SM321 Service-CHI.pdf - 第248页
Samsung Component Plac 6-22 er SM321 Service Manu al 5. 往后推 Screw 分离轴承后 ,再往后推 Screw 分离 Ball Screw Nut 。 动机组装 6. 请分离 Screw 。 ( 顺着电 acket 和 为了维 持 组 装精 密 度请 勿 分离 组装 在 Y- F ram e 的 Y Mo to r Br BS Rear Support 。 7. Ball Scre…
X-Y Frame
Set Screw : 90kgf.cm ( )
9. 作业完成后打开设备前面的Main Switch,启动PC。
10. 请执行Skew Compensation。
11. 同样地执行“6.2.1.2 Motor & Ball Screw “ 的 X轴电动机替换次序
No.8~No.10。
1. 同样地执行电动机替换次序No.1~No.6。
2. 为了分离Y Stopper Cushion F,请除去固定螺丝A (M4- 4个)。然后,为了分离
Support Unit,除去Lock Nut的Set Screw,利用扳手除去固定螺丝B(M4- 4个)。
用(Spanner(17mm)固定Ball Screw,用其他Spanner(22mm)分离Lock Nut。 分离
Support Unit固定螺丝。)
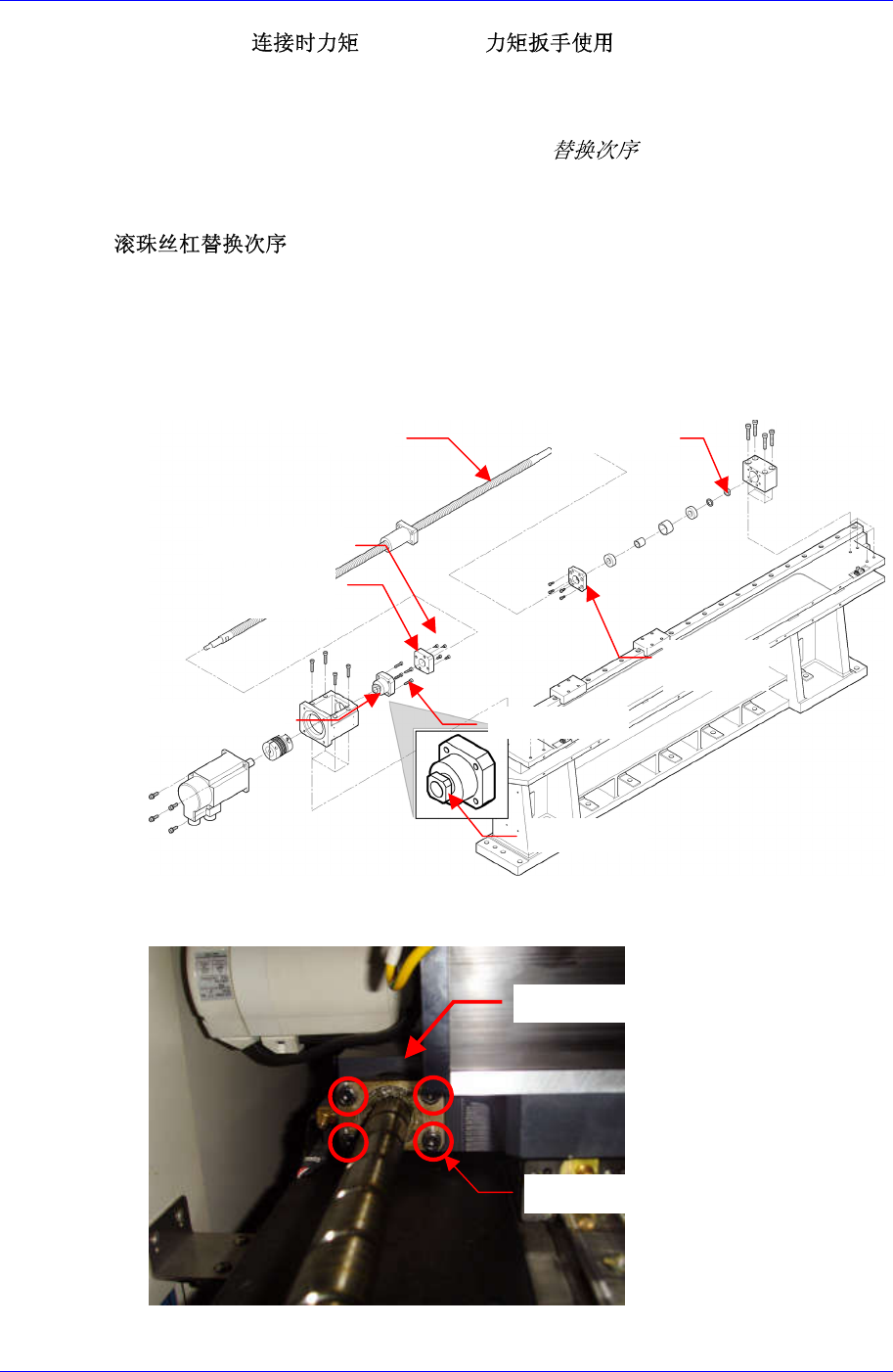
3. 拧开下图的把Ball Screw w Nut
