YSP20_Users_C.pdf - 第172页
5-46 5 6 调整印刷位置的偏移。 打开 [ 印刷 ] -“刮刀”选项卡,调整下列参数值。 根据位置偏移量,在“对位偏移量 X、Y、R”中输入偏移量。(“对位偏移量 Z” ,不需在此处调整。) [印刷] -“刮刀”画面 66547-N3-10 对位偏移量X、Y 已印刷的锡膏 焊盘 X方向的偏移量 Y方向的偏移量 65527-N3-00 印刷状态 输入方法 印刷向右侧偏移 直接输入 X 的偏移量 X(mm) 印刷向左侧偏移 在 X 的…
5-45
5
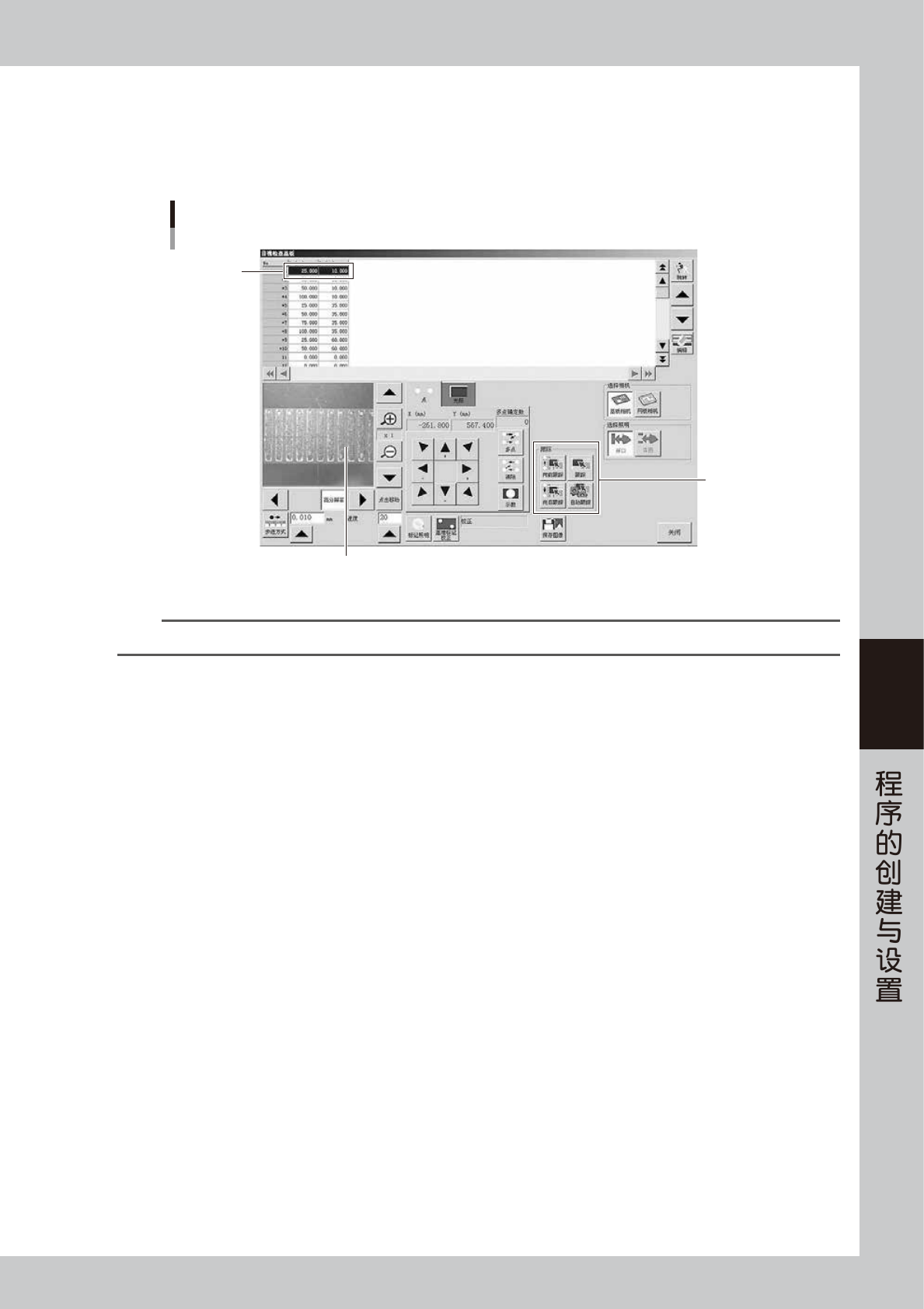
2. 在“目视检查基板”画面,选择想要开始检查的坐标。
3. 按 [ 跟踪 ] 按钮,开始目视检查。
画面显示所选检查坐标的印刷状态之后,确认印刷是否有偏位。
按 [ 自动跟踪 ] 按钮,会自动、连续跟踪所设置的检查坐标。
“目视检查基板”画面
[跟踪]按钮
显示印刷状态
选择坐标
66546-N3-10
n
要点
