ZHX-R20B(-IN) 立式离线(在线)高速插件机说明书.pdf - 第83页
ZHX-R20B /-IN 自 动 下板 立式 插件 机操 作说 明书 - 80 - 深圳市中 禾旭精密机械 有限公司 - 80 - www.zkdi p.com 剪脚头上的三个刀口中心,对 住标准元件三个脚 8、链条张力调整。 1)链条张力合适的标准是:将压力计顶端顶住张力调节链轮张力右块(LS1D-04013)与链轮 张力左块(LS1D-04012)间的链条的中间位置,使压力计读数为 , 链条被压下 毫米。 2 ) 调整时要先松开张…
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
79
-
深圳市中禾旭精密机械有限公司
- 79 -
www.zkdip.com
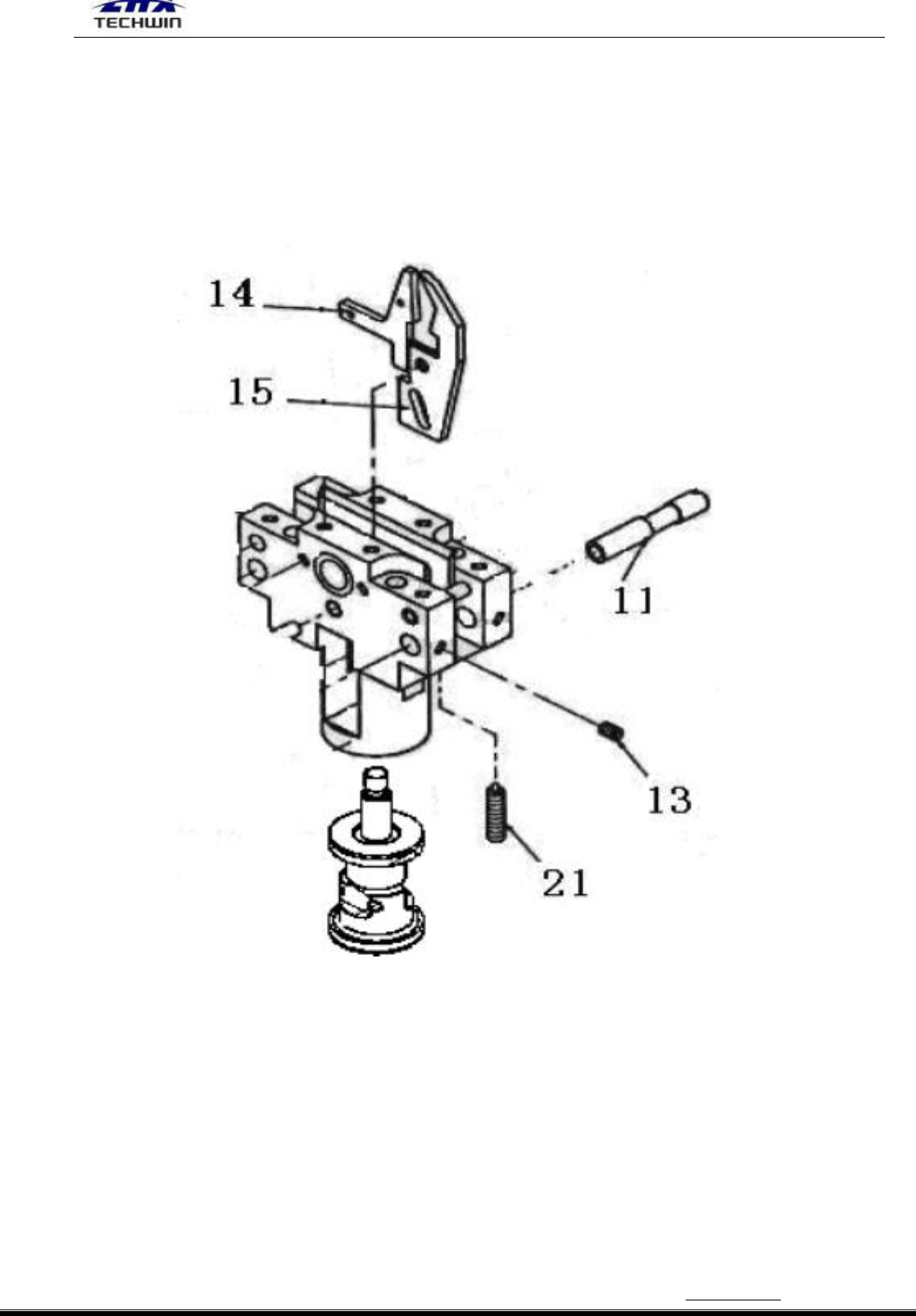
C、剪脚头有废料,清洗剪脚头(见下图)。
(2) 感应不良 A、用万用表测试电压是否正常。
B、用万用表测试剪脚头是否接地。
C、感应杆和剪脚刀之间间距过小或过大,松开
○
13 螺丝(见下图),可转动
○
11 感
应杆来调节感应杆与剪脚刀的间距,直到合适为止。
