ZHX-R20B(-IN) 立式离线(在线)高速插件机说明书.pdf - 第93页
ZHX-R20B /-IN 自 动 下板 立式 插件 机操 作说 明书 - 90 - 深圳市中 禾旭精密机械 有限公司 - 90 - www.zkdi p.com 间 隙 为 0.13mm 触头 紧固螺钉 检测板 间 隙 为 0.6—0.8mm 链夹 叉片 7) 重新送料驱动器(元件检测装置)的调整 调整过程: ( 1 ) 松开 检测 板上 的两 个紧 固螺 钉, 然后 移动 检测 板, 使检 测板和 触头 之 间的 间隙 为 0.1 …

ZHX-R20B/-IN 自动下板立式插件机操作说明书-
89
-
深圳市中禾旭精密机械有限公司
- 89 -
www.zkdip.com
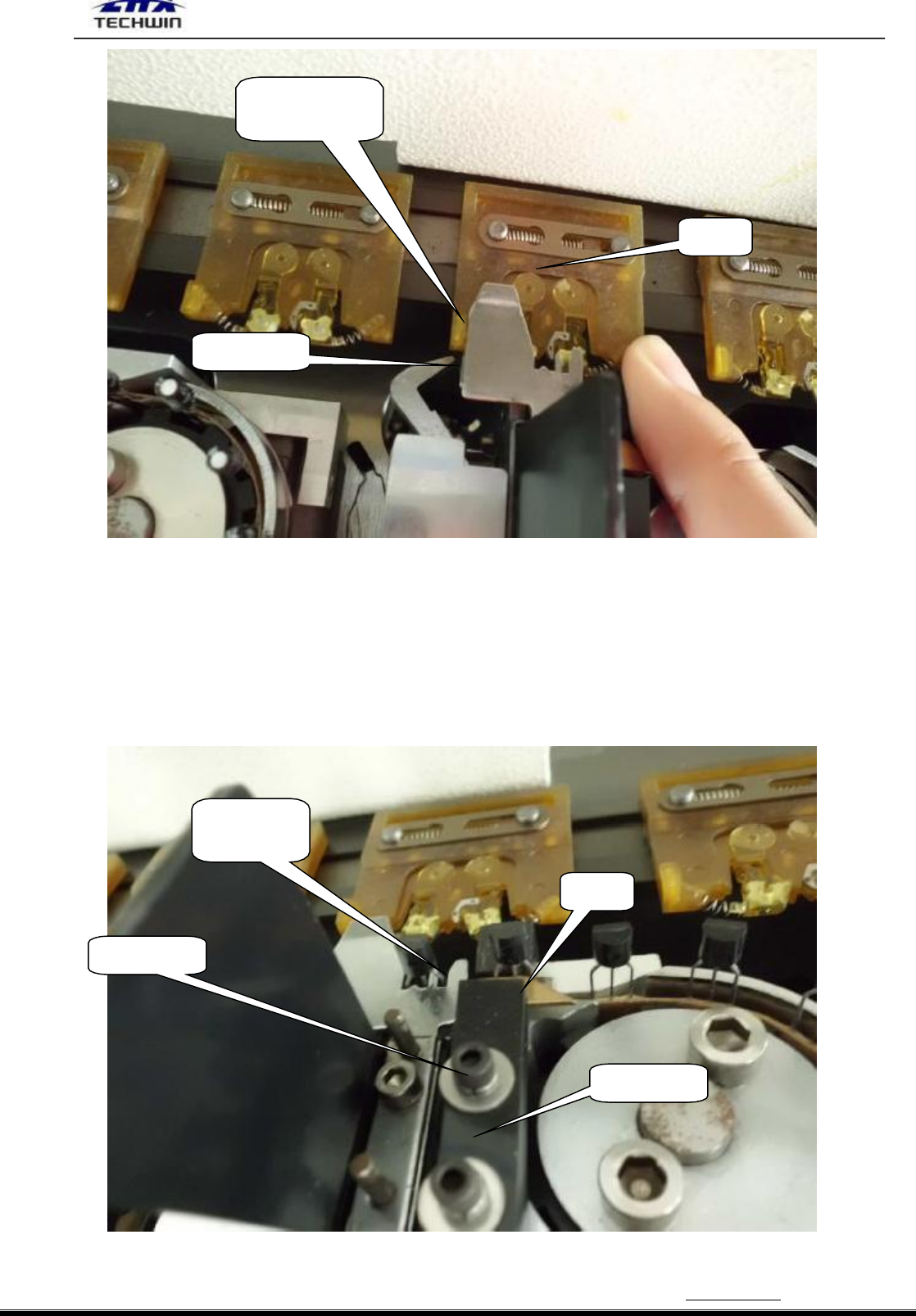
元件脚要位
于叉片槽的
中心
紧固螺钉
送料轮
6)
分配头叉片与链夹的对中调整。
调整前提是:元件对叉片槽中心的调整完毕,分配头冲程的调整完毕。
使用得工具:30‰标准校具。
调整过程:
(1) 从送料轮上拆下料带。
(2) 用推销推上推块,使叉片尽量前移。
(3) 把 30‰标准校具放入元件传送链夹挡边与推片之间,如需校正,用专用 T 形扳手松开分
配头紧固螺钉,左右移动分配头,把链夹往左推,使得 30‰标准校具的两表面分别与元件传送
链夹挡边和分配头叉片的左边刚好接触。
(4) 取出 30‰标准校具,锁紧螺钉。
