YSP20_Users_C.pdf - 第168页
5-42 5 5 按 [ 图像对位 ] 按钮。 如果通过对位确认发现有位置偏移现象, 按 [ 图像对位 ] 按钮, 打开“图像对位”画面, 在画面上调整位置。 ( 如果位置没有偏移则不必调整。) 1. 按箭头按钮,使图像向 XY 方向移动,直至偏移消失。随移动量的变化,箭头按钮上方的“偏移量 X” 、 “偏移量 Y”的显示也会随之变化。 2. 位置一旦对齐,按 [ 设定偏移量 ] 按钮。 “多点确定数”显示框的显示变为“1” 。 3. …

5-41
5
4
进行“图像对位确认”。
1. 关闭示教画面,按“生产设计”按钮,选择“切换工具”选项卡。
2. 按 [ 图像对位 ] 按钮,显示“图像对位确认”对话框。
3. 通过显示重叠图像,确认基板与网板的对位状态。
“图像对位确认”对话框
基板相机的图像
网板相机的图像
1
4
5
6
7
2 3
66541-N3-00
1. 对位坐标
选择想要进行对位确认的坐标。此坐标必须预先在 [ 印刷 ]-“刮刀”画面中设置 ( 参阅本章前述“5.1刮刀数据的详细设置”)。
2. 图像显示区
显示基板与网板的重叠图像。
[ + ] 按钮可将图像放大至 16 倍,[ - ] 按钮可将图像缩小到 1/16。按 [ 移动 ] 按钮,可以上下左右拖动图像。
3. 透过率
用滑动条或 [
◀
]、[
▶
] 按钮调整基板图像与网板图像的透过率。
4. [ 示教 ] 按钮
打开“示教”画面。
5. [ 图像对位 ] 按钮