从X-Frame分离出。
固定到X-Frame的固定螺丝(M3-4个), 把Ball Scre
固定螺丝(B)
固定螺丝(A)
Bearing NutScrew
Y Stopper
Cushion R
Lock Nut
Y轴载波
固定螺丝
4. 为分离Bearing Nut,请除去Bearing Nut的 Set Screw。
Support Unit
Y Stoppe
r
Cushion F
6-21
Samsung Component Plac
6-22
er SM321 Service Manual
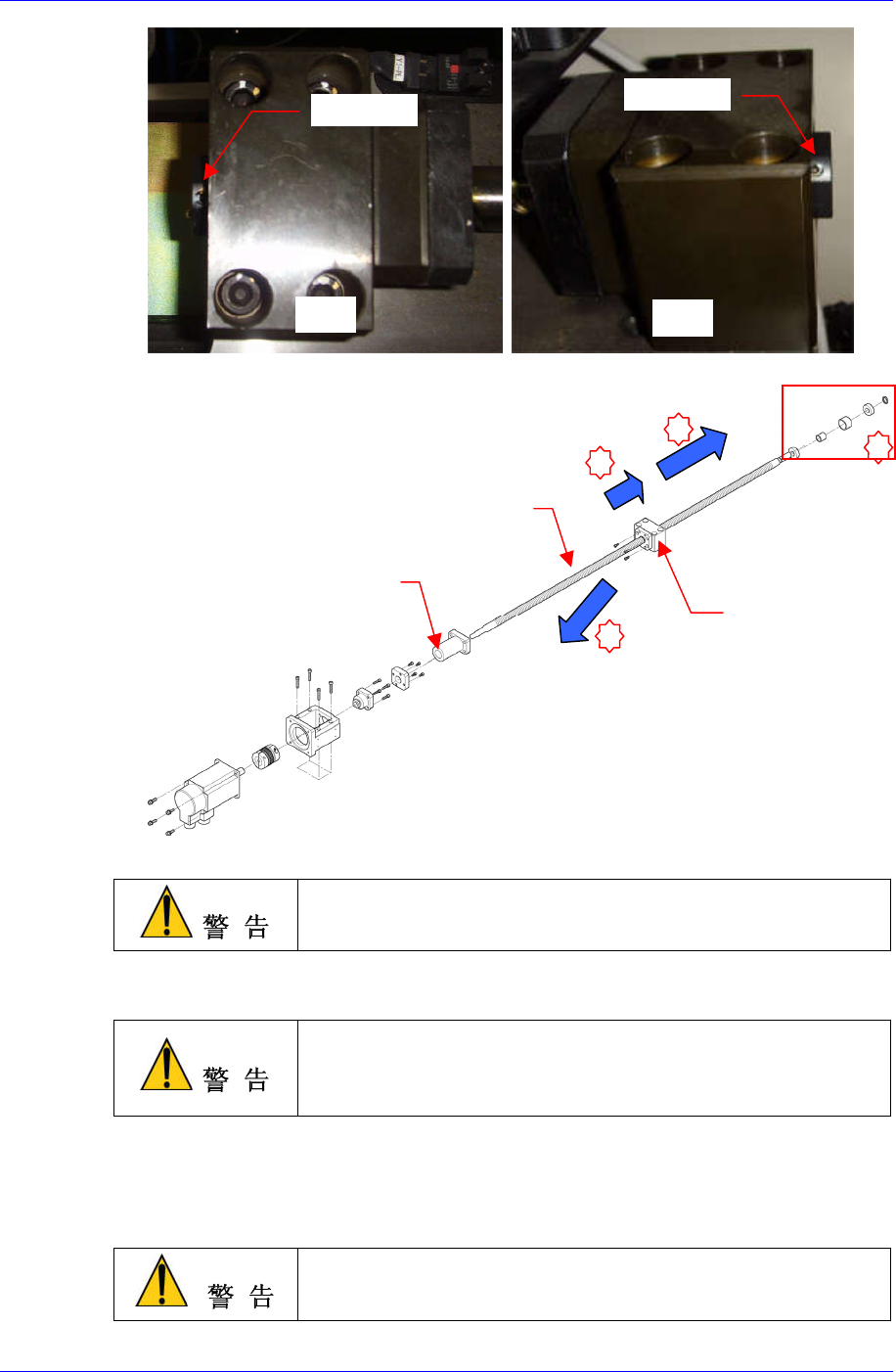
5. 往后推Screw分离轴承后,再往后推Screw分离Ball Screw Nut。
动机组装6. 请分离Screw。 (顺着电
acket和
为了维持组装精密度请勿分离组装在Y-Frame的Y Motor Br
BS Rear Support。
7. Ball Screw 替换后, 按照拆卸的倒序组装Ball Screw。
请使用To
装。不按
度。
rque Wrench,遵循组装部位的规定Torque进行组
照规定值进行组装时,会严重影响设备的贴装程
8. 使夹Ball Screw Nut的Screw
9. 请在 组装电动机的反方
Bearing inner spacer, Beari
通过BS Rear Support轻轻夹住。
向Screw 末端上有序地轻轻夹进轴承(Bearing 2EA,
ng outer spacer, Bearing Space)。
