ZHX-R20B(-IN) 立式离线(在线)高速插件机说明书.pdf - 第79页
ZHX-R20B /-IN 自 动 下板 立式 插件 机操 作说 明书 - 76 - 深圳市中 禾旭精密机械 有限公司 - 76 - www.zkdi p.com 的数值及产生该偏差的位置。 5 ) 同 样 , 让 Y 轴 在 300mm 行 程 范 围 内 , 以 5mm/s 的 速 度反 复 移 动 。 记 录下 最 大 偏 差 的 数 值 及产生该偏差的位置。 a) 比 较 在 X 与 Y 轴 上 所 得 读 数 。 ( 1 ) …
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
75
-
深圳市中禾旭精密机械有限公司
- 75 -
www.zkdip.com
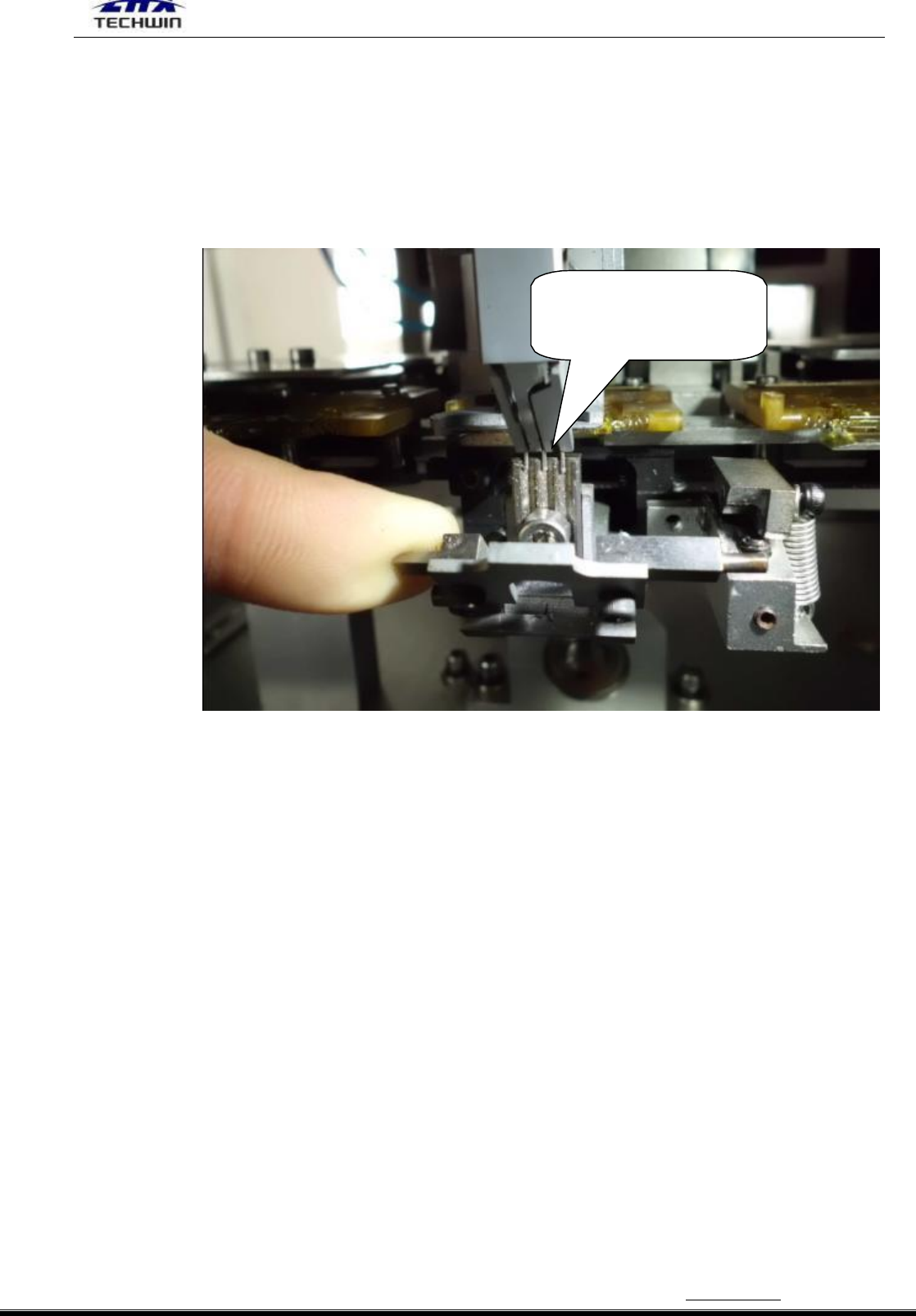
4、CTA 与插件头的对中调整。
1) 使机器处于待机状态。
2)将标准元件装在插件主爪上。
