SM321 Service-CHI.pdf - 第158页
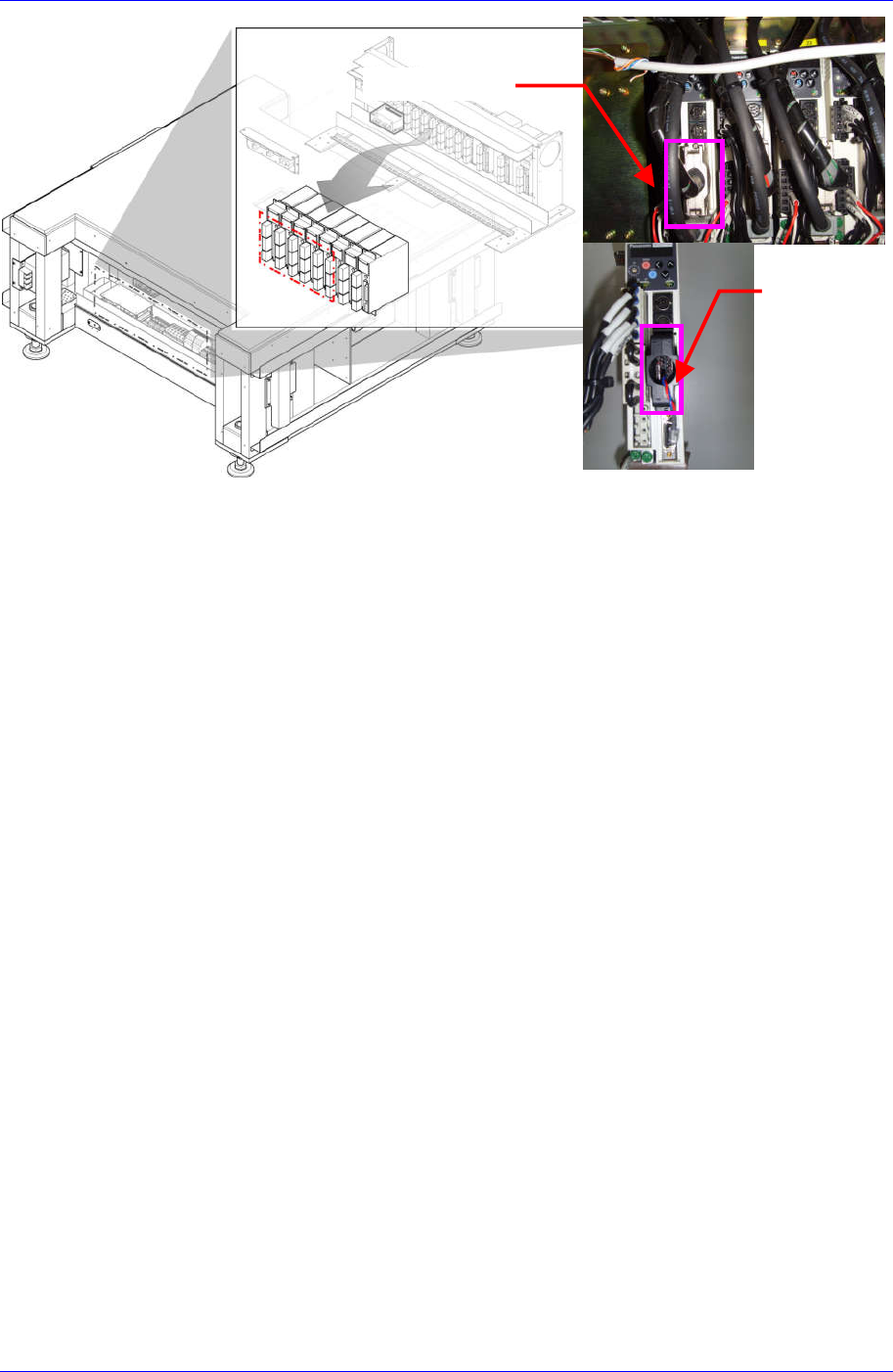
Samsung Component Plac er SM321 Service Manu al 齿垢 放大机用 Port 在没有具备 寻找 Z 相的齿垢时如下操作。 打开设备 前面的 Main Switch ,启动 PC 。 皮带轮上 未标记状态,仍然把同 步齿型带组装到电动机皮 带轮。 对 Z 轴 执 行 Home 。 此 时 正 常 找 到 Z 轴 Home 为 止 , 一 格 一 格 转 动 电 动 机 皮…
Head Module
4-53
Set Screw
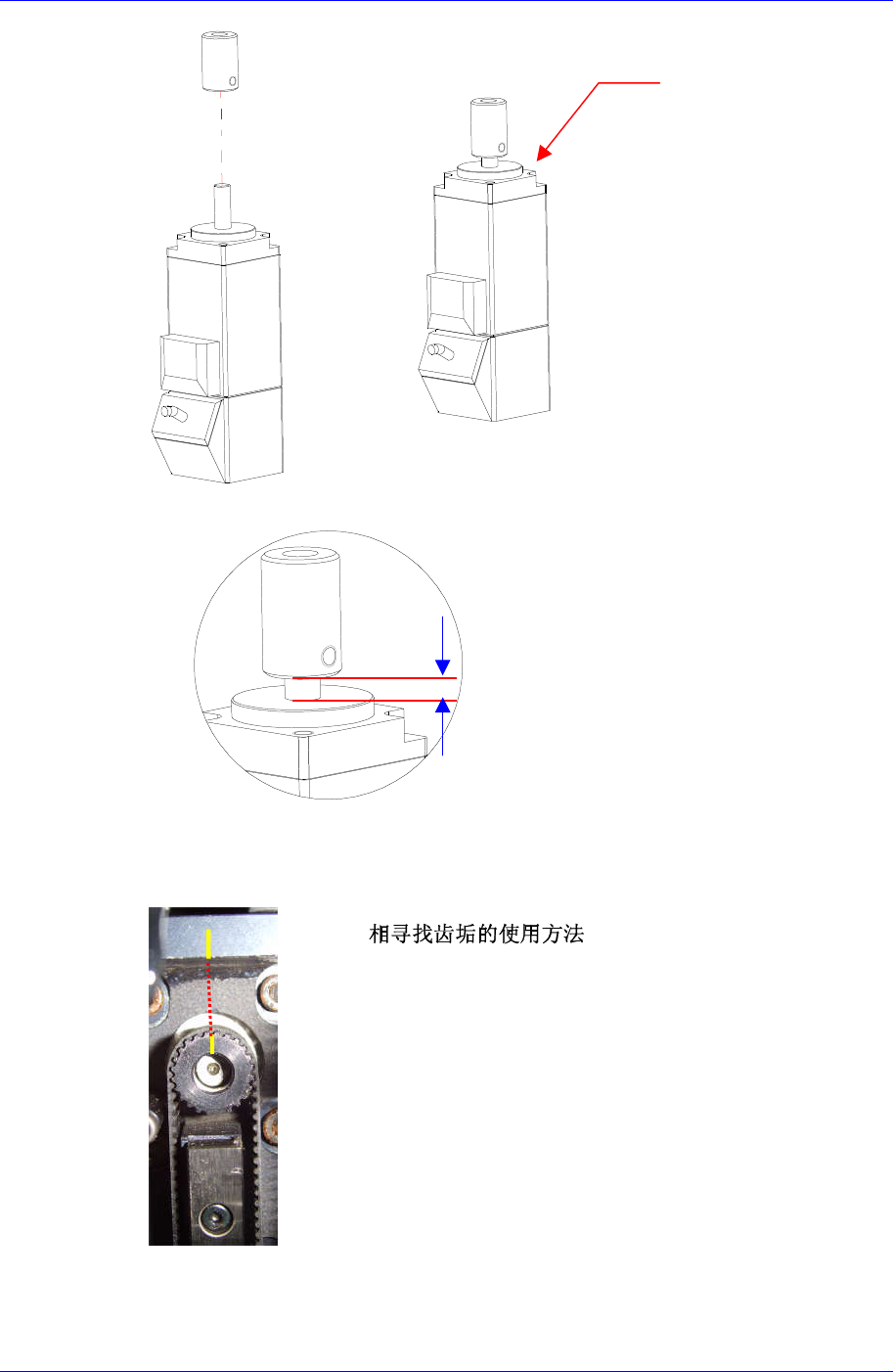
5. 如下图把皮带轮组装到电动机上,重新连接电动机电缆。
6. 利用固定螺丝(M3-4个),把电动机固定到头部本体。此时,利用齿垢寻找Z相
,如下图在Z轴电动机皮带轮和头部本体上12时方向作
1.5 m
m
出标记。
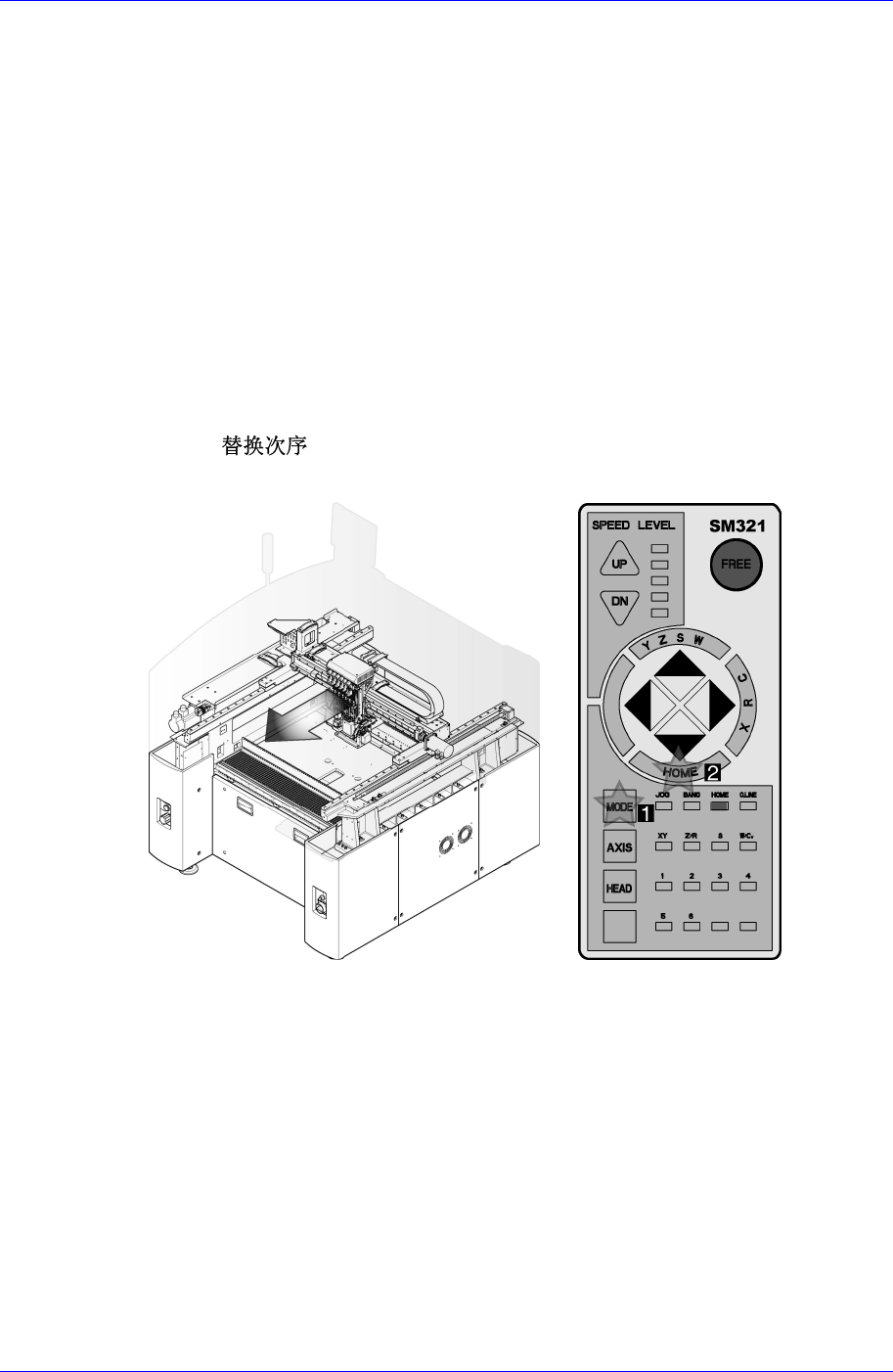
然后,参照同步齿型带替换次序的7号措施,组装同步齿型带。
Z
除去连接在相应 Z 轴伺服电动机 AMP 的放大机用
Port 的放大机电缆后,连接齿垢的电缆。
LED 点灯为止,手动旋转电动机皮带轮。
