NPM-D3_z_160518.pdf - 第91页
NPM-D3 2016.0518 - 85 - 5.10 基板信息通信功能 ( 标准功能 ) 在生产线先端的设备进行标记识别,与下游侧的设备传接信息。 通过使用传送到下游侧设备的信息,能够缩短时间。 ■ 不良标记的通信 在生产线先端的设备识别不良标记,与下游侧设备传接不良标记的信息。 下游侧的设备,能够缩短不良标记的识别时间。 第 1 台 第 2 台以后 第 2 台以后,根据从上游传送来的信息, 跳过不良标记。 ※ 对 象设备 : NP…
NPM-D3 2016.0518
- 84 -
■ 系统规格
项 目 内 容
进行 APC-MFB 生产时的
生产线生产节拍增加
(与通常生产时相比)
・Line Tact time 50 s 以下的设备: 1.0 s 以下
・Line Tact time 50 s 以上的设备: Ta ct t i me 的 2% 以下
功能
贴装位置 MFB
补正功能
※
对贴装机的补正功能
・XY 轴部位、识别部位、吸嘴角度,补正设备各部分变量的功能。
・对用来算出补正值的统计处理对象元件,进行甄选的功能。
工序变量管理功能
APC-MFB 显示功能 (1)贴装点
・显示每个贴装头的 Cp/Cpk
・显示每个领域 /元件 /供料器的 Cp/Cpk
・每个贴装点的补正系数(前 20 点)
(2)吸嘴
・显示每个吸嘴,角度的 Cp
・每个吸嘴,角度的补正系数
(3)针对多功能识别照相机位置的每个吸嘴的补正系数
(4)XY 轴的补正系数
工序变动警告功能 (1)设定每个贴装头的 Cpk 管理值
(2)管理每个吸嘴的 Cp 值
※ 贴装位置 MFB 补正功能,因锡膏的印刷状态,芯片形状等,精度的维持,提高效果会有所不同。
Remarks
使用 APC-MFB 系统时的贴装精度,对应基板尺寸,对应元件点数等,依存于其他厂家的 AOI 性能。
NPM-D3 2016.0518
- 85 -
5.10 基板信息通信功能(标准功能)
在生产线先端的设备进行标记识别,与下游侧的设备传接信息。
通过使用传送到下游侧设备的信息,能够缩短时间。
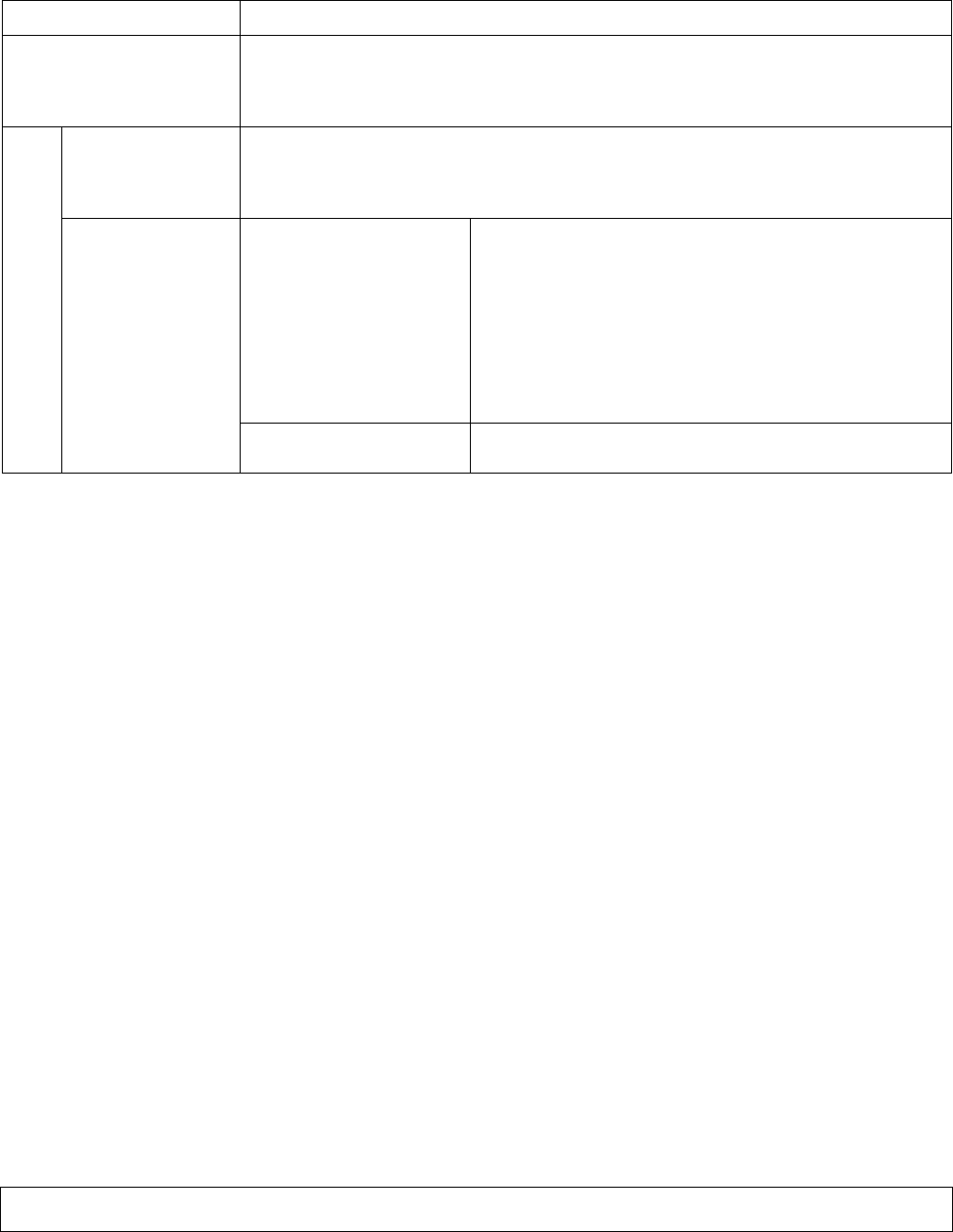
