YSP20_Users_C.pdf - 第117页
4-24 4 2. 生产准备状态显示区 显示当前部件、材料的安装状态。出错的部件、材料以不同的颜色显示。 [监控屏] -“ 生产”选项卡画面 生产准备状态显示区 网板 清洁装置 没有安装时的状态 (不使用网板时 ) 已安装好的状态 (绿色) 没有安装时的状态 (红色) (使用网板时) 使用清洁装置时 (绿色) 不使用清洁装置时 OK NG No Use No Use OK 66417-N3-00 参考 印刷机出现整体错误时,整个区域的背…
4-23
4
3
根据需要打开监控屏画面。
生产过程中如果想要确认运行状态,可按 [ 监控屏 ] 按钮。选择“生产”、“全部”、“视觉”、“刮刀印压”
等选项卡 , 切换相关的生产信息。
参考
使用两条轨道进行生产时,“全部”、“详细”、“校正”、“刮刀印压”、“计数”、“填充校正”选项卡画面会显示轨道切换按钮。
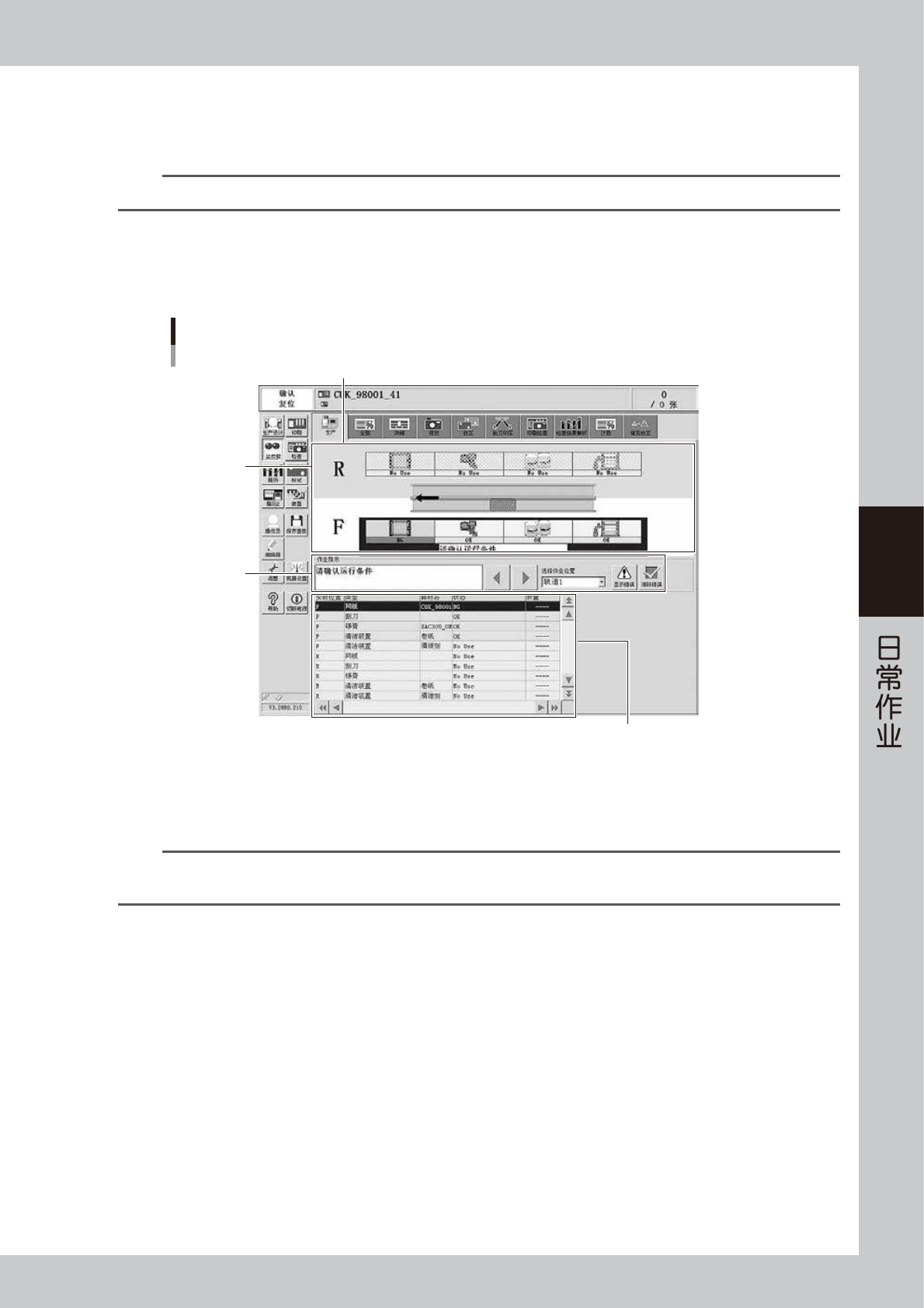
● 监控屏 :生产
此画面,以机器配置图的形式显示当前正在生产的印刷机的实时信息。