3)松开 CTA 下面的三个固紧螺丝,然后转动调整螺丝,使标准件的两脚正好在送料槽片的两
条平行槽中,固紧螺丝。
5、工作台调整(与卧式机通用)。
圆盘平行调整。
旋转圆盘应在常规的操作环境温度下进行调节,这样方可转动自如,而不会出现过度的空
隙。旋转圆盘的调节要用量规配合。下列调节仅可由专职的受训人员执行。调节转盘端面从
动轮(轴承)可令其自由转动,每个转盘上有四个从动轮(轴承),右侧的从动轮(轴承)
用于调节对中,而左侧的从动轮(轴承)则用于调节过度间隙。转盘就位后,两个从动轮均在
转动时对转盘起控制作用。
下列过程应小心:不可移动转盘底部四个位置上的从动轮(轴承)板,它们均在出厂前经过
精密校正且不可调节。
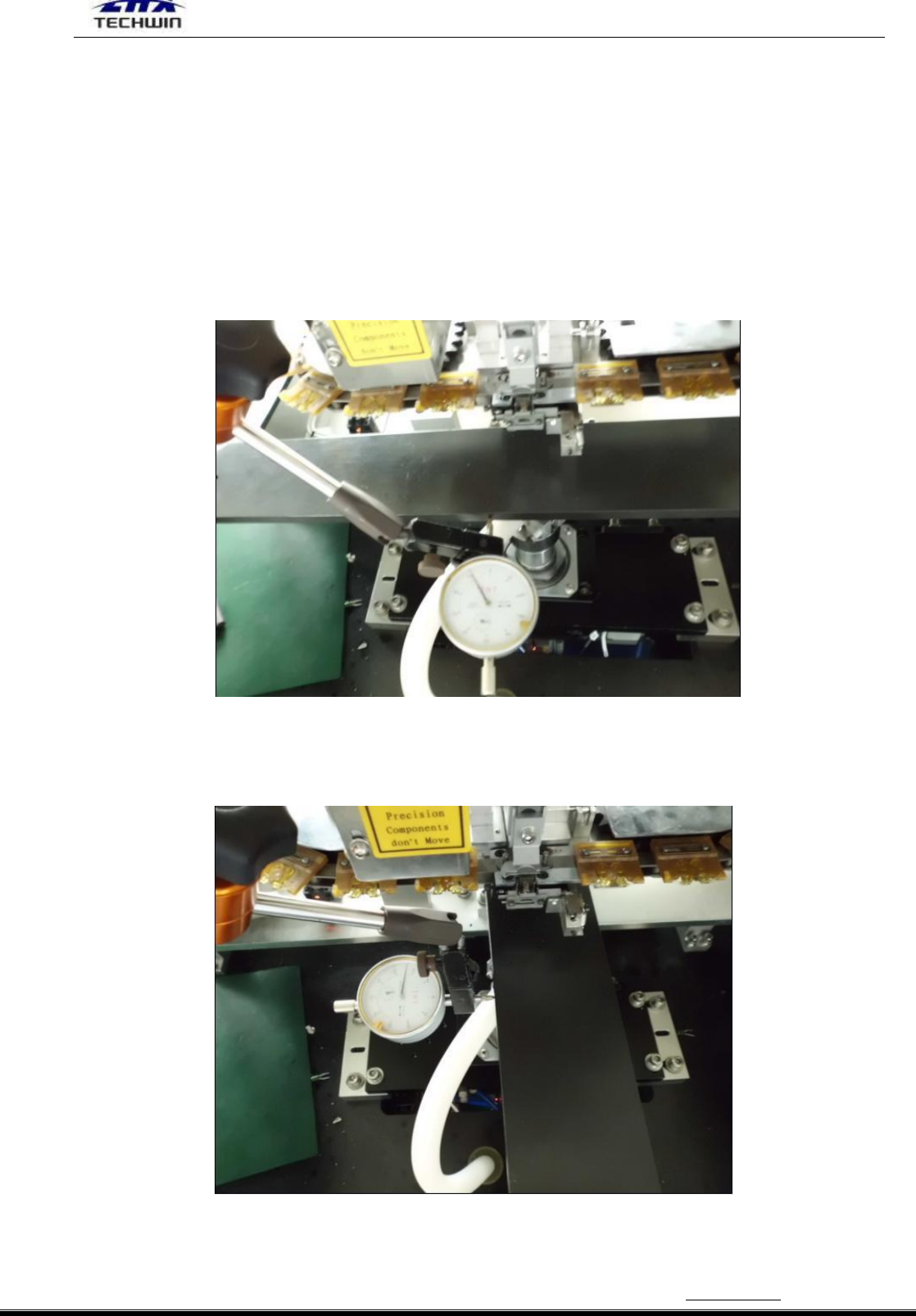
1)调平工作台。
2) 将千分表的底座固定在刀盒盖的平面上。
3) 首先调整横向直线度,再调整纵向直线度,在“诊断” 模式下,设定好调校的范围为