■ 不良标记的通信
在生产线先端的设备识别不良标记,与下游侧设备传接不良标记的信息。
下游侧的设备,能够缩短不良标记的识别时间。
第 1 台 第 2 台以后
第 2 台以后,根据从上游传送来的信息,
跳过不良标记。
※ 对象设备: NPM-D3/ D2/ D, TT
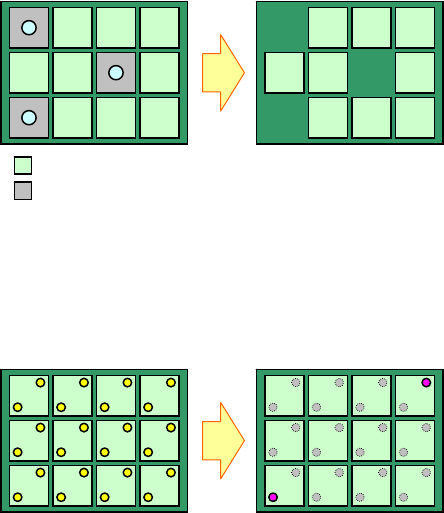
■ 图形标记的通信
在生产线先端的设备识别图形标记,与下游侧设备传接补正值的信息。
下游侧设备,只需识别主标记,能够缩短基板识别时间。
第 1 台 第 2 台以后
第 2 台以后,根据主标记的识别结果和上游侧传送来的信息,
进行补正。
※ 对象设备: NPM-D3/ D2/ D, TT
※ 分割实装时,即使是第 2 台以后的设备,也有可能需要进行全点识
别。
全点识别 只识别主标记
※ 从 NPM 系列以外的设备接收基板信息时,需要个别商讨。
有关详细情况请咨询。
合格品
不良品
NPM-D3 2016.0518
- 86 -
5.11 吸着错误自动恢复功能
设备发生吸着错误,识别错误时,可通过此功能自动恢复,不中断生产,保证连续运作。
■ 功能概要
错误发生时吸着位置示教
当吸着错误或者识别错误发生时,自动实施吸着位置示教。
示教正常进行后,不会中断生产,以此减少设备停机次数,提高运转率。
吸着错误元件再次吸着
在大型元件中,由于多数元件不能自动实施吸着位置自动示教,所以「错误发生时吸着位置示教」的功能不能使用。
针对这些元件,此功能在吸着错误发生时,不会继续供给,而是对该错误元件实施再次吸着。
正常吸着元件后,设备不停机,以此保证连续运转。
此功能在减少吸附错误次数的同时,也可减少停机次数,提高运转率。
对应元件为 12 mm ~ 塑料编带元件。
1 mm
⇔ 2 mm 间距自动切换
供给同样元件,元件编带间距有 1 mm、2 mm 混在的情况时,此功能可以在切换编带(例如:元件供给,编带拼接,错误
发生)实施吸着位置示教时,自动测量编带间距,并使用测定到的间距继续生产。
间距自动切换条件
项 目 内 容
元件数据
可进行吸着位置自动示教
编带宽度
8 mm
供给形态 纸
送带间距 1 mm or 2 mm (4 mm 以上不能使用)