7、插件头与底座对中的调整。
1) 用上述第一条---插件头调整方法来确认插件头正常,用第六条---底座调整来确认剪脚
头正常。
2) 将标准元件装上插件头主爪上,将插件头下插、底座上升,用上述第一大条第 3 步的 1、
2 点的调节方法可调整底座和插件头的中心位置。就是将剪脚头上的三个刀口中心对准标准元
件的三个引脚。
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
80
-
深圳市中禾旭精密机械有限公司
- 80 -
www.zkdip.com
剪脚头上的三个刀口中心,对
住标准元件三个脚
8、链条张力调整。
1)链条张力合适的标准是:将压力计顶端顶住张力调节链轮张力右块(LS1D-04013)与链轮
张力左块(LS1D-04012)间的链条的中间位置,使压力计读数为 ,链条被压下 毫米。
2)调整时要先松开张力调节链轮的固定座(LS1DLZ-05006)上的螺丝,当要增大张力时,就
要慢慢向后移动固定座;反之,向前。调整完毕,要再次测试,如果达不到上述标准,就要再
次调整。
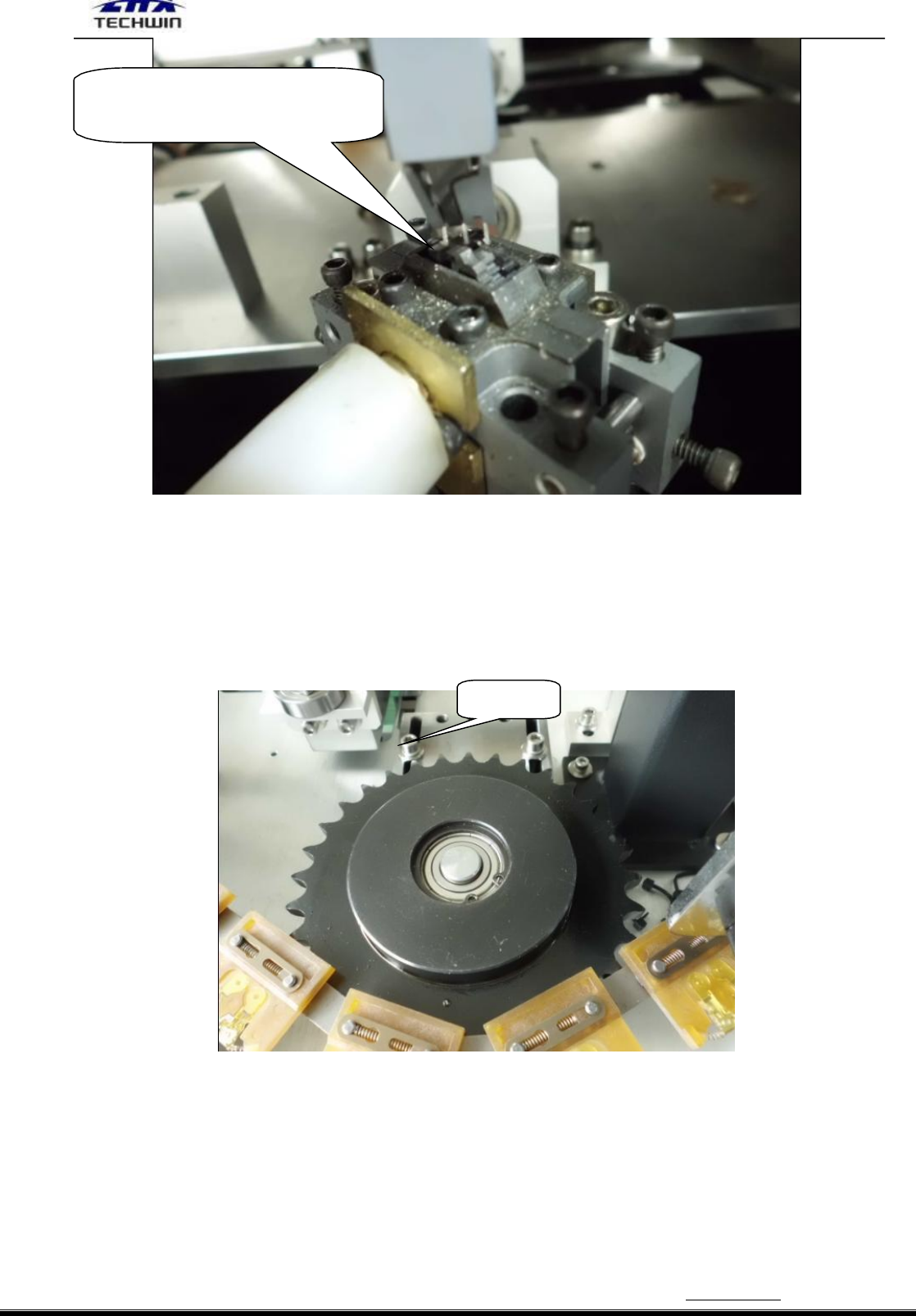