300mm,调校速度为 5mm/s 。检验的标准是:丝杆跑300mm 范围内,百分表跳动范围在正负0.03mm
就是合乎标准。
4) 使用“诊断”,让 X 轴在 300mm 行程范围内,以 5mm/s 的速度反复移动 。记录下最大偏差
标准元件的两脚正好
在送料槽片的两条平
行槽中
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
76
-
深圳市中禾旭精密机械有限公司
- 76 -
www.zkdip.com
的数值及产生该偏差的位置。
5) 同样,让 Y 轴在 300mm 行程范围内,以 5mm/s 的速度反复移动 。记录下最大偏差的数值
及产生该偏差的位置。
a) 比较在 X 与 Y 轴上所得读数。
(1) 如在相同方向上所有四个读数偏差相同,就需调节 LWGY-00043。
(2) 如果四个读数的偏差值都不一样,第一个调节步骤就是先调节 LWGY-00043,其它的三个步
骤就是调节 LWGY-00059。
(3) 如有一个读数有偏差,而其它三个一样,只需调节 LWGY-00059。
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
77
-
深圳市中禾旭精密机械有限公司
- 77 -
www.zkdip.com
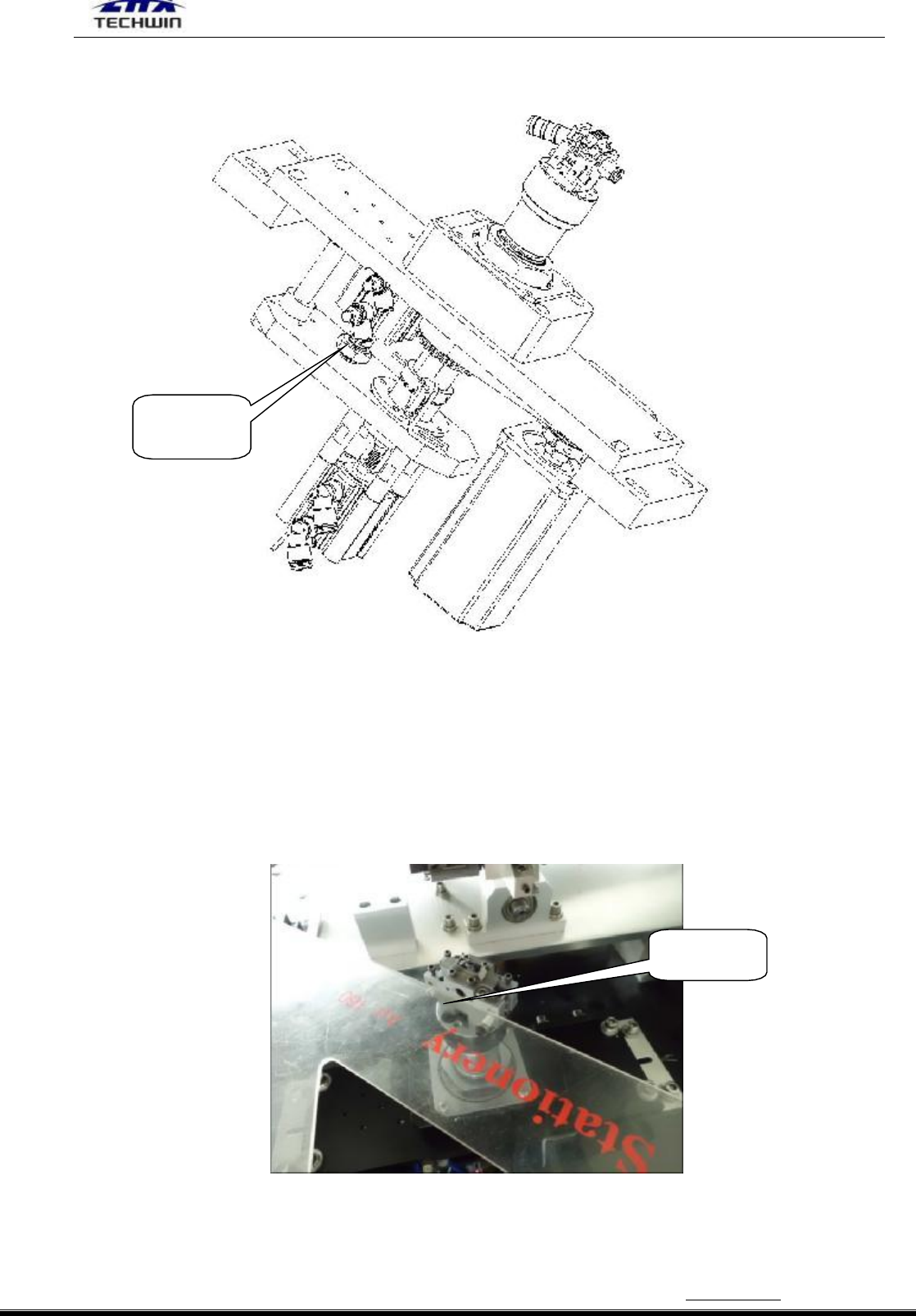
6、底座调整。
1) 底座高度调整。(参见下图)
松开底座气缸 22 的螺母,调节气缸的行程,顺时针底座下降,逆时针底座上升。
2) 剪脚头零度调整。(参见下图。)
(1) 夹具为 25mmx25mm 的等腰三角尺。
(2) 拆下剪脚头本体上的废料盖子
○
22 。用“诊断”来执行,让等腰三角尺 90
0
一边放在圆盘边
上,跑动Y 轴,使等腰三角尺 45
0
的一边(斜边)跟剪脚头本体装废料盖子的一面平行为 0
0
,
然后松开零位光电开关检测板,调整其位置,使光电开关指示灯刚好灭,锁紧检测板即可。
3) 剪脚头位置调整。(参见下图。)
22 的开口
扳手
平行为 0
0