如下图标记此时的位置。
完成后,除去齿垢的连接器,在 Z 轴伺服电动机 A
MP 的放大机用 Port 上连接 Z 轴电动机的放大机电
缆。
Samsung Component Placer SM321 Service Manual
齿垢
放大机用 Port
在没有具备寻找Z相的齿垢时如下操作。
打开设备前面的Main Switch,启动PC。
皮带轮上未标记状态,仍然把同步齿型带组装到电动机皮带轮。
对Z轴执行Home。此时正常找到Z轴Home为止,一格一格转动电动机
皮带轮组装皮带后,重新对Z轴执行Home。
如果正常找到Home,请此时在Z轴电动机皮带轮和头部本体12时方向作
出标记。
请参照同步齿型带替换次序7号措施组装同步齿型带。
7. 完成,则打开设备前面的Main Switch,启动PC。
8. 确认Ball spline Nut周边有无污渍,利用真空清扫仪清扫干净。如果 Ball spline
Nut中流入污渍,将影响到设备的性能。
9. 需要以下Calibration作业。
Detect Z Offset 执行 (请参照“3.2 ZOffsetCalibration“。)
Nozzle Check 执行 (请参照“3.12 Nozzle Check “。)
请确认ANC是否正常工作。
Head Offset Calibration 执行 (请参照“3.5 Head X, Y Offset Calibration“ 。
Fly camera Calibration 执 行 (请参照“3.6 Fly Camera Scale & Rotation
Calibration“ 。)
Fly Cam Offset Calibration 执行 (请参照“3.7 Fly Camera & Head Spline
Offset Calibration“ 。)
10. 为确认是否正常贴装部件,请执行测试。
4-54
Head Module
4-55
4.9. Ball Spline/Spindle Housing Ass’y
4.9.1. Ball Spline/Spindle Housing Ass’y 替换代表事例
头部Z轴工作噪音 – Ball Spline磨损 /变形
Ball Spline 及Spline Housing Ass’y Bearing 损伤
4.9.2. 必要工具
同心度测定工具或夹具
T Wrench (其他提供工具) or Hex Wrench
扳手 or 力矩扳手
4.9.3. Ball Spline/Spindle Housing Ass’y 替换次序
Ball spline
1. 操作示教框,执行设备初始化(Homing)。
2. 正常关闭PC后,关闭设备前面的Main Switch。