Technical_reference - 第89页
Technical Service Manual 89 Revision Dat e: August 2004 BATT ERY BACK-UP FOR PC , CONTROLLER, CONVEYOR, AND HOOD LIFTS The UPS Battery Back -up is: ! Standard, (installed on all ovens ) ) An option, (NOT installed on all…
Technical Service Manual 88 Revision Date: August 2004
E - ASSOCIATED SUBSYSTEMS
TRUE N2 / AIR SWITCHING
TRUE N2 / AIR Switching is:
!
Standard on all NITROGEN ovens ) An option (NOT installed on all ovens)
On Nitrogen (N2) Reflow Ovens, the N2 / Air Automatic Switching Option permits switching from a Nitrogen to an Ambient
Air (room air, not compressed air) atmosphere.
DESCRIPTION
This configuration is for customers who want a nitrogen oven, but intend to run both air and nitrogen atmospheres. The
machine is set up to optimize nitrogen performance, minimize 02 levels, minimize N2 consumption, and minimize tunnel
maintenance.
APPLICATION
The True N2 / Air switching provides automated switching from the N2 Mode to Air Mode with all of the benefits of a true
air machine. Any application considering air operation to any extent should incorporate this option.
BENEFITS
In addition to the benefits of Nitrogen, this option offers the ability to run a true air process, with the benefits long
associated with air machines (economical gas flow, and continuously flushing cleanliness). Both modes are controlled
automatically by the selection in the recipe file.
FUNCTION
A series of valves are added to the individual cell intakes, the Controlled Exhaust, and the FFC manifold to allow
automatic control of gas flows in the machine.
N2 MODE-
Nitrogen flow to the machine automatically closes individual cell intake valves, closes the Air Controlled Exhaust
valve, and opens the Flux Flow Control manifold valve. In this configuration the machine functions as the
standard N2 FFC machine.
AIR MODE-
Upon closing the N2 solenoid, individual cell intake valves automatically open, the Controlled Exhaust valve
opens, and the FFC manifold valve closes (stopping gas recirculation). A valve on the far end of the FFC
manifold opens to allow air intake into the manifold. In this configuration the machine functions as an Air machine
MAINTENANCE:
The True N2 / Air switching system requires minimal maintenance if operating properly, using recommended flows
settings, and periodic checks, as outlined in the operator manual. Periodic (every six months) inspection of the valve
cylinders and valve seats is recommended to insure proper operation. Nitrogen lines to the valves should be checked for
leaks.

Technical Service Manual 89 Revision Date: August 2004
BATTERY BACK-UP FOR PC, CONTROLLER, CONVEYOR, AND HOOD LIFTS
The UPS Battery Back-up is:
! Standard, (installed on all ovens) ) An option, (NOT installed on all ovens)
DESCRIPTION:
In case of a power failure, the UPS, (uninterruptable power supply) battery provides power to the PC, oven controller,
conveyor, and hood lift system. This provides a sufficient amount of time to completely empty out the Reflow Oven of any
product that may have been in process when the power failure occurred. The oven controller will provide an audible
alarm, and the PC will provide a message indicating the operation of the UPS system. The Battery Back-up Option will
also allow the Reflow Oven operator to open the Hoodlift should there be a need to remove product from the oven due to
the power failure.
NOTE: The length of time the UPS will operate is dependent on oven size, not time. The UPS will operate for a period of
time equal to the amount of time it will take a PCB to travel the full length of the oven at the speed contained in the
running recipe at the time of the power failure. After this period, the UPS will turn off, shutting down the PC, oven
controller, conveyor, and hoodlift system.
(If the operator wishes to prevent the conveyor from running, the UPS backup battery should be disabled through the
Oven Control Program before a power failure.)
“POWER ON” DEFAULT FOR THE UPS BACKUP BATTERY:
Each time the oven’s PC is turned on or resets the UPS backup battery unit is reset to the previous status (on or off).
The oven software remembers the last configuration, even after being ‘reset'.
PLEASE READ THE UPS MANUFACTURERS MANUAL DELIVERED WITH THE OVEN
PRODUCT TRACKING AND ALARM
Product Tracking and Alarm is:
! Standard, (installed on all ovens) ) An option, (NOT installed on all ovens)
The product tracking option has two photo-sensors. One mounted at the Onload end and one at the Offload end
of the oven. Boards loading onto the conveyor are detected by the sensor and counted. The program calculates board
travel through the oven, and each board is expected to pass under the Offload sensor within a time period based on the
conveyor speed (as measured in PPI) and the oven length.
If a board does not pass under the Offload sensor within the calculated time, the "Board Dropped Alarm" is activated.
The product length specified in the Product Definition determines the board length displayed on the screen.
Additional information about Product Tracking is available in the XPM2 User Manual.
Technical Service Manual 90 Revision Date: August 2004
COMPUTER CONTROLLED EDGE-RAIL LUBRICATION
Computer Controlled Edge-Rail Lubrication is:
! Standard, (installed on all ovens) ) An option, (NOT installed on all ovens)
DESCRIPTION:
The edge-rail lubrication system is designed to improve the lifetime of the rail chain conveyor by periodically applying
lubrication to the chain during oven operation.
