5. SM411F_Operation_Training(Kor_Ver4).pdf - 第85页
3-27 MMI 따라하기 Ⅱ 미소부품인 경우 이 값을 작게해야 하며 1005 보다 작은 부품은 반드 시 포켓 T each 를 실시해야 부품의 버림율을 줄일 수 있습니다 . 메 모 동시흡착의 조건 1. 흡착하는 헤드의 중심이 허 용오차의 범위에서 부품을 흡착 해야 합니다 . 2. 연동된 헤드의 경우에는 부품의 흡착시 R 값이 같아야 합니 다 . 3. X,Y 의 최대 허용오차가 0.5 mm 이하…
3-26
Samsung Component Placer SM411/411N Operation Training
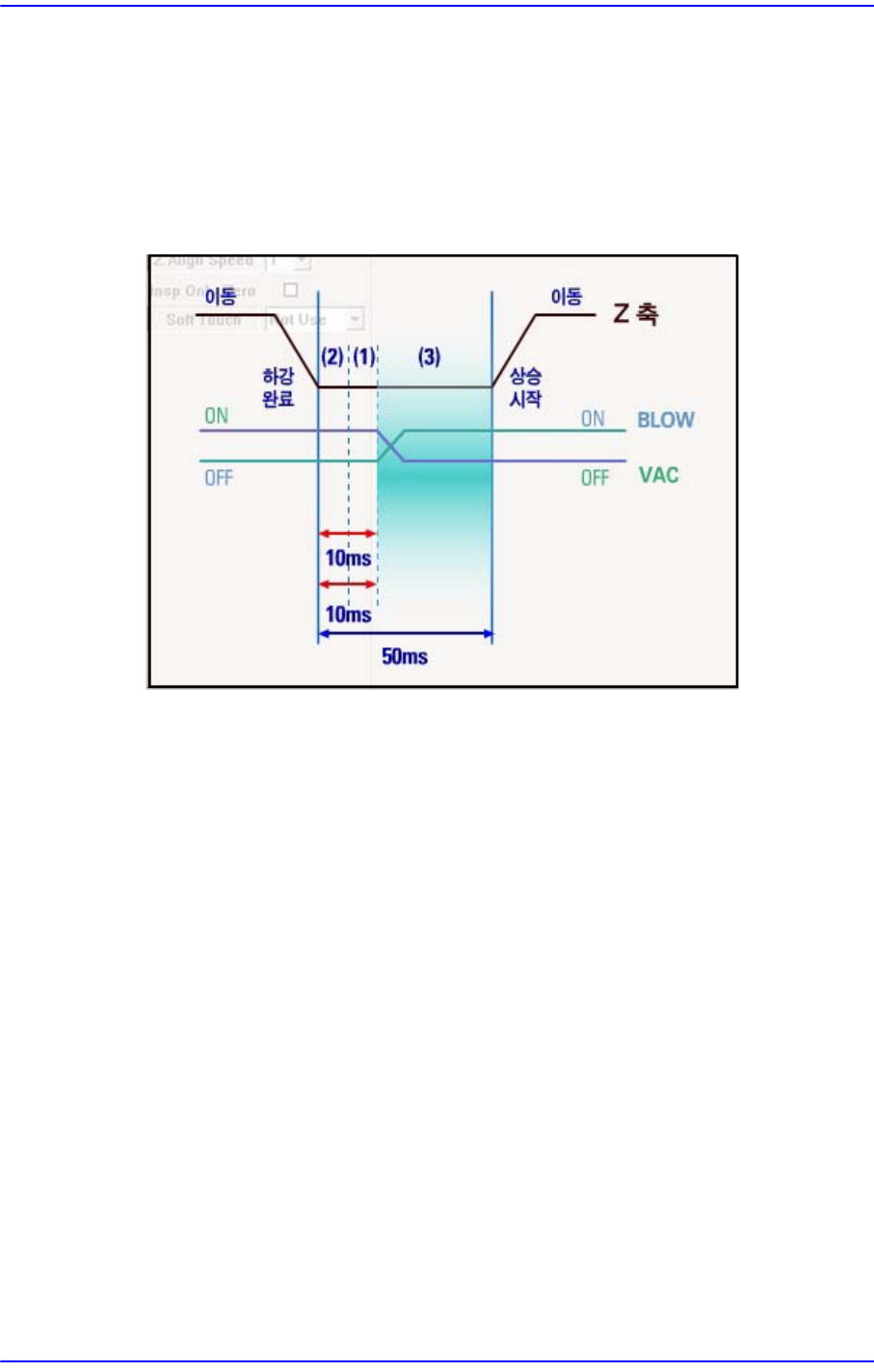
일반적인 각 형칩들은 부품이 상당히 가볍습니다 . 그로 인해 진공압이 완전이
소멸되기 전에 Z축이 상승을 하게 되면 부품이 헤드를 따라 상승하다가 진공압
이 소멸되는 시점에 다시 PCB로 떨어지는 경우가 발생합니다.