印刷机出错时,打开此画面,即可确认发生的错误、作业指示及警告等状态。
2
3
1
监控屏:生产
印刷机后侧的背景以浅蓝色显示
66416-N3-00
1. 作业指示区
· 选择作业位置
发生错误或有作业指示及警告时,从下拉框中选择未清除错误的位置。下拉框中只显示需要进行作业的位置。
参考
通过点击配置图上发生错误的区域,也可以选择作业位置。但对未发生错误或没有作业指示及警告的区域,即使点击也无法选择作
业位置。
· 作业指示
“作业指示”显示框中显示接下来需进行的作业。该作业即是在“选择作业位置”下拉框中选择的作业位置所发生的未被清
除的错误、作业指示及警告。出现多个错误时,按作业项目的优先程度依次显示。
按左右箭头按钮,可切换至其它作业指示信息。
[ 显示错误 ] 按钮
按此按钮,显示“作业指示”显示框中所显示的错误、作业指示以及警告的详细内容,提示解决方法的对话框。
[ 清除错误 ] 按钮
从“作业指示”显示框中显示的错误、作业指示以及警告恢复之后,按该按钮。
按该按钮之后,会被视为所指示的作业内容已恢复,可以重新开始自动运行。
但仍有未恢复的作业 ( 除警告外 ) 时,无法重新开始自动运行。
4-24
4
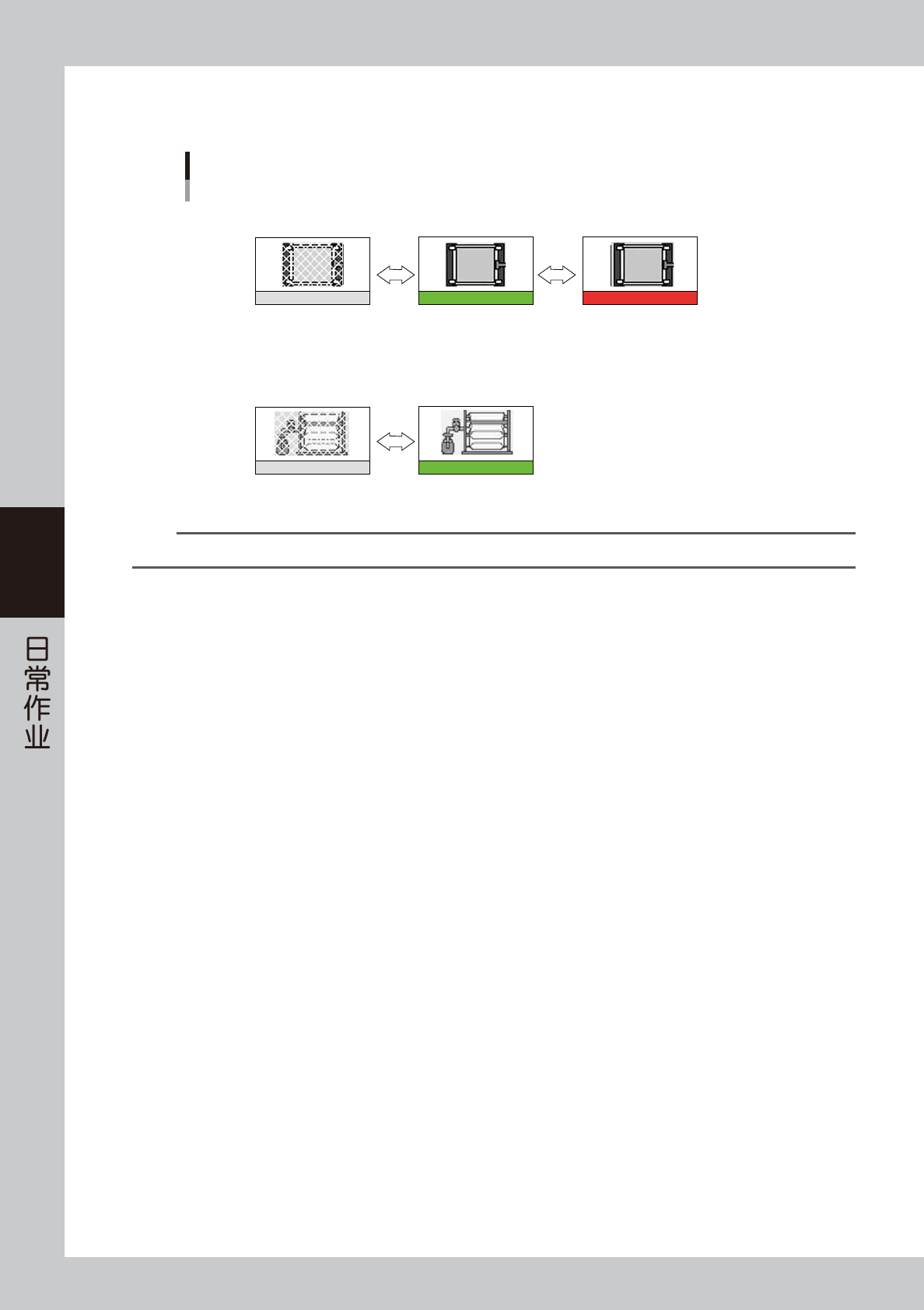
2. 生产准备状态显示区
显示当前部件、材料的安装状态。出错的部件、材料以不同的颜色显示。
[监控屏] -“生产”选项卡画面
生产准备状态显示区
网板
清洁装置
没有安装时的状态
(不使用网板时)
已安装好的状态 (绿色) 没有安装时的状态 (红色)
(使用网板时)
使用清洁装置时 (绿色)不使用清洁装置时
OK NG
No Use
No Use
OK
66417-N3-00
参考
印刷机出现整体错误时,整个区域的背景以蓝色显示。
3. 详细内容显示区
以列表形式显示生产准备状态显示区中显示的所有部件、材料。
4-25
4
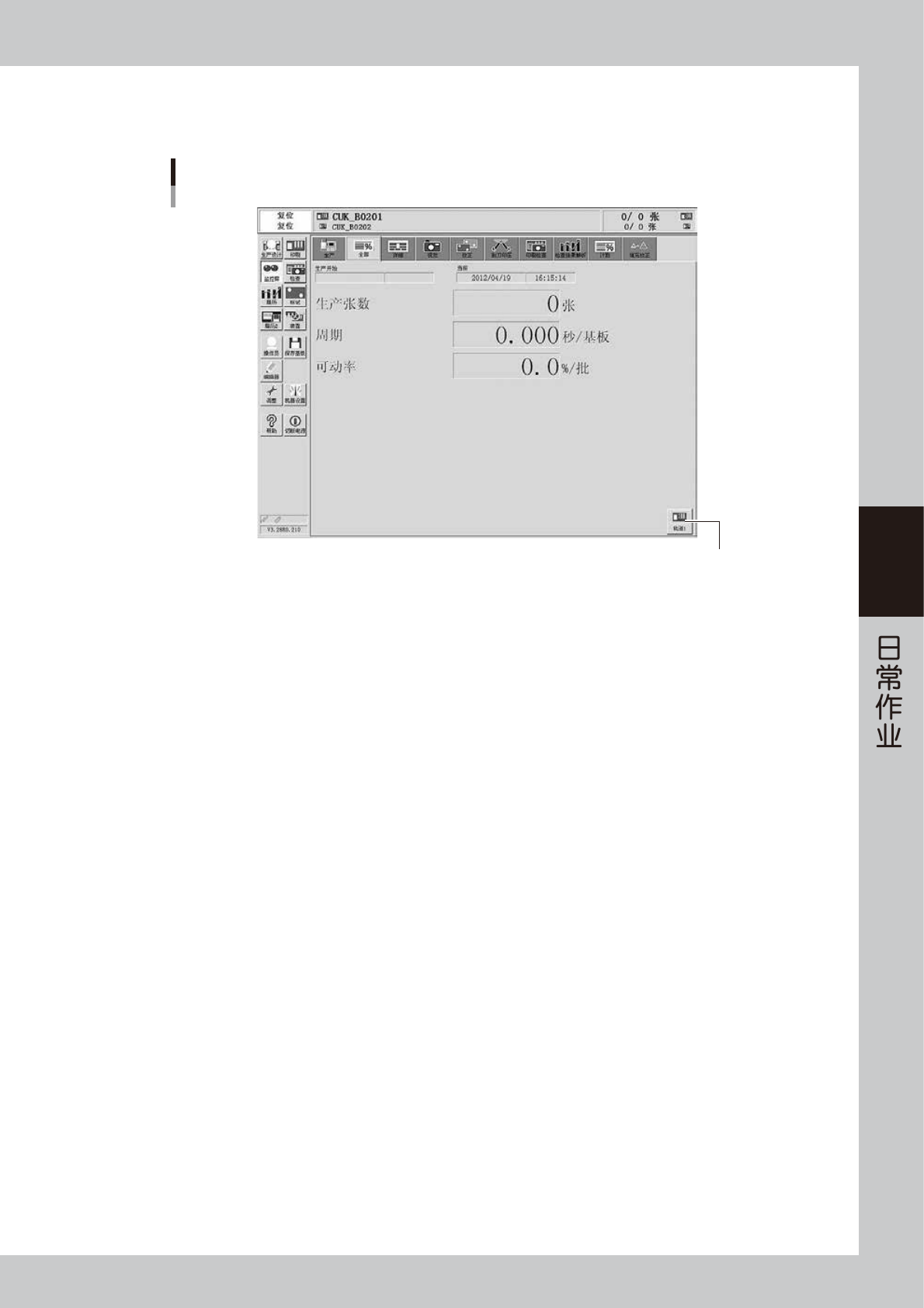
● 监控屏 :全部
此画面实时显示当前生产的基板张数和生产状态,如果切换基板程序,所有的信息即被清除。
[监控屏] -“全部”画面
轨道切换按钮
66418-N3-00
生产开始
显示当前生产中的基板开始生产的时间。
当前
显示当前的时间 ( 机器系统计时器的实时时间 )。
生产张数
显示切换至当前生产中的基板程序后,已经完成生产的基板张数。
周期
平均印刷 1 张基板所需的时间 ( 秒 / 基板 )。完成基板印刷后,数据立即刷新。生产周期不包含传送时间、停机时间 ( 出错
停机、按 [STOP] 按钮而停机的时间等 )。使用基准标记时,生产周期包含识别标记的时间。
可动率
指 1 台印刷机生产 1 批基板 ( 基板程序 ) 的运转率。此运转率不受上游机和下游机的状态影响。
根据以下公式算出。
( 累计印刷时间+累计传送时间 )÷[( 生产完成时间-生产准备结束时间 ) -累计待机时间 ]×100(%)
累计印刷时间 :刮刀头进行印刷的合计时间 ( 包含识别标记的时间 )。
累计传送时间 :传送装置进行传送的合计时间。
累计待机时间 :因上游机或下游机造成的待机状态的时间合计。
生产完成时间 :切换至下 1 种基板程序的时间,或切断电源的时间。
生产准备结束时间:生产准备完成后,按 [START] 按钮,开始运行的时间。