9、CTA 链条护块调整。
首先使机器处于待机状态,然后安装链条护块,使之与链条之间的间隙为 0.2MM。且要保证
链条护块与三槽送料片之间的间隙不小于 0.25MM。若不合适还需重新调节 CTA 气缸冲程。
螺丝
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
81
-
深圳市中禾旭精密机械有限公司
- 81 -
www.zkdip.com
链条
间隙 0.2mm
链条护块
间隙不小
于 0.25mm
三槽送料片
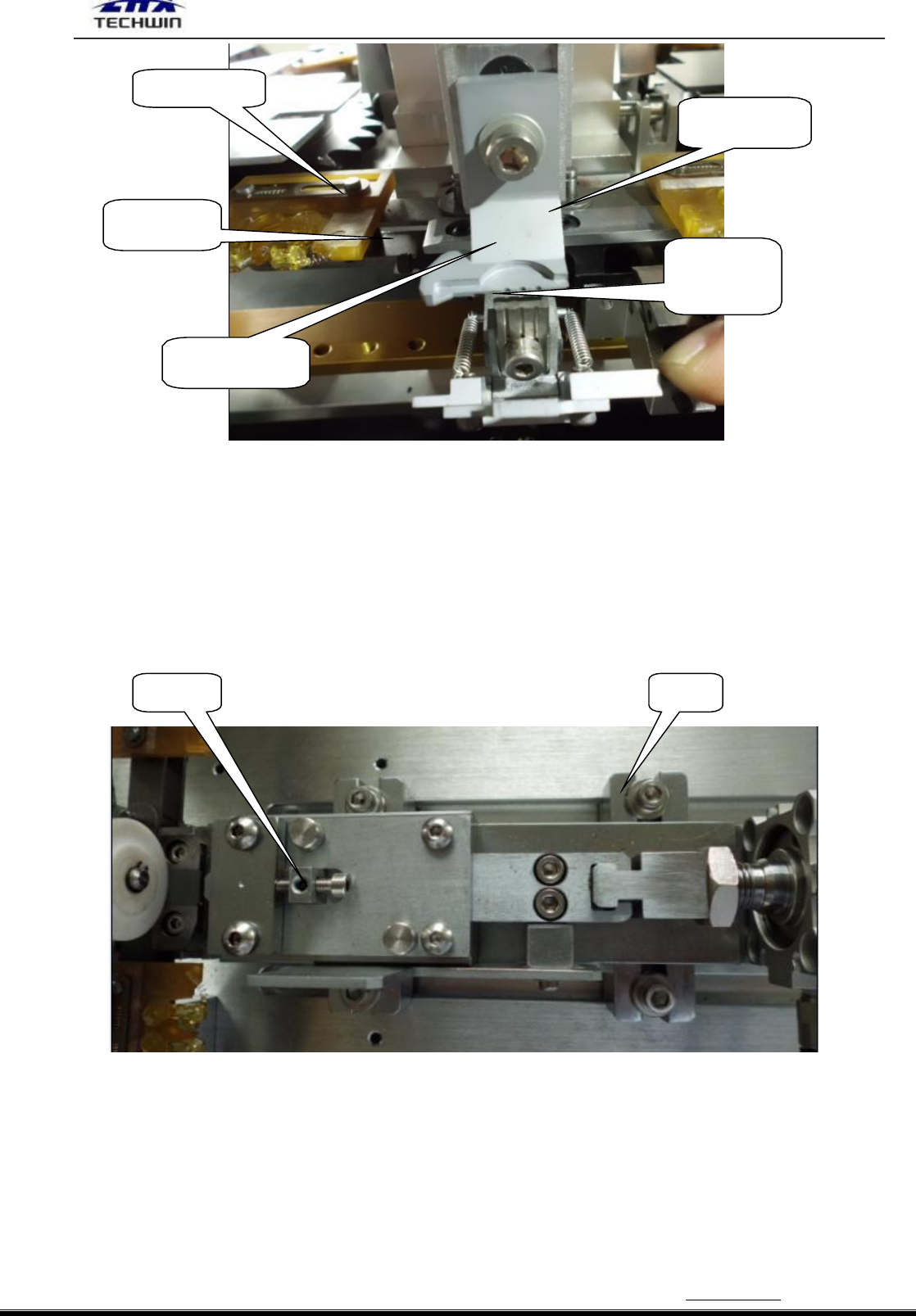
10、切纸带站位的调整。
1)链条与切纸带站位的位置调整。
(1)机器链条在正常的零位位置时,松开
○
2 纸带站位连接块(LS1D-09002)上的四个螺丝,
可以左右、前后调节切纸带站位的位置。
图 A
( 2)关掉机器气源,用手将切纸带站位滑块拉出一半(即让气缸伸出行程的 1\2),左右
调动站位,使其竖向中轴线与链条垂直,而且纸带站位直叉(30920904)中心对准链夹的中心。
2)纸带站位自身调整。
(1) 元件引脚被切后,有披锋:更换纸带切刀的④大切刀。
螺丝
螺丝