请使用 rque Wrench,遵循组装部位的规定Torque进行组
装。不按照规定值进行组装时,无法保证设备的贴装程度。
To
Screw 分离方向
Set Screw
Set Screw
Y1轴
Y2轴
Ball Screw Nu
t
轴承
1
3
4
2
BS Rear
Su
pp
or
t
Screw
方向倾斜分离。)

X-Y Frame
6-23
,使
Y
Ball
10. 把Y Stopper Cushion F夹在Skew,请把Support Unit组装在Y-Motor Bracket。
11. Screw组装在Y Motor Bracket和BS Rear Support。此时,连接 Lock Nut
Screw固定在Support Unit。
12. 利用Ball Screw Nut的固定螺丝,把Ball Screw Nut固定到X-Frame。
13. 利用Set Screw把Bearing Nut固定到电动机组装的反方向的Screw末端。
14. 拧紧Support Unit的固定螺丝,确实固定Support Unit后,利用固定螺丝把
Stopper Cushion F固定到Support Unit。
15. 利用Set Screw,把Y电动机的轴固定到Coupling。此时使 Coupling紧贴到
Screw方向。
16. 作业完成后打开设备前面的Main Switch,启动PC。
17. 请执行Skew Compensation。
18. 请同样地执行“6.2.1.2 Motor & Ball Screw “ 的X轴电动机替换次序
No.8~No.10。