‘CSVariation’ error for individual segments
Cause Solution
Linear guide of segment damaged ► Replace the linear guide.
Bad nozzle seating ► Check the nozzle interface and replace if
necessary.

6 Description of the test results
6.10 Filter Disc
52 Software Manual SIPLACE Head Verification 03/2018
6.10 Filter Disc
6.10.1 Measurement principle
The Filter disk measurement checks the filter discs on the C&P20A head segments for pollution
and disc seal tightness.
During the measurement, all nozzles are returned to the nozzle changer before an air blast of
400mbar is applied to each segment to blow off loosely fitted or damaged filter discs and to clean
the remaining filter discs. Finally, all segments are visually checked for missing filter discs. The
segments to which a filter disc is still attached are visually checked again for contamination.
6.10.2 Measurement result
Fig.42: Result view – Filter disc
1 Measured Segment
2 Filter disc OK provides the status of the filter disk verification:
●
‘0’ indicates an error: The filter disc is either missing or the existing filter disc is pol-
luted.
●
‘1’ indicates that no pollution was detected on the filter disc
3 Result view indicating if the values are within (green tick) or outside (red cross) the limits.
4 Vision image showing the filter disk, captured by the component camera.