ZHX-R20B(-IN) 立式离线(在线)高速插件机说明书.pdf - 第89页
ZHX-R20B /-IN 自 动 下板 立式 插件 机操 作说 明书 - 86 - 深圳市中 禾旭精密机械 有限公司 - 86 - www.zkdi p.com 气 缸 配 套螺母 气 缸 活 塞轴 气缸 2) 分配头 推块间隙 的调整。 作此调整的前提是:分配头冲程调整完毕,推块之间干净无脏物。 调整方法: (1)拆除分配头上部的盖板,用 0.025mm 塞尺插入推块与滑块之间。如下图所示: (2)调整调节螺钉,使塞尺在推块与本体间…
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
85
-
深圳市中禾旭精密机械有限公司
- 85 -
www.zkdip.com
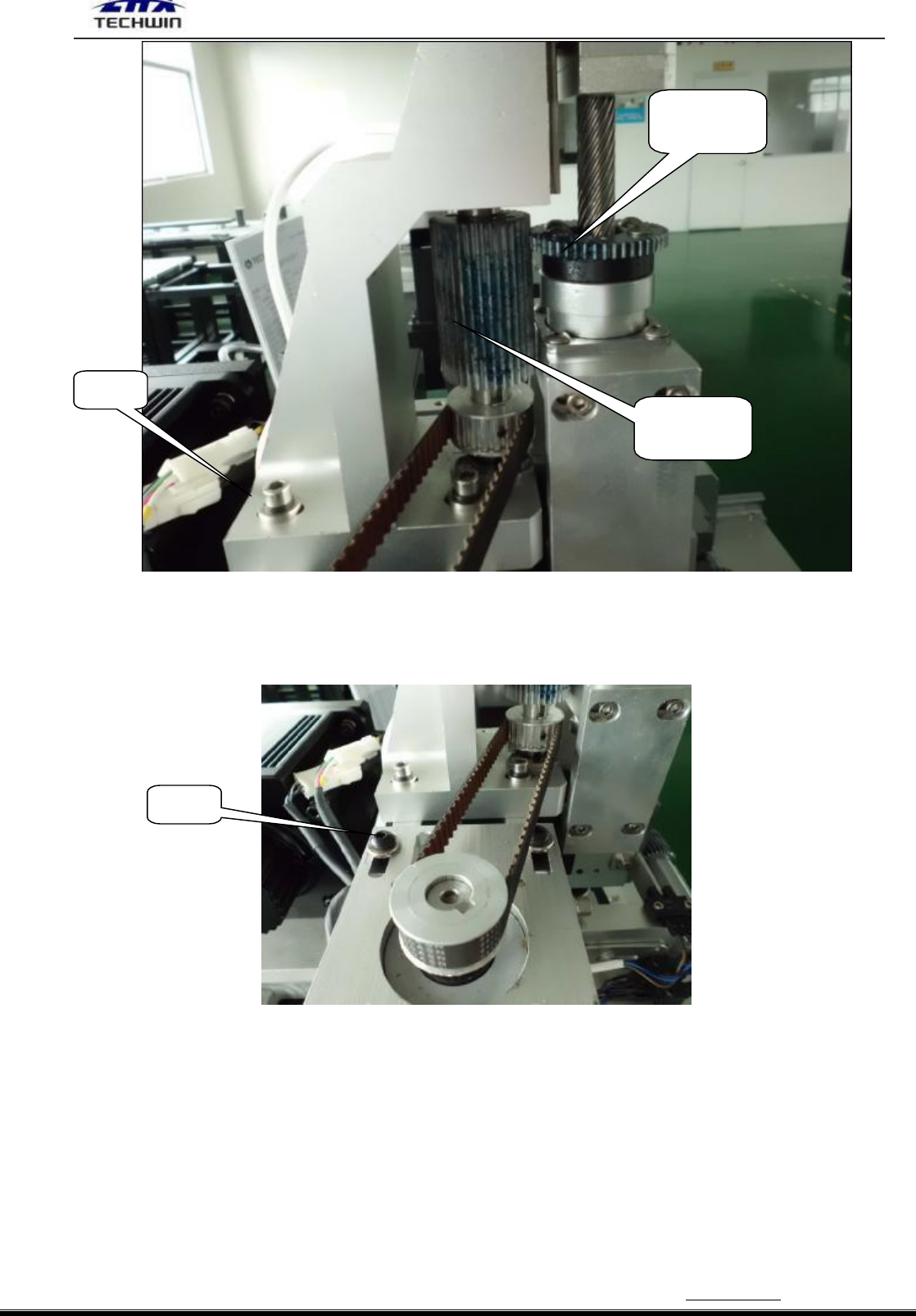
P 轴传动
从动齿轮
螺丝
P 轴传动