(5) 让叉片重复推出、回位,并再次检查是否达到上述标准,否则,重复上述调整。参见下图:
ZHX-R20B/-IN 自动下板立式插件机操作说明书-
91
-
深圳市中禾旭精密机械有限公司
-
91
-
www.zkdip.com
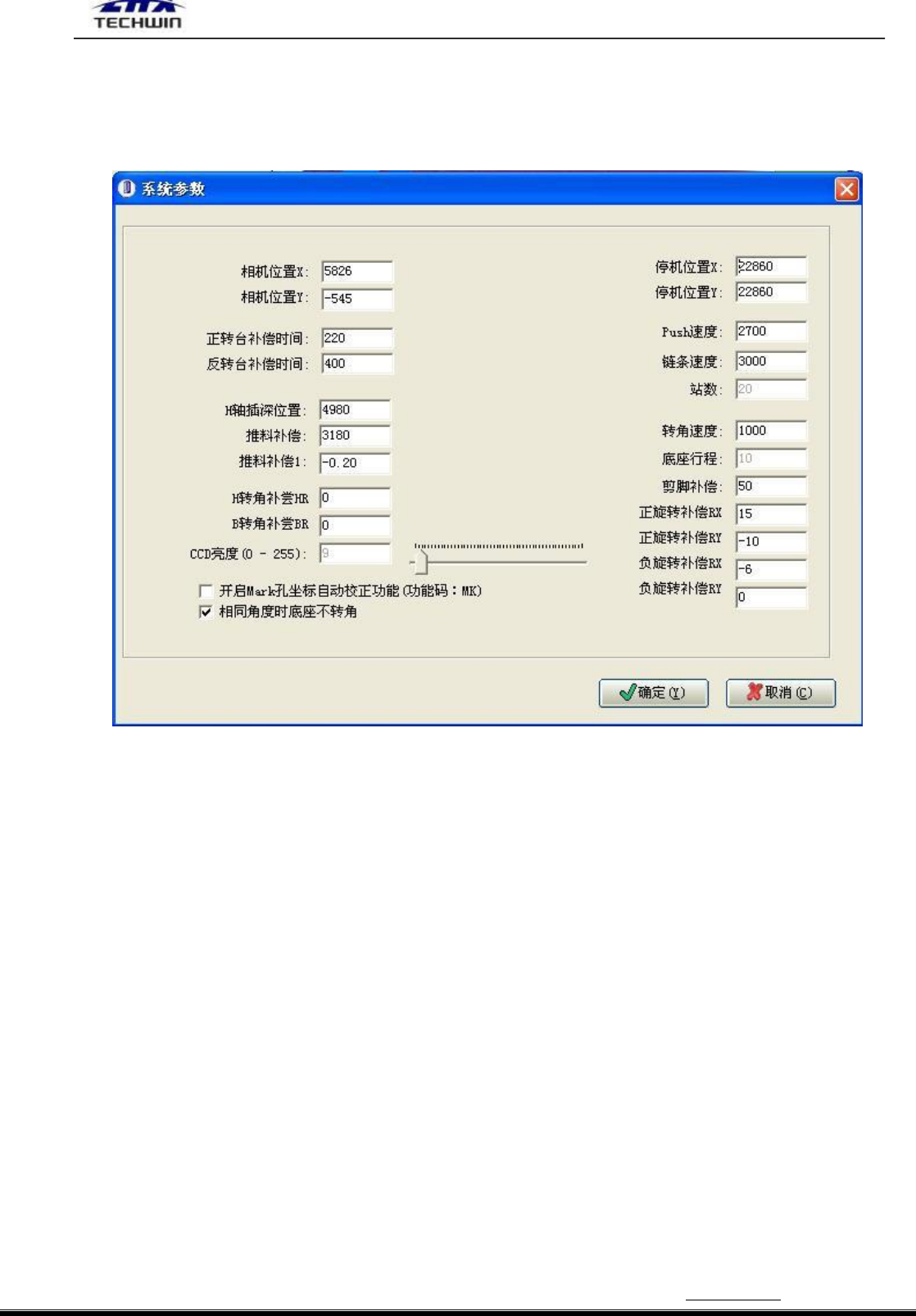
15、 数值上的调整。
单击 设置 弹出下拉菜单。包括有设备参数和元件参数二个部分。(如下图)
1) 设备参数(如图):
机器的所有参数调整都在“设备参数”里进行,包括相机位置 CX 和 CY、H 插深补偿 HL、
推料补偿 PL、转角补偿 HR/BR、停机位置 X/Y、正(TCW)/反(TCCW)转台补偿、Push 速度、
Chain 速度、旋转补偿 RX/RY、相机亮度调节等。当修改了其中的参数后点击应用、保存再点返回
即可。
元件参数是插入的元件描述的集合,它是将插件程序中所有元件按一定的归
类并描述元件体特征。
相机位置 CX: X 轴方向相机零点位置。
相机位置 CY: Y 轴方向相机零点位置。
H 插深补偿 HL: 插件头下插到 PCB 板深度补偿。
推料补偿 PL: 推料杆下压的行程补偿。
H 转角补尝 HR: 插件头下插时的转角补偿
B 转角补尝 BR: 底座上升剪脚时的转角补偿
正转台补尝时间: 正方向马达旋转时间补偿。
逆转台补尝时间: 反方向马达旋转时间补偿。
停机位置 X: X 轴方向插件头停机位置。(22860 为工作台中心坐标)
停机位置 Y: Y 轴方向插见头停机位置。(22860 为工作台中心坐标)