打开“图像对位”画面,如果有位置偏移现象,可以在此画面作微调 ( 参照后述 Step5)。
6. [ 跟踪 ] 按钮
按 [ 跟踪 ] 按钮,跟踪所选择的对位坐标。按 [ 向前跟踪 ] 按钮,即跟踪所选坐标的前行坐标。按 [ 向后跟踪 ] 按钮,
则跟踪所选坐标的后行坐标。
7. [ 跳转 ] 按钮
光标在对位坐标列表内可以跳转至任意行。
5-42
5
5
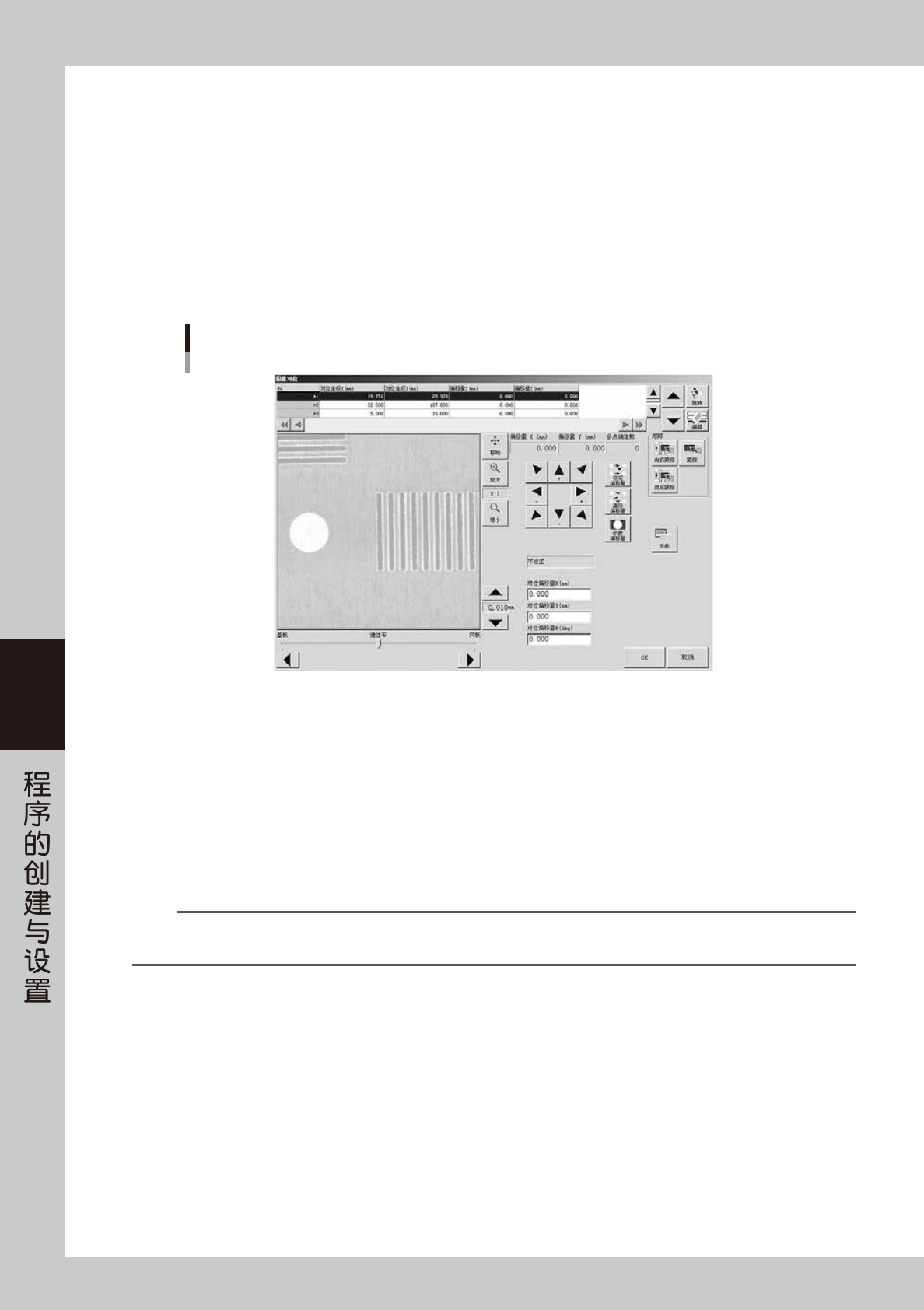
按 [ 图像对位 ] 按钮。
如果通过对位确认发现有位置偏移现象,按 [ 图像对位 ] 按钮,打开“图像对位”画面,在画面上调整位置。
( 如果位置没有偏移则不必调整。)
1. 按箭头按钮,使图像向 XY 方向移动,直至偏移消失。随移动量的变化,箭头按钮上方的“偏移量 X”、
“偏移量 Y”的显示也会随之变化。
2. 位置一旦对齐,按 [ 设定偏移量 ] 按钮。
“多点确定数”显示框的显示变为“1”。
3. 想要对其它坐标也进行对位调整时,选择该坐标,并按相同步骤反复操作。
“多点确定数”显示框中的数值随调整的点数而增加。
“图像对位”画面
66542-N3-00
6
对想要确认的坐标进行对位调整后,按 [ 示教偏移量 ] 按钮。
以调整过的所有偏移量为基础,自动计算出整个基板的偏移量,并显示在画面下部的“对位偏移量 X”、
“对位偏移量 Y”、“对位偏移量 R”显示框中。
如果想要清除已输入的偏移量重新进行对位调整时,按 [ 清除偏移量 ] 按钮。
7
按 [OK] 按钮,更新对位偏移量。