使用跟踪功能目视检查坐标时,必须预先输入检查坐标。
● 有锡膏刮取、脱离不良时
必须重新设置印刷参数。“刮刀印压”、“刮刀速度”等的设置方法,请参照第 3 章“印刷指南”。
关于印刷位置的偏移,在 Step6 中介绍。
5-46
5
6
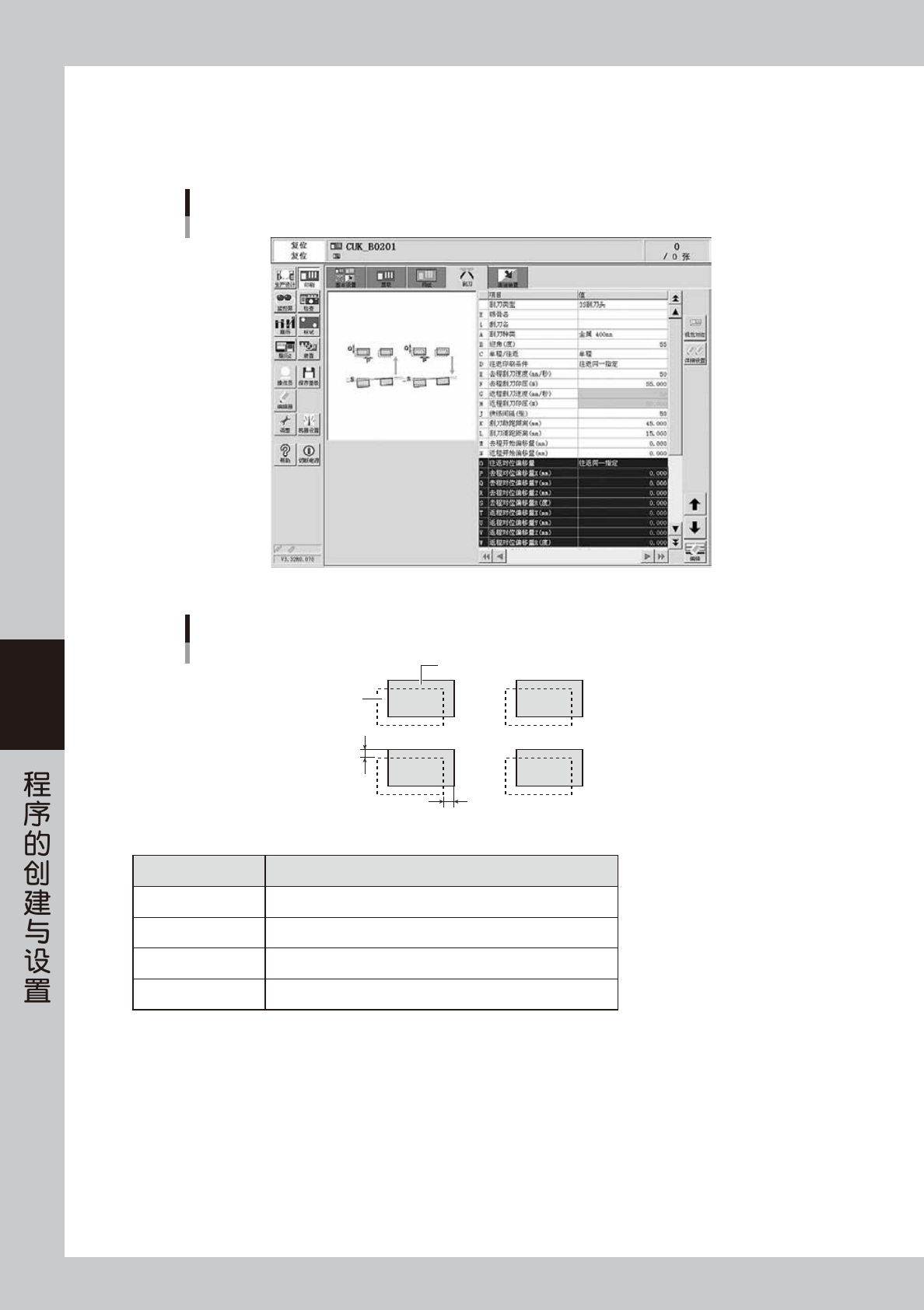
调整印刷位置的偏移。
打开 [ 印刷 ] -“刮刀”选项卡,调整下列参数值。
根据位置偏移量,在“对位偏移量 X、Y、R”中输入偏移量。(“对位偏移量 Z”,不需在此处调整。)
[印刷] -“刮刀”画面
66547-N3-10
对位偏移量X、Y
已印刷的锡膏
焊盘
X方向的偏移量
Y方向的偏移量
65527-N3-00
印刷状态 输入方法
印刷向右侧偏移 直接输入 X 的偏移量 X(mm)
印刷向左侧偏移 在 X 的偏移量 X(mm) 前加上“-”号后输入
印刷向上侧偏移 直接输入 Y 的偏移量 Y(mm)
印刷向下侧偏移 在 Y 的偏移量 Y(mm) 前加上“-”号后输入
5-47
5
对位偏移量R