Two modes of lubrication are available, automatic and manual. Systems with automatic chain lubrication are also
capable of performing manual chain lubrication, initiated by the operator, through the Oven Operation Program.
OPERATION:
Þ Following the enabling of an output from the controller, the system pumps oil from the reservoir, through tubing, to
stainless steel brush/wheels which are touching the chain and the oil is applied to the chain.
Þ It is the user’s responsibility to ensure that this reservoir is always filled with the required lubricant. The system
generates a warning message when it calculates that the oil in the reservoir is getting low.
Þ The lubricant type is DARMEX OIL # 773ND
During the lubrication process, the oil is applied for two complete cycles of the chain at the minimum calibrated conveyor
speed. The user may determine the number of chain cycles between automatic lubrications. 275 is the default number.
The number of complete lubrications held within one reservoir is set to the factory default of 50. The system will display a
warning whenever it calculates that the reservoir level is getting low when the number of lubrication cycles that have
occurred reaches the tank count number in the lubrication setup screen. Since the amount of oil dispensed in one
application is system dependent, the number of complete lubrications is best found by trial and error.
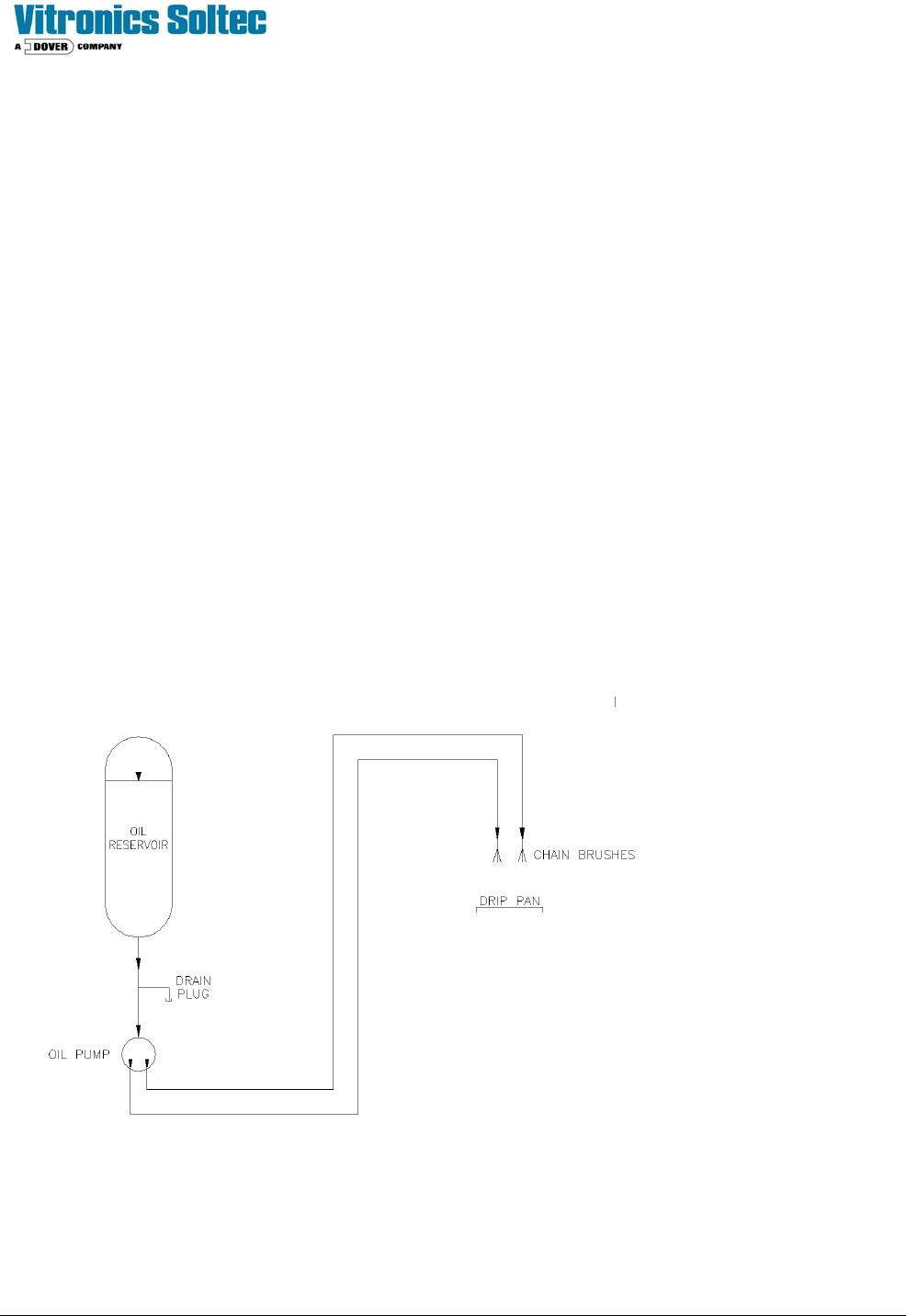
Construction:
The Auto Chain Lube System
consists of a 1liter polypropylene
oil reservoir, drain plug,
electrically powered pump, tubing
for oil distribution, and two
stainless steel brushes for the
application of lubricating oil
directly to both oven conveyor
chains.
Auto Chain Lube System Schematic