在此处调整的偏移量会自动输入至刮刀数据的“去程对位偏移量 XYR”、“返程对位偏移量 XYR”栏中。
如果不需更新对位偏移量,按 [ 取消 ] 按钮。
n
要点
因受基板或网板的伸长影响,想要使基板中心以外的点作为基准对齐印刷位置时,可以先调整中心位置和 R 偏移使偏移量更新后
再对想要对准的点进行图像对位。
8
关闭“图像对位确认”对话框。
按照画面的提示,传出基板。
5-43
5
9.试印刷
创建完数据并对齐基板和网板的位置后,进入生产之前,需进行试印刷,通过试印刷对印刷条件和印刷精度进行
确认和必要的调整。进行试印刷时,建议和滚动运行时一样,在基板表面贴上透明胶纸 ( 选购件 ) 后再印刷。
n
要点
用新建的基板程序印刷时,必须进行试印刷之后再开始生产。对已经生产过的基板,建议在日常作业之前也进行试印刷。
1
按 [ 试印刷 ] 按钮。
按 [ 生产设计 ] -“切换工具”选项卡画面的 [ 试印刷 ] 按钮。
n
要点
使用 2 条轨道进行生产时,会显示“选择轨道号码”的对话框,选择轨道后按 [OK] 按钮。正在生产的轨道显示为灰色。
[试印刷]按钮
[试印刷]按钮
66543-N3-10
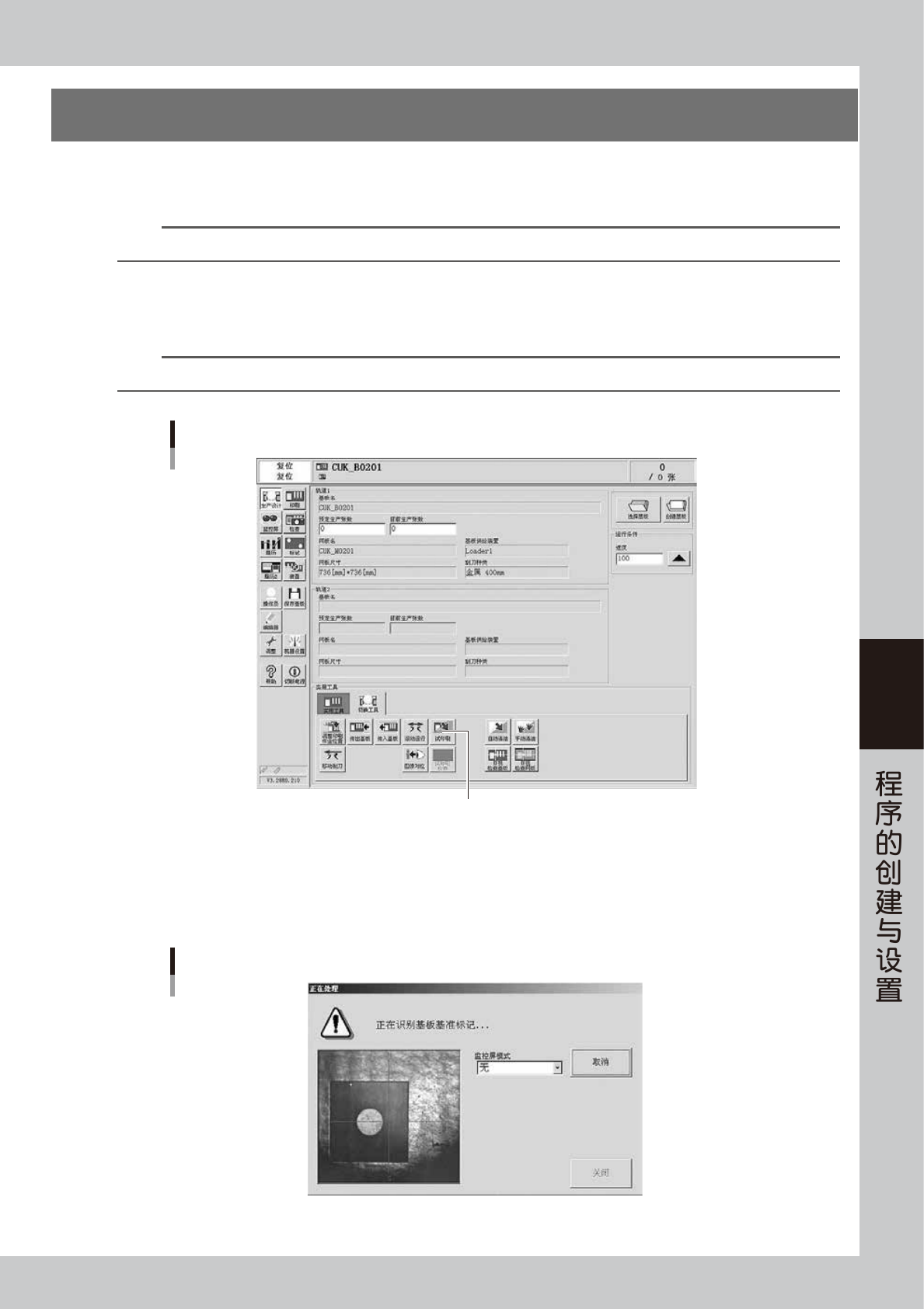
2
按照操作画面的指示,将基板传入传送轨。
如果基板已固定在传送轨上,可省略此步骤。
基板一旦被固定在传送轨上,机器就会自动开始识别基板基准标记 ( 不使用基板基准标记时,会跳过识别 )。
基准标记识别画面
66544-N3-00