主齿轮
2)同步带张力的调整。张力合适的标准为:在同步带的中间施加 公斤的压力,同步带要压下
毫米。调整时,先松开
○
66 马达座(LS1D-06030)上的固定螺丝,左右移动马达座,从而增大
和减小同步带张力,最后锁紧固定螺丝。
螺丝
14、分配头的调整。
1)分配头冲程的调整。
调整过程:
松开
○
25 站头气缸配套螺母,用尖嘴钳拧气缸活塞轴可调节送料行程,顺时针为缩短,逆时针为
增加,调整到气缸活塞轴完全伸出时,分配头前端夹住的料在用手上下拉动时不松不紧即可。注:脚
弯掉料为行程过长。
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
86
-
深圳市中禾旭精密机械有限公司
-
86
-
www.zkdip.com
气 缸 配
套螺母
气 缸 活
塞轴
气缸
2)
分配头推块间隙的调整。
作此调整的前提是:分配头冲程调整完毕,推块之间干净无脏物。
调整方法:
(1)拆除分配头上部的盖板,用 0.025mm 塞尺插入推块与滑块之间。如下图所示:
(2)调整调节螺钉,使塞尺在推块与本体间基本上能够移动,其间隙为 0.025mm。
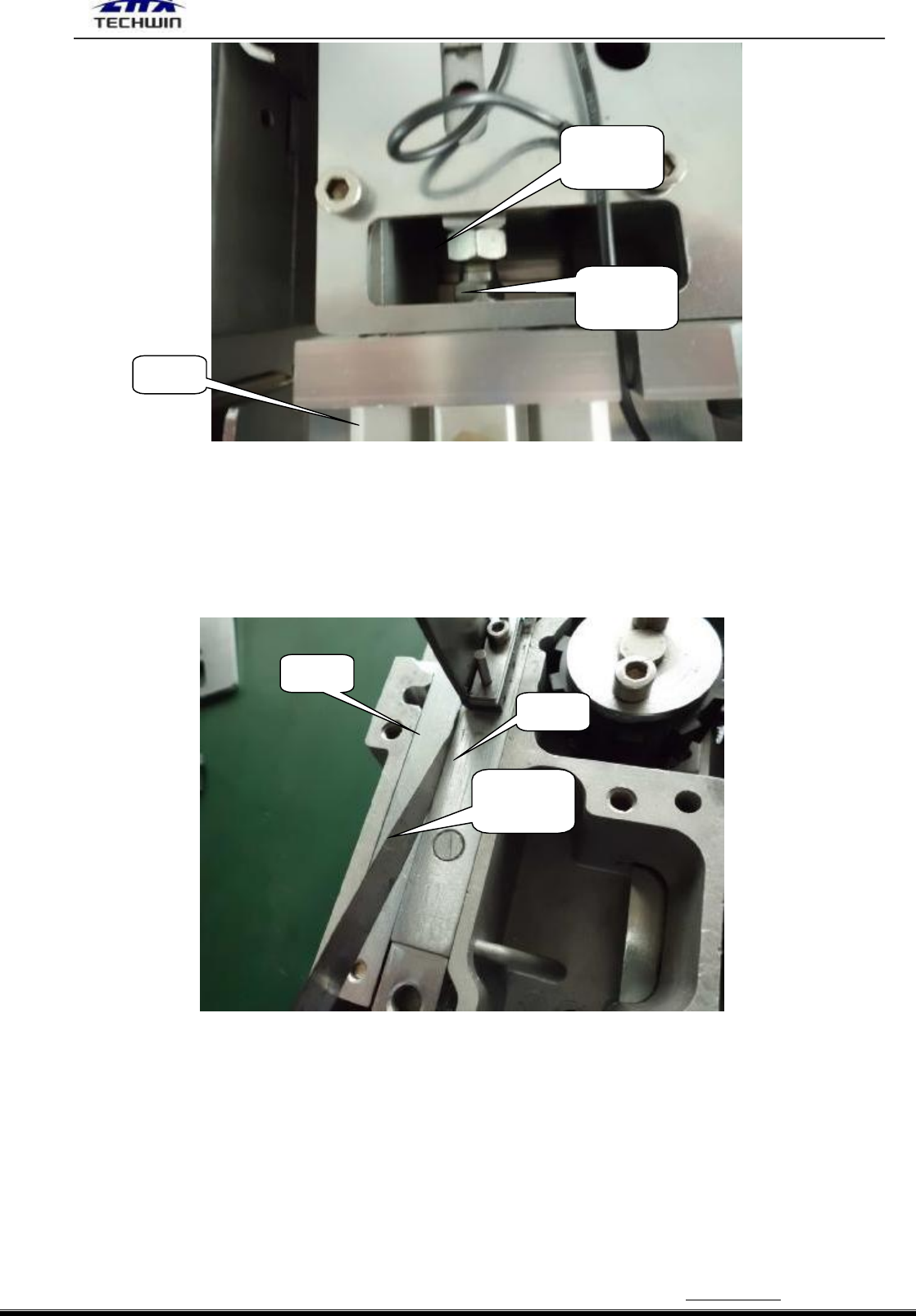
3)
分配头切纸刀的调整。
作此调整的前提是:分配头冲程调整完毕,分配头推块的间隙调整完毕。
(1) 使用推销推动滑块前移,直到切刀 1 与切刀 2 相碰为止。
(2) 使用塞尺检查二把切刀之间的间隙,如果间隙为 0.038mm,则没有调整的必要,否则按下列
滑块
推块
0.025mm
塞尺
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
87
-
深圳市中禾旭精密机械有限公司
-
87
-
www.zkdip.com
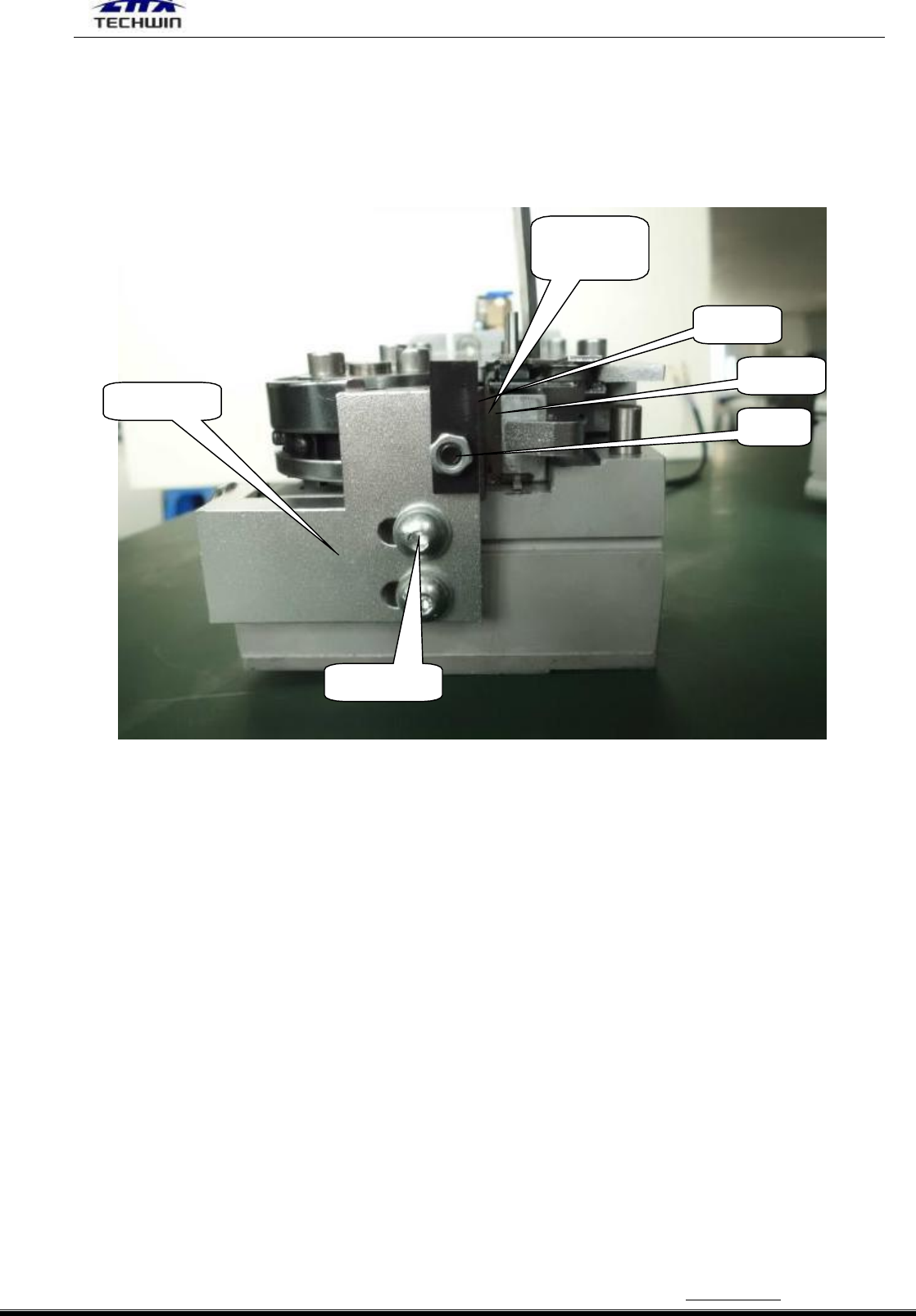
步骤调整:
A、松掉固定的六角螺钉 1 和 2。
B、逆、顺时针转动螺钉 2,分别可以左右移动固定座,从而增大或减小切刀间的间隙,然后再调
整调节螺钉改变其间隙达到 0.038mm。
C、锁紧螺钉 1 和 2。(参见下图。)
4) 反转棘爪(棘爪 2)与止位销的调整。(参见下图。)
作此调整的前提是:分配头自机器上拆卸下来。
(1) 手动操作分配头,使棘轮转动,并反复检查,找出棘爪 1 的端面与止位销之间间隙最小的
齿位,并作上标记,松开固定偏心轴的螺丝 。
(2) 手动操作使棘轮再次转动,待转到有记号的位置与棘爪 2 接触时停止转动。
(3) 用一字螺丝刀旋转偏心轴,增加棘爪 2 的端面与棘轮间的间隙。
(4) 把一个厚度为 0.05mm 的塞尺放入棘爪 2 的端面与棘轮间。
(5) 旋转偏心轴,直到塞尺在棘爪 2 与棘轮间不能轻易的移动。
(6) 调整好后锁紧偏心轴的固定螺丝。
间 隙 为
0.038mm
切刀 1
切刀 2
固定座
螺 钉
螺钉 2