00197787-02_SI_SIPLACE_HeadVerification_EN.pdf - 第63页
6 Description of the test results 6.15 Head endurance run 2N Software Manual SIPLACE Head Verification 03/2018 63 6.15 Head endurance run 2N 6.15.1 Measurement principle The Head endurance run measurement checks the reli…
6 Description of the test results
6.14 Head endurance run 01005
62 Software Manual SIPLACE Head Verification 03/2018
6.14.3 Interpretation of the results obtained
‘Z down delta pick’ and ‘Z down delta place’ errors for all segments
Cause Solution
Z-motor defective ► Replace the Z-motor.
Z-motor linear guide not moving smoothly ► Replace the Z-motor.
Read unit of Z-motor polluted ► Clean the read unit of the Z-motor.
‘Z down delta pick’ and ‘Z down delta place’ errors for individual segments
Cause Solution
DP linear guide not moving smoothly ► Replace the DP unit.
Linear guide of segment not moving smoothly ► Replace the linear guide of the segment.
‘Min DP time’ or ‘Max DP time’ errors for individual segments
Cause Solution
Internal segment (DP) problem ► Replace the segment (DP).
6 Description of the test results
6.15 Head endurance run 2N
Software Manual SIPLACE Head Verification 03/2018 63
6.15 Head endurance run 2N
6.15.1 Measurement principle
The Head endurance run measurement checks the reliability of the D-axis and the Z-axis for the
standard range of components which are typically processed using the standard placement para-
meter.
When the Z-axis is verified, the segment is moved up and down several times to determine the
characteristics during the upward and downward movement. Before each downward movement,
the D-axis is turned by 180° and the time is measured that it takes to reach the target position.
6.15.2 Measurement result
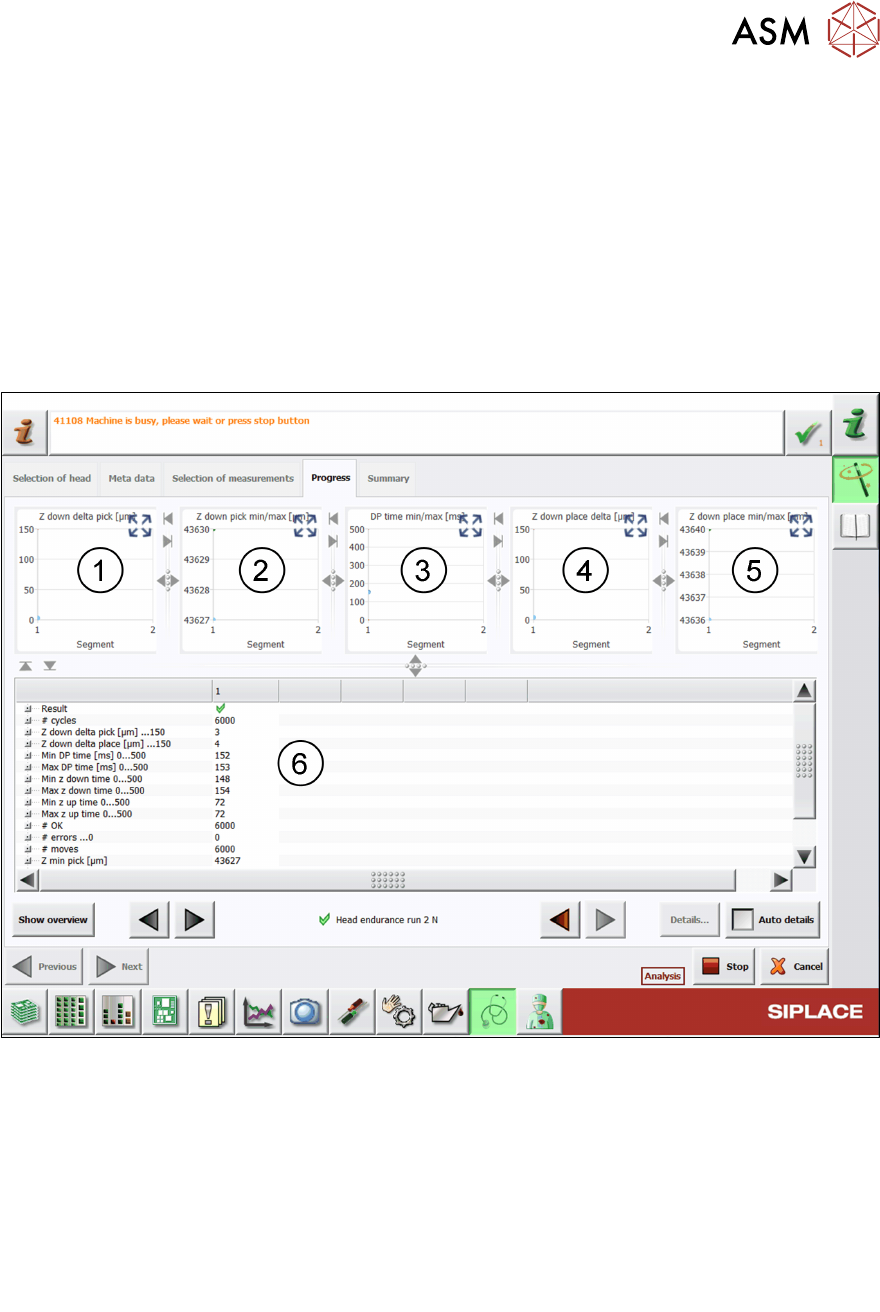
Fig.48: Result view – Head endurance run 2 N
1 Graph showing the Z down delta pick values for each segment.
2 Graph showing the Z down pick min (blue) and Z down pick max (green) values for each
segment.
3 Graph showing the DP time min (blue) and DP time max (green) values for each seg-
ment.
4 Graph showing the Z down delta place values for each segment.
5 Graph showing the Z down place min (blue) and Z down place max (green) values for
each segment.
6 Description of the test results
6.15 Head endurance run 2N
64 Software Manual SIPLACE Head Verification 03/2018
6 Results for the individual measurements:
●
Result display indicating if the values are within (green tick) or outside (red cross) the
limits.
●
Total number of cycles performed.
●
Value for difference between Z min pick and Z max pick:
Z down delta pick = Z max pick – Z min pick.
●
Value for difference between Z min place and Z max place:
Z down delta place = Z max pick – Z min place.
●
Min Dp time and Max DP time determined that the D-axis needs to turn by 180°.
●
Min z down time and Max z down time determined that the Z-axis needs to move
down completely.
●
Min z up time and Max z up time determined that the Z-axis needs to move back up.
●
# OK shows if all cycles have been successfully completed.
●
# errors shows the number of recognized errors.
6.15.3 Interpretation of the results obtained
‘Z down delta pick’ and ‘Z down delta place’ or ‘Min z up time’ and ‘Max z up time’
error
Cause Solution
Blockage at the Z-axis linear bearing ► Check / maintain the linear bearing.
Z-axis drive and/or linear bearing defective ► Check / maintain the linear bearing.
► Replace the P&P module.
► Send the P&P module to ASM for cus-
tomer specific repair.
‘Min DPtime’ and ‘Max DP time’ error
Cause Solution
Encoder disk or read polluted ► Clean the encoder disk / read head
(Q1/2018).
Encoder disk or read defective ► Replace the ‘Trick a. feather unit/P+P
module (Q1/2018)’.
► Replace the P&P module.
► Send the P&P module to ASM for cus-
tomer specific repair.