已印刷的锡膏
焊盘
θ
65528-N3-00
印刷状态 输入方法
印刷向逆时针方向偏移 直接输入 R 的偏移角度 θ
印刷向顺时针方向偏移 在 R 的偏移角度 θ 前加上“-”号后输入
7
反复进行上述步骤的操作,直至印刷状态良好为止。
8
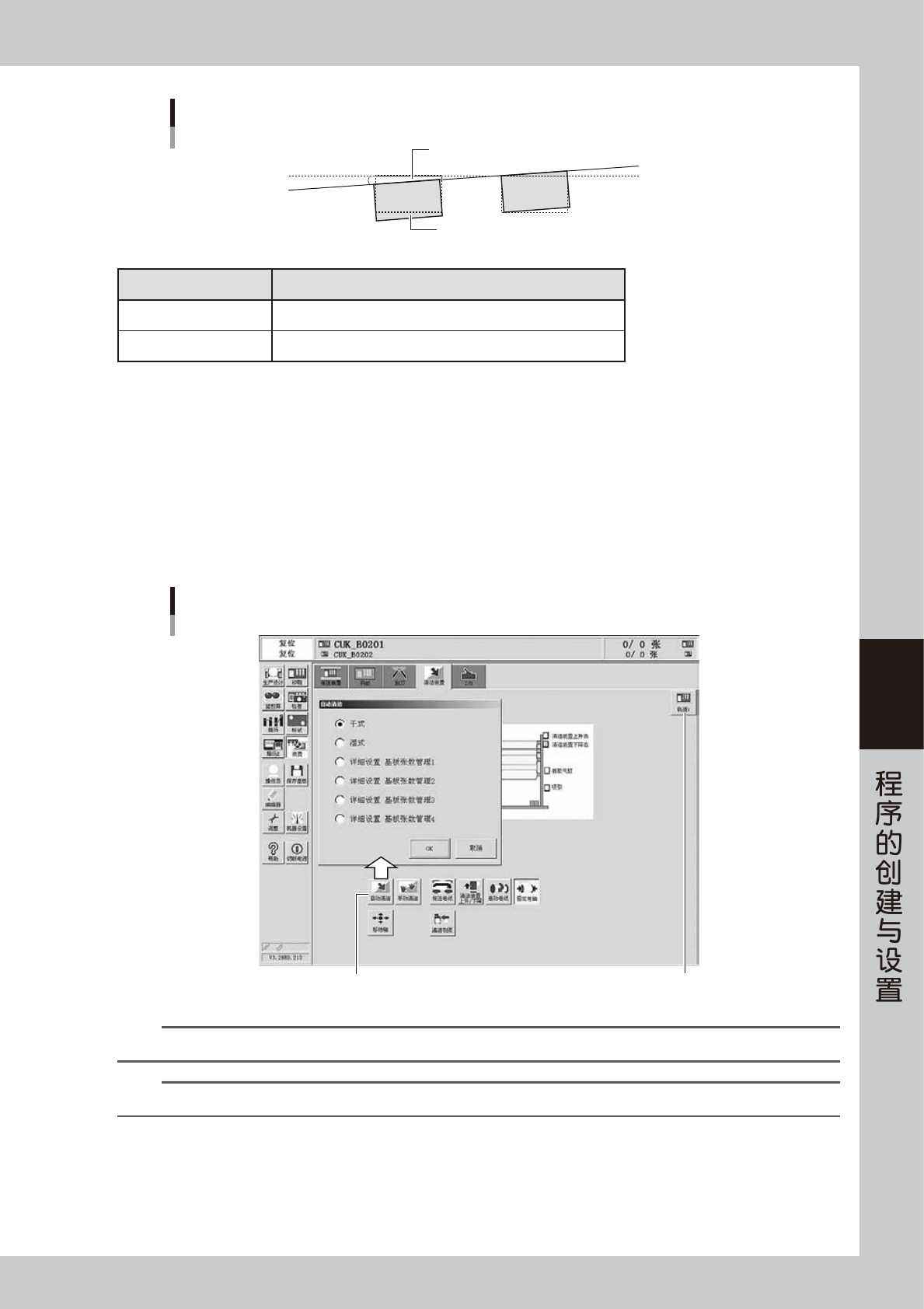
清洁网板。
试印刷结束后,需根据情况清洁网板。
1. 打开 [ 装置 ] -“清洁装置”选项卡,按 [ 自动清洁 ] 按钮。
打开选择清洁方法的对话框。
2. 选择清洁方法后 (“干式”、“湿式”或“详细设置 基板张数管理 1 〜 4”),按 [OK] 按钮。
清洁装置开始运行,自动清洁网板背面。
[自动清洁] 按钮
[自动清洁] 按钮 轨道切换按钮
66548-N3-00
参考
关于“详细设置 基板张数管理 1”〜“详细设置 基板张数管理 4”的详细内容,请参阅本章“6. 清洁装置数据的设置”。
参考
如果想要进行手动清洁,则按 [ 手动清洁 ] 按钮后,按照画面的指示进行清洁。