다시 말해, 다음 그림의 (3)항목이 일반적인 각 형칩에는 상당히 중요한 부분으
로 작용할 수 있습니다.
Fine Pitch용 QFP의 경우
부품을 장착하기 위해서 Z축을 고속으로 하강할 경우, P
CB와 물리적으로 부딪
칠 수도 있습니다.
‘Vac off’의 지연 시간을 조정함으로서 이러한 상황을 방지할 수 있습니다. 즉,
각종 외부 요인이 안정화가 될 때까지 부품을 진공압으로 움켜잡고 있다가 외부
요인이 소멸된 뒤, 진공압을 꺼서 문제를 예방하는 방법입니다.
‘Vac off’의 지연 시간은 다음 그림의 (1)항에 해당됩니다 .
일반적인 Pitch의 부품이라면 (1)항의 시간은 고려하지 않더
라도 장착정도에는
크게 영향이 없습니다.
그러나 Fine Pitch부품을 장착하는 경우 또는 위에서 지적된 문제가 발생될 만한
부품이라면, (1)항의 시간을 작게 설정하는 것도 좋은 결과를 얻을 수 있습니다.
‘Vac off’의 지연 시간을 설정 할 경우, 전체 지연시간인 (4)항에 비해 약 20~30%
정도로 설정하는 것이 보편적입니다. 중요한사항이므로 꼭 기억해 두시기 바랍
니다.
<Sync Pick Up Tol[%]> 영역
동시흡착을 위한 허
용오차로, 부품의 크기를 기준으로 백분율로 나타냅니다 .
Default 15%이며, 이 보다 클 경우 동시흡착은 잘 이루어지지만, 흡착 에러를 유
발할 수 있습니다.
3-27
MMI
따라하기
Ⅱ
미소부품인 경우 이 값을 작게해야 하며 1005보다 작은 부품은 반드
시 포켓 Teach를 실시해야 부품의 버림율을 줄일 수 있습니다.
메 모 동시흡착의 조건
1. 흡착하는 헤드의 중심이 허용오차의 범위에서 부품을 흡착
해야 합니다.
2. 연동된 헤드의 경우에는 부품의 흡착시 R값이 같아야 합니
다.
3. X,Y의 최대 허용오차가 0.5 mm 이하이어야 합니다 .
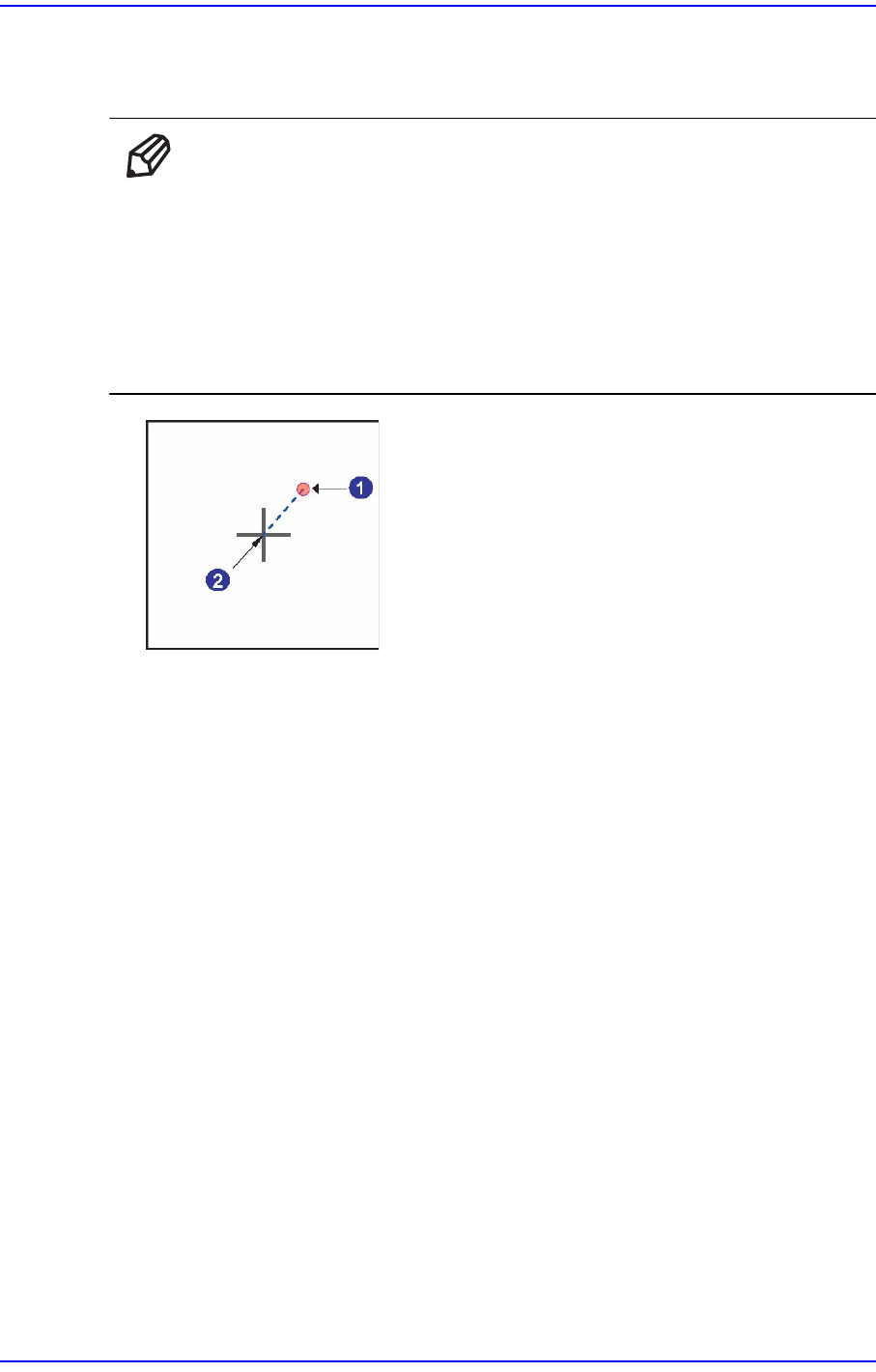
여기서, 허용오차는부품의 Align Point에서 실제 흡착점인 헤드 중심까지의
Offset 을 의미합니다
1:
헤드
중심
(
실제
흡착점
)
2:
부품
Align Point
<Speed> 영역
흡착(Pickup), 장착(Place), 부품버림(Dump)작업을 할 때, 구동모터의 구동속도
를 설정합니다.
속도는 노즐의 종류, 부품의 무게, 부품의 흡착면적 등을 전체적으로 고려해서
해당 부품에 따라 적절하게 설정해야 합니다.
구동속도는 다음과 같고, 각 구동속도에 관한 속도 Profile은 System에 Setting되
어 있습니다.
1- Fastest: 가장 빠른 속도입니다.
2- Fast: 빠른 속도입니다.
3- Middle: 중간 속도입니다.
4- Slow: 느린 속도입니다.
5- Slowest: 가장 느린 속도입
니다.
<Z Align
Speed> 콤보박스

3-28
Samsung Component Placer SM411/411N Operation Training
픽스카메라에서 부품을 인식하기 위해 Z축을 내리고 올리는 속도 또는 플라
이카메라가 부품을 인식하고 Z축 이동높이까지 이동하는 속도를 설정하는
항목입니다. (Z축 이동높이: 4~7mm)
기존 장비에서는 위 두 동작시 Z Place Down/Up 동작의 속도를 참조하여 이
동하였습니다.
따라서 정도를 위해 Z Place Down/Up 속도를 느리게 설정하는 경우 Z축 인
식 높이까지 이동하는 동작이나 인식 후 플라이카메라에서 Z축 이동높이까
지 이동하는 동작도 느려질 수 밖에 없
었습니다.
이러한 단점을 극복하기 위해 위 두 동작의 속도를 지정하는 기능을 추가하
게 된 것입니다.
Z축 하강속도에 따른 흡착에러가 발생하기 쉬운 미소부품의 경우, 여기서
값을 변경하여 인식테스트를 실시하고 인식이 성공했을 때의 값을 설정하여
부품을 등록하십시오.
<Etc> 영역
<Dump Angle> 콤보박스
0,45,90,135,180,225,270,315
<Mou
nt Method> 콤보박스
<V
acuum Check> 체크박스
부품을 흡착하
거나 장착 할 때, 먼저 공압을 확인하려면 선택합니다 . 미소
칩은 크기가 아주 작기 때문에 실 장착이 완료된 후, 실제 장착이 되지 않더
라도 후 공정에서 이런 오류를 검출하기도 어려울 뿐만 아니라, 이것을 다시
장착하는데도 많은 노력이 필요합니다. (1608칩 이하 적용)
이 기능을 사용하면, 장비는 부품을 흡착할 때의 압력을 기억하고 부품을 최
종적
으로 장착 할 때의 압력을 기억된 압력과 비교하여 차이가 발생이 되었
는지 여부를 확인합니다.
만일, 차이가 발생되면 헤드가 부품을 흡착해서 장착점으로 이동하는 중 어
떤 이유로 인해 떨어졌을 수도 있습니다.
<Z Align Speed> 콤
보박스
픽스카메라에서 부품
을 인식하기 위해 Z축을 내리고 올리는 속도 또는 플라
이카메라가 부품을 인식하고 Z축 이동높이까지 이동하는 속도를 설정하는
항목입니다.
기존 장비에서는 장착시 Z축 하강 및 상승 속도를 참조하여 이동하였습니다
따라서 정도를 위해 장착시 Z축 하강 및 상승 속도를 느리게 설정하여 사용
하는 경우 인식을 위해 픽스카메라에서 동작하는 모션이나 인식 후 플라이
카메라에서 Z축 이동높
이까지 이동하는 동작도 느려질 수 밖에 없었습니다